Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
BONYOLULT FELÜLETEK TÖBBTENGELYŰ (3-5D) MEGMUNKÁLÁSA (Dr
BONYOLULT FELÜLETEK TÖBBTENGELYŰ (3-5D) MEGMUNKÁLÁSA (Dr. Berta Miklós – Dr. Cser István) /1/ Dudás Illés – Cser István: GÉPGYÁRTÁSTECHNOLÓGIA IV. Gyártás és Gyártórendszerek tervezése, Miskolci Egyetemi Kiadó, 2004 PP , /2/ Dr. Cser István – Prof. Dr. Dudás Illés – Dr. Berta Miklós – Dr. Varga Gyula – Felhő Csaba – Dr. Balajti Zsuzsanna – Kozma István* – Horváth Balázs* – Vas Zoltán* SZÁMÍTÓGÉPES GYÁRTÁS ÉS RENDSZEREI – RAPID PROTOTYPING , HEFOP P
 MEGMUNKÁLÁSA (Dr. Berta Miklós – Dr. Cser István) /1/ Dudás Illés – Cser István: GÉPGYÁRTÁSTECHNOLÓGIA IV. Gyártás és Gyártórendszerek tervezése, Miskolci Egyetemi Kiadó, 2004 PP , /2/ Dr. Cser István – Prof. Dr. Dudás Illés – Dr. Berta Miklós – Dr. Varga Gyula – Felhő Csaba – Dr. Balajti Zsuzsanna – Kozma István* – Horváth Balázs* – Vas Zoltán* SZÁMÍTÓGÉPES GYÁRTÁS ÉS RENDSZEREI – RAPID PROTOTYPING , HEFOP P")
2
Szabad formájú görbék és felületek
Szabad formájú görbe: spline A bonyolult szabad formájú felületek fő típusai: transzlációs felület, vonalfelület, szoborfelület.

3
Analitikus görbék (parabola, ellipszis, stb.)
Spline (szabad formájú síkgörbe) tartópontjaival adott simuló görbe A tartópontok nem feltétlenül görbepontok. Általában a közelítés harmadfokú polinommal történik. Spline a Síkkontúr összetett geometriai elem, egyenesekből és síkgörbékből áll. Megkülönböztetünk zárt síkkontúrt és nyitott síkkontúrt. Zárt síkkontúr
 tartópontjaival adott simuló görbe. A tartópontok nem feltétlenül görbepontok. Általában a közelítés harmadfokú polinommal történik. Spline. a Síkkontúr összetett geometriai elem, egyenesekből és síkgörbékből áll. Megkülönböztetünk zárt síkkontúrt és nyitott síkkontúrt. Zárt síkkontúr.")
4
Transzlációs felület Két síkgörbével képezhető: egyik görbe (direktrix)mentén eltoljuk a másik görbét (generátor) valamilyen adott szabály szerint: önmagával párhuzamosan, vagy síkja legyen mindig merőleges a direktrix-re, vagy egy pontjában rögzítjük a generátort

5
TRANSZLÁCIÓS FELÜLET

6
VONAL FELÜLET Vonalfelület esetében két görbeszakasz (direktrix) és egyenes generátor képezi a felületet. A felület úgy képződik, hogy az egyenes generátort a két direktrix megfelelő végpontjaira illesztjük és úgy mozdítjuk el a két direktrix-görbén, hogy egyszerre érjen a másik két végpontba. Tehát a rövidebb görbeszakaszon lassabban, a hosszabbon gyorsabban mozog az egyenes. Kúpfelület esetén az egyik direktrix ponttá zsugorodik. a) b) Vonalfelület
 és egyenes generátor képezi a felületet. A felület úgy képződik, hogy az egyenes generátort a két direktrix megfelelő végpontjaira illesztjük és úgy mozdítjuk el a két direktrix-görbén, hogy egyszerre érjen a másik két végpontba. Tehát a rövidebb görbeszakaszon lassabban, a hosszabbon gyorsabban mozog az egyenes. Kúpfelület esetén az egyik direktrix ponttá zsugorodik. a) b) Vonalfelület.")
7
A Szoborfelület a spline térbeli megfelelője
A Szoborfelület a spline térbeli megfelelője. Itt is tartó- illetve támaszpontokat kell megadni, melyekre simuló felületet (nem spline-okat) illeszt a rendszer. A tartópontok nem feltétlenül lesznek részei a felületnek. A felületképzés matematikai hátterére többféle módszer ismert: Bezier, Coons, Renner stb. Szoborfelület
 illeszt a rendszer. A tartópontok nem feltétlenül lesznek részei a felületnek. A felületképzés matematikai hátterére többféle módszer ismert: Bezier, Coons, Renner stb. Szoborfelület.")
8
A többtengelyű megmunkálás jellegzetes esetei
2 ½ D-s megmunkálás, amikor két tengely mentén (általában X,Y síkban), vagy azzal párhuzamos síkban, ill. a többi fősík mentén tetszőleges pályamenti elmozdulás végezhető, a harmadik tengely mentén szakaszos léptetésre (fogásvételre) van lehetőség. Ez az eljárás lépcsős, teraszos megmunkálást tesz lehetővé. 3D-s megmunkálás, egyidejűleg három koordinátatengely mentén végzett szerszámmozgás eredményeként bonyolult térbeli felületek is leképezhetők. A szerszámtengely iránya a megmunkálás során nem változik. A kötött mozgáspálya következtében a forgácsolási körülmények (a szerszám és a munkadarab érintkezési pontja, ráhagyás, felület meredeksége és görbülete) jelentősen változhatnak, ami rontja a megmunkálás pontosságát, a felületi minőségét, a szerszámkopást és a megmunkálási időt növelheti. 4D-s megmunkálás során a három koordinátatengely mentén történő elmozdulás mellett egy tengely körüli egyidejű elfordulás is lehetséges. 5D-s megmunkálás során a három koordinátatengely mentén történő elmozdulás mellett két tengely körüli, egyidejű elfordulás lehetséges. Az öttengelyes megmunkálásnál bármely felületi pontban a szerszámtengely előírt szöget zárhat be a felület normálvektorával.
, vagy azzal párhuzamos síkban, ill. a többi fősík mentén tetszőleges pályamenti elmozdulás végezhető, a harmadik tengely mentén szakaszos léptetésre (fogásvételre) van lehetőség. Ez az eljárás lépcsős, teraszos megmunkálást tesz lehetővé. 3D-s megmunkálás, egyidejűleg három koordinátatengely mentén végzett szerszámmozgás eredményeként bonyolult térbeli felületek is leképezhetők. A szerszámtengely iránya a megmunkálás során nem változik. A kötött mozgáspálya következtében a forgácsolási körülmények (a szerszám és a munkadarab érintkezési pontja, ráhagyás, felület meredeksége és görbülete) jelentősen változhatnak, ami rontja a megmunkálás pontosságát, a felületi minőségét, a szerszámkopást és a megmunkálási időt növelheti. 4D-s megmunkálás során a három koordinátatengely mentén történő elmozdulás mellett egy tengely körüli egyidejű elfordulás is lehetséges. 5D-s megmunkálás során a három koordinátatengely mentén történő elmozdulás mellett két tengely körüli, egyidejű elfordulás lehetséges. Az öttengelyes megmunkálásnál bármely felületi pontban a szerszámtengely előírt szöget zárhat be a felület normálvektorával.")
9
2 ½ D-s marás

10
3D-s marás

11
4D-s marás

12
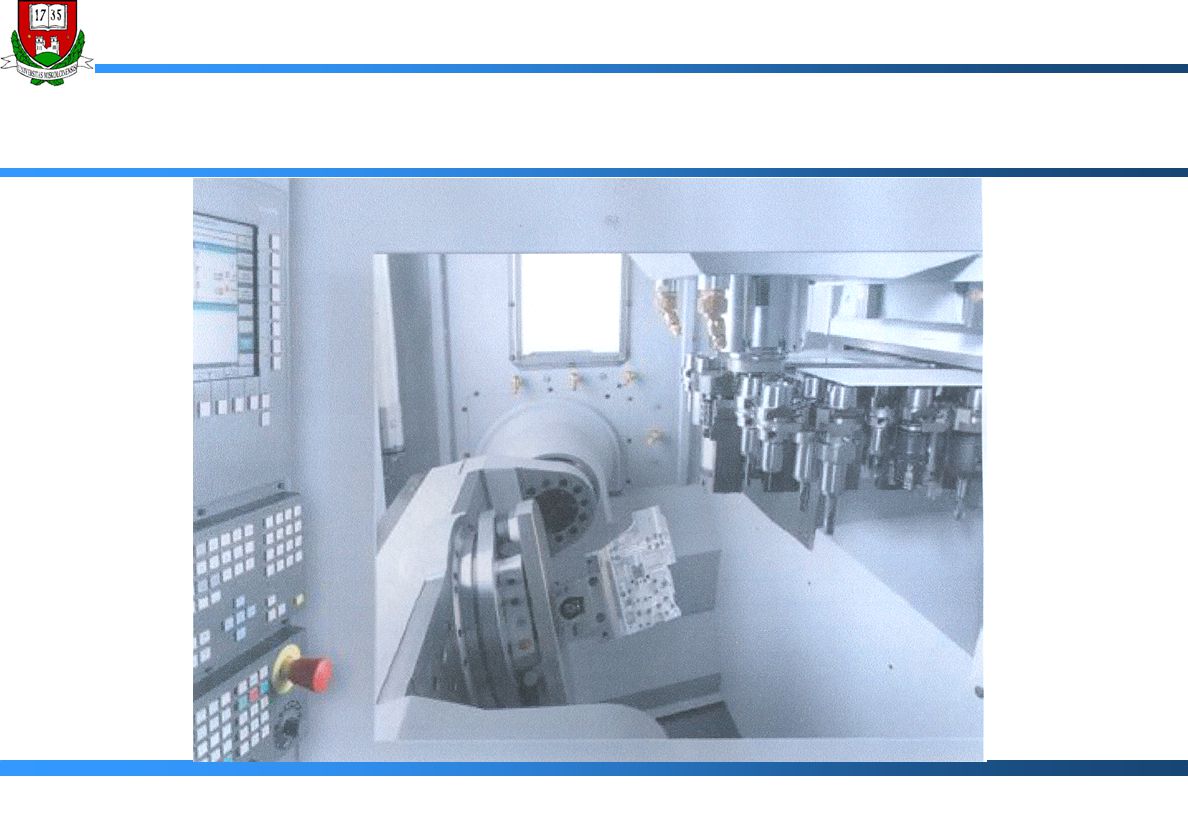
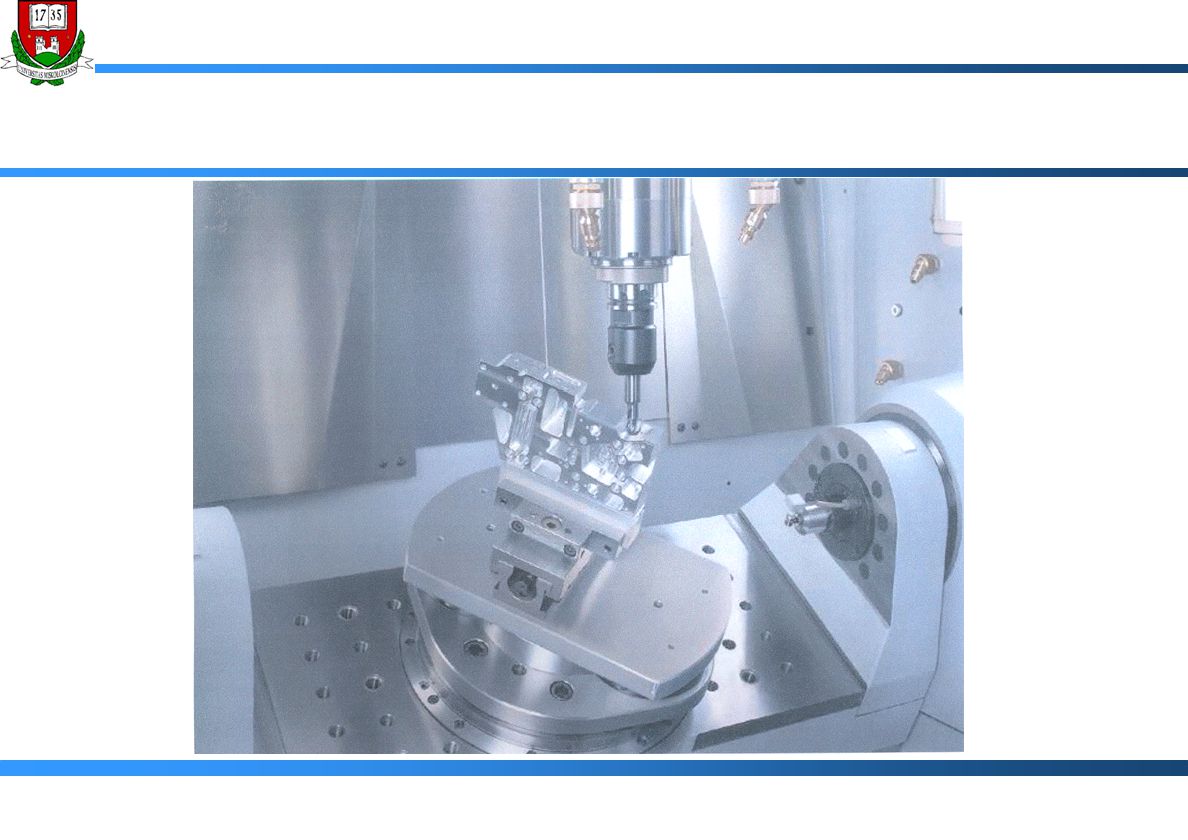
5D-s marás

13
5D-s marógép A tengelyek körüli elfordulást két, egymásra épülő körasztal valósítja meg.

14
A két elfordulást egy körasztal és egy orsófej biztosítja
5D-s marógép A két elfordulást egy körasztal és egy orsófej biztosítja

18
A többtengelyű megmunkálásnál használt jellegzetes maróalakok

19
A szerszám mozgáspályát a mozgásvektor határozza meg. Ez három vektor:
következő mozgás végpontja (p), szerszám tengelyvektor (s), felületnormális a mozgásvégpontban. Szerszám mozgáspályáját meghatározó vektorok
, szerszám tengelyvektor (s), felületnormális a mozgásvégpontban. Szerszám mozgáspályáját meghatározó vektorok.")
20
Lehetővé teszik a szerszám mozgáspálya megadását nulla szerszámméretekkel számolva, azaz a megadandó szerszámpálya a megmunkálandó felületen lesz. A szerszám vezérelt pontjának mozgáspályáját a vezérlés határozza meg a mozgásvektor és a korrekciós kapcsolókon beállított szerszámméretek alapján. A szerszám vezérelt pontja felvehető a szerszám talppontjában (a forgástengelyen lévő D pont, 9.5. ábra), illetve a félgömb középpontjában (S). A szerszámpályák kiszámítása így a megmunkálandó felület matematikai leírása, a szerszám mérete (R) és a vezérelt pont helyzete (D, S), továbbá nagyolás esetén a simítási ráhagyás értéke alapján történik. Szerszám vezérelt pontja
, illetve a félgömb középpontjában (S). A szerszámpályák kiszámítása így a megmunkálandó felület matematikai leírása, a szerszám mérete (R) és a vezérelt pont helyzete (D, S), továbbá nagyolás esetén a simítási ráhagyás értéke alapján történik. Szerszám vezérelt pontja.")
21
Szabad formájú felületek megmunkálásának tervezése
A szabad formájú felületek megmunkálásának tervezésére szolgáló rendszerek a megmunkálást különböző módon valósítják meg. Ezek közül a legfontosabbak: nagyoló 2,5D-s megmunkálás, félsimító 3D-s megmunkálás, simító 3-5D-s megmunkálás. A szabad formájú felületekkel határolt alkatrészeket lényegében három csoportba sorolhatjuk: süllyesztékek, zsebek, bemélyedések, bélyegek, szigetek, kiemelkedések, az előzőek kombinációja, azaz bemélyedések kiemelkedésekkel. Továbbiakban a szabad formájú felületek megmunkálásának tervezését süllyesztékek (zsebek) példáján keresztül mutatjuk be. A süllyesztékek marással történő kialakítását a legtöbb tervezőrendszer három lépésben végzi (9.6. ábra): 2,5D-s nagyoló megmunkálás laposvégű hosszlyukmaróval (9.6. ábra a) rész), 3D-s elősimító megmunkálás gömbvégű maróval (9.6. ábra b) rész), 3D-s simító megmunkálás gömbvégű maróval.
 példáján keresztül mutatjuk be. A süllyesztékek marással történő kialakítását a legtöbb tervezőrendszer három lépésben végzi (9.6. ábra): 2,5D-s nagyoló megmunkálás laposvégű hosszlyukmaróval (9.6. ábra a) rész), 3D-s elősimító megmunkálás gömbvégű maróval (9.6. ábra b) rész), 3D-s simító megmunkálás gömbvégű maróval.")
22
Zsebek nagyoló és elősimító megmunkálása

23
A nagyoló megmunkálás során a felületet körülvevő anyag gyors és hatékony eltávolítását hengeres maróval végzik. A bélyegek nagyolásához nagyteljesítményű ujjmarót, míg a süllyesztékekhez mélyítő fogás vételére alkalmas hosszlyukmarót alkalmaznak. A tervezőrendszerek a szerszámot 2.5 D-s teraszoló mozgáspályán vezetik végig nagyolás során. A mozgáspálya tervezésének fő lépései: síkmetszés, ofszetelés, szerszámpálya-generálás. Síkmetszés során a felületet Z konstans síkokkal elmetszik. A síkok száma a fogások számát jelenti, a távolságok pedig a fogásmélységet. Az ofszetelés során a síkmetszés eredményeként előálló kontúrt a szerszámsugárnak megfelelően eltolják. Az eltolás történhet kifelé vagy befelé, attól függően, hogy bélyeget vagy süllyesztéket kell megmunkálni. Az ofszetkontúr egyben a megmunkálandó szerszám referenciapontjának (vezérelt pontjának) a megmunkálandó felülethez legközelebbi pályáját is meghatározza. A terasz elkészítésnek utolsó fázisában az ofszetelés során kijelölt anyagmennyiséget távolítják el.
 a megmunkálandó felülethez legközelebbi pályáját is meghatározza. A terasz elkészítésnek utolsó fázisában az ofszetelés során kijelölt anyagmennyiséget távolítják el.")
24
Anyageltávolítási stratégiák
1. ZIK-ZAK marás adott irányban oda-vissza forgácsoló mozgással, csak egyirányú forgácsoló mozgással. A legáltalánosabban alkalmazott stratégia, melynek során az anyagleválasztás a szeleteléssel kapott kontúrgörbe(k) között ZIK-ZAK (raszter) mozgással történik. Opcionálisan a legtöbb rendszer lehetőséget kínál a kontúrgörbék marására is a raszter mozgás előtt, alatt vagy után.
 között ZIK-ZAK (raszter) mozgással történik. Opcionálisan a legtöbb rendszer lehetőséget kínál a kontúrgörbék marására is a raszter mozgás előtt, alatt vagy után.")
25
2. Ofszet marás A munkadarab teraszolása során kapott kontúrgörbe(k) között az anyagleválasztás a belső vagy külső kontúrgörbe felől kiindulva azok ofszet (kontúrpárhuzamos) görbéi mentén történik. Az ofszet mozgás iránya alábbi három opció szerint választható: kívülről befelé, azaz a megmunkálás a legkülső kontúrtól kezdődően a belső kontúr felé történik; belülről kifelé, azaz a megmunkálás a legbelső kontúrtól kezdődően a külső kontúr felé történik (9.8. ábra); automatikus meghatározás, azaz a megmunkálás irányát a rendszer önállóan választja meg aszerint, hogy a test alakja domború (bélyeg) vagy homorú (süllyeszték).
 között az anyagleválasztás a belső vagy külső kontúrgörbe felől kiindulva azok ofszet (kontúrpárhuzamos) görbéi mentén történik. Az ofszet mozgás iránya alábbi három opció szerint választható: kívülről befelé, azaz a megmunkálás a legkülső kontúrtól kezdődően a belső kontúr felé történik; belülről kifelé, azaz a megmunkálás a legbelső kontúrtól kezdődően a külső kontúr felé történik (9.8. ábra); automatikus meghatározás, azaz a megmunkálás irányát a rendszer önállóan választja meg aszerint, hogy a test alakja domború (bélyeg) vagy homorú (süllyeszték).")
26
3. Spirálmarás A szerszámmozgás spirális mintázat mentén történik. A mozgás iránya lehet kívülről befelé, ill. belülről kifelé. Ez a gyorsmarásnál gyakran alkalmazott eljárás, amely különösen jó felületminőséget eredményez forgásszimmetrikus bélyegek megmunkálása esetén. Míg a nagyoláshoz általában lapos végű marószerszámot használnak, az elősimítást és a simítást gömbvégű szerszámmal végzik. A simító megmunkálásnál rendkívül fontos, hogy a szerszámsugár megfeleljen a megmunkálandó felület minimális görbületének, vagyis az összemetsződés elkerülése egyike a legfontosabb óvintézkedéseknek. Ha azonban teljes megmunkálási területnek csak mintegy 1 %-a az összemetsződés szempontjából veszélyes terület, akkor célszerű nagyobb görbületű szerszámmal dolgozni. A létrehozandó szerszámpályának ki kell elégítenie az alábbi követelményeket: hatékonynak kell lennie, az összemetsződést el kell kerülnie, minimális eltávolítandó maradványt kell eredményeznie.

27
a) b) Nagyoló megmunkálás gömbvégű maróval első megmunkálási terasz második megmunkálási terasz harmadik megmunkálási terasz c)
")
28
Megmunkálandó terület adott terasz nagyolása során

29
Nyilvánvaló, hogy a legnagyobb termelékenység akkor érhető el, ha a megmunkálandó terület bejárása folyamatos (pl.: a ábrán látható ZIK-ZAK marás alkalmazása esetén). Mivel a süllyesztékek, zsebek nagyoló megmunkálása egyrészt laposvégű maróval történik, másrészt a nagyolást elősimító megmunkálás követi, ezért megengedhető az ofszet kontúr(-ok) egyszerűsítése, azaz a kontúr(-ok) sokszögesítése (9.11. ábra), ami által a szerszámpálya tervezése egyszerűbbé válik. Fogásvételi tartomány és bejárása sokszögesített határ, a szerszám által bejárható tartomány, a szerszám mozgáspályája

30
Szerszámpálya tervezése szigetet tartalmazó terasz esetén
b) Szerszámpálya tervezése szigetet tartalmazó terasz esetén a) szerszámmozgási zónák és sorrendjük, b) mozgáspálya az akadály megkerülésével
 Szerszámpálya tervezése szigetet tartalmazó terasz esetén. a) szerszámmozgási zónák és sorrendjük, b) mozgáspálya az akadály megkerülésével.")
31
Az egyirányú mozgás jobb felületi minőséget, az ellenirányú mozgás jobb anyagleválasztási körülményeket biztosít. A teraszok nagyolása során a szerszám fogásvételi mozgását általában az alábbiak szerint lehet előírni: a teraszra merőleges, anyagba irányuló függőleges mozgás, csak hosszlyukmaró alkalmazása esetén alkalmazható (9.13.a. ábra), megadható egy lejtésszög (ramp), amely mentén a szerszám (hosszlyukmaró) egyik szintről a másikra mozog. Így szükségtelenné válik a nagyolás előtti előfúrás (9.13.b. ábra), a forgásvételi mozgás előfúrt furatban történik (9.13.c. ábra). A furatátmérő valamivel legyen nagyobb az ujjmaró átmérőjénél. A tervezőrendszer általában felkínálja a furat elkészítését, egyébként a furat kialakítása manuálisan is editálható.
, megadható egy lejtésszög (ramp), amely mentén a szerszám (hosszlyukmaró) egyik szintről a másikra mozog. Így szükségtelenné válik a nagyolás előtti előfúrás (9.13.b. ábra), a forgásvételi mozgás előfúrt furatban történik (9.13.c. ábra). A furatátmérő valamivel legyen nagyobb az ujjmaró átmérőjénél. A tervezőrendszer általában felkínálja a furat elkészítését, egyébként a furat kialakítása manuálisan is editálható.")
32
Fogásvételi lehetőségek a teraszok nagyolása esetén
a) függőleges fogásvétel a szerszámmal, b) szögalatti fogásvétel, c) fogásvétel az előfúrt furatban
 függőleges fogásvétel a szerszámmal, b) szögalatti fogásvétel, c) fogásvétel az előfúrt furatban.")
33
Összemetsződés elkerülésének lehetőségei
A nagyolás során az összemetsződés nélküli szűk beugró kontúrszakasz is okozhat problémát a forgács beszorulása révén. A PowerMill rendszer lehetővé teszi egy olyan „területszűrő” feltétel megadását, amely biztosítja, hogy a szerszám csak a definiáltnál szélesebb bemélyedésben hajtja végre a megmunkálást, és ez által megakadályoz egy valószínű szerszámtörést. Összemetsződés elkerülésének lehetőségei a) összemetsződés, b) kisebb átmérőjű szerszám alkalmazása, c) forgácsolás anyagmaradvánnyal, d) anyagmaradvány eltávolítása kisebb átmérőjű szerszámmal
 összemetsződés, b) kisebb átmérőjű szerszám alkalmazása, c) forgácsolás anyagmaradvánnyal, d) anyagmaradvány eltávolítása kisebb átmérőjű szerszámmal.")
34
A teraszok laposvégű maróval történő nagyoló megmunkálásánál visszamaradó vállak (9.6. ábra) eltávolítására szolgál a gömbvégű maróval történő elősimítás. A megmunkált kontúr a részkontúr ofszetje, vagyis attól meghatározott távolsággal, mégpedig a simítás ráhagyásával eltolt görbe. Az elősimítás során alkalmazott leggyakoribb anyageltávolítási stratégiák: állandó Z irányú szintek marása a simítási ráhagyással eltolt kontúr mentén (9.15. ábra). A megmunkálás a magasabb szintek felől az alacsonyabbak felé történik. A rendszerek többsége képes a Z szintek közötti távolság automatikus meghatározására a fogásvételből adódó érdesség magasság előírásával. Elősimítás során ezt az értéket lehető legnagyobbra (Rz>500) vegyük a megmunkálás hatékonyságának emelése céljából. ZIK-ZAK (raszter) marás. Az elősimítás során a szerszám által bejárandó szerszám pálya az X, Y irányban, vagy a felhasználó által definiált szögben kapott metszésgörbék mentén történik.
. A megmunkálás a magasabb szintek felől az alacsonyabbak felé történik. A rendszerek többsége képes a Z szintek közötti távolság automatikus meghatározására a fogásvételből adódó érdesség magasság előírásával. Elősimítás során ezt az értéket lehető legnagyobbra (Rz>500) vegyük a megmunkálás hatékonyságának emelése céljából. ZIK-ZAK (raszter) marás. Az elősimítás során a szerszám által bejárandó szerszám pálya az X, Y irányban, vagy a felhasználó által definiált szögben kapott metszésgörbék mentén történik.")
35
Állandó Z irányú szintek félsimítása

36
A szabadformájú felületek simító 3D-s megmunkálása során általában gömbvégű-, vagy nagy lekerekítésű marót alkalmaznak. A simító megmunkálás során a szerszámpályák bejárási lehetőségei a következők: párhuzamos síkokban (X, Y, vagy egyéb irányú) meghatározott metszésgörbék ZIK-ZAK marása, állandó Z irányú szintek kontúrmarása, spirálmarás, radiális marás: szerszámmozgás a felhasználó által definiált pontból radiálisan történik 0-360 között tetszőleges választott polár koordináta tartományban. A radiális marás lehet kétirányú (9.16. ábra a) rész), vagy egyirányú (9.16. ábra b) rész).
 meghatározott metszésgörbék ZIK-ZAK marása, állandó Z irányú szintek kontúrmarása, spirálmarás, radiális marás: szerszámmozgás a felhasználó által definiált pontból radiálisan történik 0-360 között tetszőleges választott polár koordináta tartományban. A radiális marás lehet kétirányú (9.16. ábra a) rész), vagy egyirányú (9.16. ábra b) rész).")
37
a) kétirányú; b) egyirányú
Radiális marás a) kétirányú; b) egyirányú
 kétirányú; b) egyirányú.")
38
Barázdamélység (h) alakulása 3D-s megmunkálás során
 alakulása 3D-s megmunkálás során")
39
Összemetsződés szoborszerű felület simító megmunkálásakor
a) összemetsződés szoborszerű felületen, b) megfelelő méretű szerszám választása, c) szerszámpálya módosítása összemetsződés elkerülése céljából
 összemetsződés szoborszerű felületen, b) megfelelő méretű szerszám választása, c) szerszámpálya módosítása összemetsződés elkerülése céljából.")
40
Szerszám mozgáspályák elrendezései
a) hosszú szerszámpálya, b) rövid szerszámpálya
 hosszú szerszámpálya, b) rövid szerszámpálya.")
41
Szakadásmentes szerszámmozgás pálya

42
A simítás során ügyelni kell a szerszámnak a megmunkálás kezdő- és végpontba történő mozgatásának helyes megválasztására. A megközelítési- és az elállási távolság a megmunkálási kezdő- és végponttól mért olyan távolság, ameddig és ahonnan a szerszám biztonságosan gyorsmenetben mozoghat. Ez a távolság a megmunkálások többségénél a szerszámátmérő felénél valamivel nagyobb érték. A megmunkálási kezdőpontra való ráállás a jobb megmunkálási feltételek biztosítása céljából axiálisan, tangenciálisan, körív mentén, stb. történhet (9.21. ábra). Szerszám ráállás jellegzetes típusai

43
A tervezőrendszerek speciális szolgáltatásai
A projekciós marás lényege, hogy a szerszámpálya valamilyen módon vetíthető az alkatrész geometriai modelljére. Jellegzetes típusai: síkprojekció: egy definiálható nagyságú és helyzetű síkon elhelyezett raszterpályát projektálunk a felületre. A sík pozícionálható, forgatható és kívánt szögben dönthető (9.22. ábra a) rész), egyenes projekció: egy definiálható egyenesről sugarasan egy hengerfelület felé induló vonalsereget projektálunk a felületre. Az így kapott projektált vonalsereget a rendszer lineáris, körkörös vagy spirális pályamozgássá alakítja. Ezzel az eljárással az üregek belső falai munkálhatóak meg kiválóan (9.22. ábra b) rész), pont projekció: egy definiálható pontból egy gömbhéj felé tartó vonalsereget projektálunk a felületre. Az így kapott projektált vonalsereget a rendszer lineáris, körkörös, vagy spirális pályamozgássá alakítja. Ezzel az eljárással üregek és domború felületek is megmunkálhatóak (9.22. ábra c) rész).
 rész), egyenes projekció: egy definiálható egyenesről sugarasan egy hengerfelület felé induló vonalsereget projektálunk a felületre. Az így kapott projektált vonalsereget a rendszer lineáris, körkörös vagy spirális pályamozgássá alakítja. Ezzel az eljárással az üregek belső falai munkálhatóak meg kiválóan (9.22. ábra b) rész), pont projekció: egy definiálható pontból egy gömbhéj felé tartó vonalsereget projektálunk a felületre. Az így kapott projektált vonalsereget a rendszer lineáris, körkörös, vagy spirális pályamozgássá alakítja. Ezzel az eljárással üregek és domború felületek is megmunkálhatóak (9.22. ábra c) rész).")
44
Projekciós marás típusai a) sík-; b) egyenes-; c) pont projekció
 sík-; b) egyenes-; c) pont projekció")
45
A rotációs marás tengelyszimmetrikus alkatrészek marására alkalmas
A rotációs marás tengelyszimmetrikus alkatrészek marására alkalmas. Az X tengely irányába állított munkadarab forgómozgást végez, miközben a szerszám Y vagy Z irányban halad és megmunkálja az alkatrészt (9.23. ábra). Rotációs marás típusai
. Rotációs marás típusai.")
46
A maradékmarás speciális típusai:
Rasztermarás: a modellt nagyobb sugarú maróval munkáljuk meg, mint a modellen levő belső rádiuszok, akkor a maradék és csak a maradék anyag megfelelő méretű szerszámmal történő lemunkálására speciális marópályát állíthatunk elő. A maradékmarással jelentős idő takarítható meg (9.24. ábra a) rész). állandó szintű stratégia: Ez a megmunkálási eljárás lehetővé teszi, hogy a maradékmarás területét meghatározó határgörbék között, azok hosszirányú lefutása mentén forgácsoljunk (9.24. ábra b) rész). Kiváló minőségű pályát eredményez, a felület simább, mint a raszter maradékmarás esetében. Nagyobb területek marásakor előnyös, a megmunkálási idő is jelentősen csökken.
 rész). állandó szintű stratégia: Ez a megmunkálási eljárás lehetővé teszi, hogy a maradékmarás területét meghatározó határgörbék között, azok hosszirányú lefutása mentén forgácsoljunk (9.24. ábra b) rész). Kiváló minőségű pályát eredményez, a felület simább, mint a raszter maradékmarás esetében. Nagyobb területek marásakor előnyös, a megmunkálási idő is jelentősen csökken.")
47
a) rasztermarással b) állandó szintű stratégiával
Maradékmarás a) rasztermarással b) állandó szintű stratégiával
 rasztermarással b) állandó szintű stratégiával.")
48
A pencil marás belső élek és sarkok mentén képes meghatározni egy 3D-s kontúrpályát (9.25. ábra). Kiválóan alkalmazható az előző megmunkálások által meghagyott anyagrészek eltávolítására. Pencil marás

49
Szerszámpálya editálása
pályaszegmensek összekötése: raszter pályák végeinek, ill. az egyes szerszámpálya darabok összekapcsolása történhet a pálya síkjában köríves átmenettel (9.26. ábra a) rész), a pályasíkjára merőleges szögletes (9.26. ábra b) rész), illetve köríves (9.26. ábra c) rész) átállással. Ezáltal biztosítható, hogy a szerszám az anyagba induló és az anyagból kilépő pontokban nem hagy nyomokat, még akkor sem, ha növeljük az előtolási sebességet és a fordulatszámot. szerszámpálya particionálása: a szerszámpálya felosztása történhet: szög szerint szétvágás irány szerint szétvágás hosszúság szerint kivágás A szerszámpálya bármelyik területe egy síkkal kettévágható (9.28. ábra). A megmunkálás a modell tetszőleges részére lokalizálható. A pálya újragenerálása rendkívül gyorsan megtörténik. szerszámpálya újrarendezése: A szerszámpálya újrarendezésének célja, hogy a megmunkálás maximális hatékonysággal – „levegő marása” nélkül – történjék (9.29. ábra).
 rész), a pályasíkjára merőleges szögletes (9.26. ábra b) rész), illetve köríves (9.26. ábra c) rész) átállással. Ezáltal biztosítható, hogy a szerszám az anyagba induló és az anyagból kilépő pontokban nem hagy nyomokat, még akkor sem, ha növeljük az előtolási sebességet és a fordulatszámot. szerszámpálya particionálása: a szerszámpálya felosztása történhet: szög szerint. szétvágás irány szerint. szétvágás hosszúság szerint. kivágás. A szerszámpálya bármelyik területe egy síkkal kettévágható (9.28. ábra). A megmunkálás a modell tetszőleges részére lokalizálható. A pálya újragenerálása rendkívül gyorsan megtörténik. szerszámpálya újrarendezése: A szerszámpálya újrarendezésének célja, hogy a megmunkálás maximális hatékonysággal – „levegő marása nélkül – történjék (9.29. ábra).")
50
Pályaszegmensek összekötése
a) köríves átmenettel, b) szögletes átmenettel, c) köríves átmenettel
 köríves átmenettel, b) szögletes átmenettel, c) köríves átmenettel.")
51
Szerszámpálya szétvágása irány szerint

52
Szerszámpályák kivágása

53
Szerszámpálya újrarendezése

54
Szerszámtartó ütközésvizsgálata: A tervezőrendszerek képesek ellenőrizni az adott szerszámpálya – munkadarab – szerszámbefogó rendszerben, hogy történik-e ütközés a szerszámbefogó és a munkadarab között (9.30. ábra). A rendszer az alábbiakat közli: az ütközési veszélyt, az ütközési pont mélységét, minimálisan szükséges szerszámhosszúságot, a szerszámpálya azon részét, ahol az ütközés bekövetkezik. Szerszámtartó ütközésvizsgálata

55
Mindezen adatok birtokában a valós munka megkezdése előtt a szerszámbefogás módja optimalizálható, ezáltal idő és költség takarítható meg. Tervezőrendszerek a szerszámpálya ellenőrzése során érzékelik az ütközési pontot a munkadarab és a szerszámbefogó között. A szerszámpályát automatikusan két részre bontják az adott hosszúságú szerszámmal megmunkálható, illetve meg nem munkálható szegmensekre. A süllyesztékes kovácsoló- és öntőszerszám gyártók számára különösen nagy előnyt jelent a rövid gyártási átfutási idő, mely cél gyorsmarás alkalmazása révén garantálható. A tervezőrendszerek megmunkálási stratégiái a gyorsmarás elvárásaihoz illeszkednek, illetve a gyorsmarás igényeinek figyelembevételével készültek. Nagy anyagleválasztási sebességnél is kiváló felületminőség érhető el alkalmazásukkal.

56
E tervezőrendszerek a gyorsmarás követelményeit az alábbiak szerint elégítik ki:
Teljes marószélességű fogások minimalizálása: Ez esetben az anyagleválasztási stratégia olyan legyen, amely minimális szinten tartja a teljes marószélességű fogásokat, ezáltal növelhető a pályairányú előtolás a szerszámkárosodás veszélye nélkül. „Skim” lehetőség Valamennyi megmunkálási stratégiában választható opció. Egy pályaszegmens megmunkálása után a szerszám nem a biztonsági síkon végzi a mellékmozgásokat, hanem csak annyit emel ki, amennyit feltétlenül szükséges. Az eredmény a megmunkálási idő csökkentése. Z szint automatikus meghatározása A rendszer nagyoláskor állandó forgásvételi mélységet kínál föl. Opcióként azonban képes a fogásvételi mélységet újraszámítani és módosítani úgy, hogy minden egyes szinten azonos mennyiségű anyagleválasztás történjen.

57
Ofszet megmunkálás Ez a megmunkálási stratégia kevesebb hirtelen sebességváltozással jár, mint a hagyományos rasztermegmunkálás. Ez lényeges igény a gyorsmarásnál. Spirál és projekciós marás Bizonyos konvex felületeknél a spirál és a projekciós marás kombinációja sima, törésmentes, folyamatos pályákat eredményez, amely ideális a gyorsmarás szempontjából. Pályaszegmensek összekötése A sokféle összefűzési stratégia közül mindig kiválasztható a legmegfelelőbb, ezért a szerszám fordulatszáma és előtolási sebessége is növelhető. A szerszám kilépése és belépése a munkadarabba finoman vezérelt, ezért a maró fordulási nyomai nem láthatóak.

Hasonló előadás











 egy halmaza. Feladatunk: az objektumokat - valamilyen.>")







