Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
TIA A termelésinformatika alapjai
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék A termelésinformatika alapjai TIA Dr. Kulcsár Gyula egyetemi docens

2
A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula
Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula

4
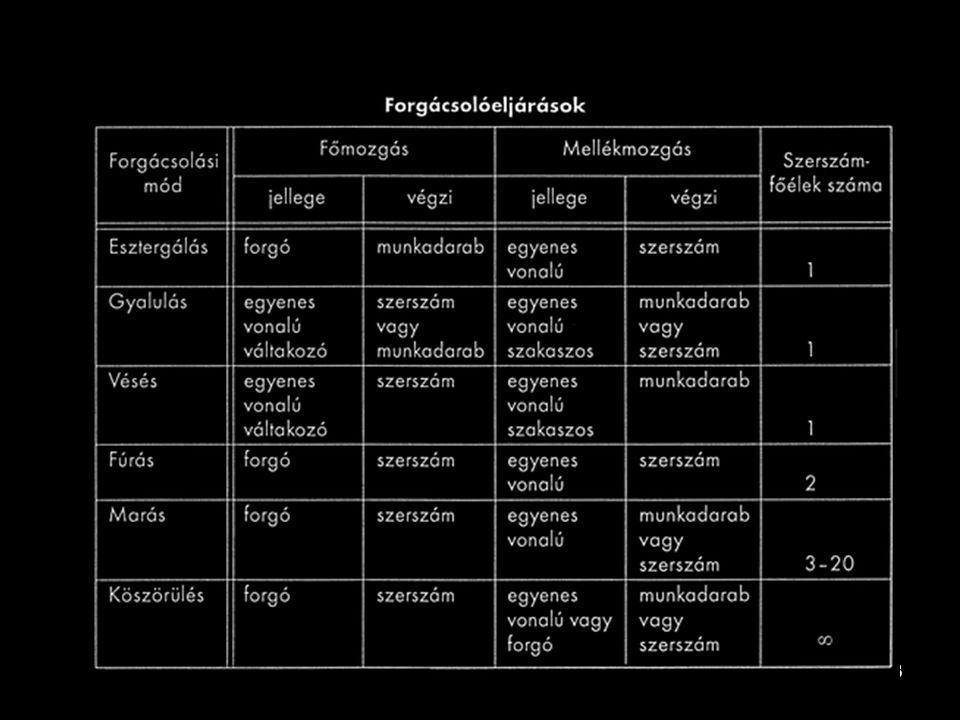
Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló főmozgás: a munkadarab által végzett forgómozgás. Mellékmozgások: a szerszám által végzett mozgások (hossz, kereszt, kombinált). Szerszáma: forgácsoló kés. Hengeres, sík, kúpos, alakos felületek és különböző profilú menetek készíthetők. Forgácsolási főmozgás A főmozgás a forgácsoláshoz szükséges forgatónyomatékot biztosítja. A forgácsolási főmozgás mindig a szerszám vágóélére merőleges elmozdulás. Esztergálásnál a forgácsolási főmozgást általában az esztergatokmányba befogott, munkadarab végzi. A főmozgás fordulatszámának változtatásával egy forgácsolási paramétert befolyásolhatunk. Ettől az értéktől is függ az anyagleválasztás sebessége. Minél nagyobb a fordulat, annál nagyobb az anyagleválasztás sebessége, de annál jobb minőségű esztergakésekre is szükség van. Forgácsolási mellékmozgás A forgácsolási mellékmozgás a forgácsolószerszámot mozgatja. Esztergálásnál az esztergakés végzi forgácsolási egyenes vonalú mellékmozgást. Kétféle mellékmozgást különböztetünk meg előtolást és a fogásvételt. A munkadarab és az esztergakés mozgásainak megfelelő kombinációjaként hengeres, sík, kúpos és alakos felületek esztergálhatók, és különböző profilú menetek készíthetők. Az előtolás és fogásvétel szintén befolyásoló paraméterei az anyagleválasztás sebességének, ezért ezek megválasztása igen fontos feladata a technológusnak.
. Szerszáma: forgácsoló kés. Hengeres, sík, kúpos, alakos felületek és különböző profilú menetek készíthetők. Forgácsolási főmozgás. A főmozgás a forgácsoláshoz szükséges forgatónyomatékot biztosítja. A forgácsolási főmozgás mindig a szerszám vágóélére merőleges elmozdulás. Esztergálásnál a forgácsolási főmozgást általában az esztergatokmányba befogott, munkadarab végzi. A főmozgás fordulatszámának változtatásával egy forgácsolási paramétert befolyásolhatunk. Ettől az értéktől is függ az anyagleválasztás sebessége. Minél nagyobb a fordulat, annál nagyobb az anyagleválasztás sebessége, de annál jobb minőségű esztergakésekre is szükség van. Forgácsolási mellékmozgás. A forgácsolási mellékmozgás a forgácsolószerszámot mozgatja. Esztergálásnál az esztergakés végzi forgácsolási egyenes vonalú mellékmozgást. Kétféle mellékmozgást különböztetünk meg előtolást és a fogásvételt. A munkadarab és az esztergakés mozgásainak megfelelő kombinációjaként hengeres, sík, kúpos és alakos felületek esztergálhatók, és különböző profilú menetek készíthetők. Az előtolás és fogásvétel szintén befolyásoló paraméterei az anyagleválasztás sebességének, ezért ezek megválasztása igen fontos feladata a technológusnak.")
5
Esztergagép

6
Hosszesztergálás

7
Hosszesztergálás A munkadarab palástfelületét azonos átmérővel munkáljuk meg. Az előtolás a munkadarab forgási tengelyével párhuzamos, esetleg a tengelyre merőleges. Hossz - és lépcsős felületek esztergálásához általában egyenes és hajlított nagyoló, és simító késeket használnak. A munkadarab palástfelületét azonos átmérővel munkáljuk meg. Az előtolás a munkadarab forgási tengelyével párhuzamos, de létezik olyan változata is, amikor a tengelyre merőleges. Hossz - és lépcsős felületek esztergálásához általában egyenes és hajlított nagyoló, és simító késeket használnak.

8
Oldalazási művelet

9
Oldalazási művelet (síkesztergálás)
A munkadarab két végén vagy oldalán – tehát sík felületén – a fogásmélység irányában vagy azzal ellentétesen, a tengelyre merőleges irányban végzett megmunkálás. A művelethez oldalazókést használunk. Oldalazáskor a hosszszánt rögzítjük, és a keresztszánnal mozgatjuk. Az oldalazási művelet olyan esztergálási művelet, melynek során a munkadarab végét, oldalát esztergáljuk. Először az egyiket tisztára, majd ha kell, akkor fordítás után a másikat addig, amíg a hosszméretet megkapjuk. A munkadarab két végén vagy oldalán – tehát sík felületén – a fogásmélység irányában vagy azzal ellentétesen, a tengelyre merőleges irányban végzett megmunkálást oldalazásnak vagy síkesztergálásnak nevezzük. A művelethez oldalazókést használunk. Oldalazáskor a hossz szánt rögzítjük, és a keresztszánnal mozgatjuk.

10
Beszúrás

11
Beszúrás A fogásmélység irányában, a munkadarab tengelyére merőlegesen végzett megmunkálás. Alkalmazása: horony készítésére, ha esztergálás közben az esztergakésnek szabad kifutást kell biztosítani. Ilyen esetben a beszúrás mélységét mindig a kés fogásvételi mélysége határozza meg.

12
Leszúrás

13
Leszúrás A munkadarab tengelyéig történő beszúrás (esztergán végzett darabolás). Különleges késeket használunk, amelyeknek közös jellemzője, hogy vágóélük rövid, a késfej a vágóélttől kezdve befelé és lefelé fokozatosan keskenyedik.

14
Furatesztergálás

15
Megmunkálás fúrórúddal

16
Fenékesztergálás

17
Furatesztergálás Az előfúrt furatot nagyobb átmérőre esztergálja.
Szerszáma: lyukkés, fúrórúd Belső hengeres felületek esztergálással történő megmunkálása lehet: nagyoló, felsimító, simító esztergálás és finomfúrás.

18
Menetesztergálás

19
Több-bekezdésű menet

20
Menetesztergálás Célja: külső és belső menetek készítése. Menet
Szabványos vagy nem szabványos profilú Egy vagy több bekezdésű A munkadarab forog, annak forgási tengelyével párhuzamos előtolással mozog a szerszám (menetemelkedés). Szerszáma: menetprofilos esztergakés. A menetesztergálás célja külső és belső menetek készítése. Alkalmazási területe elsősorban szabványos vagy nem szabványos profilú, valamint több bekezdésű menetek előállítása. A munkadarab forgási tengelyével párhuzamos előtolás mellett menetprofilú esztergakéssel, vagy menetfésűvel a csavarmenet emelkedésének megfelelő csavarmenetet készíthetünk. Mivel a menetprofilnak megfelelő esztergakés szükséges minden mérethez és menettípushoz külön szerszámra van szükség. A menetesztergálás általában nagyolással, és simítással történik.
. Szerszáma: menetprofilos esztergakés. A menetesztergálás célja külső és belső menetek készítése. Alkalmazási területe elsősorban szabványos vagy nem szabványos profilú, valamint több bekezdésű menetek előállítása. A munkadarab forgási tengelyével párhuzamos előtolás mellett menetprofilú esztergakéssel, vagy menetfésűvel a csavarmenet emelkedésének megfelelő csavarmenetet készíthetünk. Mivel a menetprofilnak megfelelő esztergakés szükséges minden mérethez és menettípushoz külön szerszámra van szükség. A menetesztergálás általában nagyolással, és simítással történik.")
21
Esztergakés Egyélű forgácsoló szerszám, Csoportosíthatók:
amellyel a munkadarabról az anyagfelesleget távolítjuk el, állandó keresztmetszetű folyamatos forgács alakjában. Két fő funkcionális részre lehet osztani, a késfejre, és a késszárra. Csoportosíthatók: Munkavégzés, alak, rendeltetés, anyag szerint

22
Esztergakések csoportosítása
Munkavégzés (mindig előtolás irányban) Jobbos, balos, semleges élkialakítású (A kések állása a dolgozó rész befogórészhez viszonyított helyzetét jelenti.) Esztergakések csoportosítása Esztergakések csoportosítása a munkavégzés szempontjából Az esztergakéseket munkavégzésük szempontjából is csoportosíthatjuk. Ehhez alapul vehető, az esztergakések előtolásának az iránya, hiszen munkát mindig az előtolás irányába végeznek a szerszámok. Így tekintve a késeket, léteznek jobbos élkialakítású (R), balos élkialkakítású (L) és semleges élkialakítású (N) esztergakések. Az egyes fajták alkalmazásának időszerűségét és mikéntjét a technológus határozza meg az elvégzendő feladat elemzése eredménye képpen. A kések állása a dolgozó rész befogórészhez viszonyított helyzetét jelenti tulajdonképpen. Esztergakések csoportosítása alakjuk szerint Az esztergések csoportosíthatók alakjuk szerint is. Az alakos kések élkialakítását a munkadarab profilja határozza meg. Rendszerint beszúrással dolgoznak. Újraélezéskor az él alakja, valamint az élszögek nem változnak. Az alakos kések közül a hasábos és körkést a tömeggyártásban használják. A hasábos kés profilját egyenes alkotók mentén képezik ki. A kívánt hátszög a kés megdöntésével, a homlokszög a homloklap megfelelő szög alatti köszörülésével érhető el. A körkés profilját tárcsa lakú szerszámon alakítják ki. A homlok a homloklap megfelelő beköszörülésével alakítható ki.
 Jobbos, balos, semleges élkialakítású. (A kések állása a dolgozó rész befogórészhez viszonyított helyzetét jelenti.) Esztergakések csoportosítása. Esztergakések csoportosítása a munkavégzés szempontjából. Az esztergakéseket munkavégzésük szempontjából is csoportosíthatjuk. Ehhez alapul vehető, az esztergakések előtolásának az iránya, hiszen munkát mindig az előtolás irányába végeznek a szerszámok. Így tekintve a késeket, léteznek jobbos élkialakítású (R), balos élkialkakítású (L) és semleges élkialakítású (N) esztergakések. Az egyes fajták alkalmazásának időszerűségét és mikéntjét a technológus határozza meg az elvégzendő feladat elemzése eredménye képpen. A kések állása a dolgozó rész befogórészhez viszonyított helyzetét jelenti tulajdonképpen. Esztergakések csoportosítása alakjuk szerint. Az esztergések csoportosíthatók alakjuk szerint is. Az alakos kések élkialakítását a munkadarab profilja határozza meg. Rendszerint beszúrással dolgoznak. Újraélezéskor az él alakja, valamint az élszögek nem változnak. Az alakos kések közül a hasábos és körkést a tömeggyártásban használják. A hasábos kés profilját egyenes alkotók mentén képezik ki. A kívánt hátszög a kés megdöntésével, a homlokszög a homloklap megfelelő szög alatti köszörülésével érhető el. A körkés profilját tárcsa lakú szerszámon alakítják ki. A homlok a homloklap megfelelő beköszörülésével alakítható ki.")
23
Esztergakések Alak szerint
Egyenes: a dolgozó része és a befogórésze egy egyenesen van Hajlított:

24
Esztergakések Élgeometria szerint:
Sokféle lehet főként beszúrás esetén Pl. alakos Hasábos kés Körkés stb. Az esztergések csoportosíthatók alakjuk szerint is. Az alakos kések élkialakítását a munkadarab profilja határozza meg. Rendszerint beszúrással dolgoznak. Újraélezéskor az él alakja, valamint az élszögek nem változnak. Az alakos kések közül a hasábos és körkést a tömeggyártásban használják. A hasábos kés profilját egyenes alkotók mentén képezik ki. A kívánt hátszög a kés megdöntésével, a homlokszög a homloklap megfelelő szög alatti köszörülésével érhető el. A körkés profilját tárcsa lakú szerszámon alakítják ki. A homlok a homloklap megfelelő beköszörülésével alakítható ki.

25
Esztergakések Rendeltetésük szerint: nagyoló- simító- beszúró-
leszúró- furatkések, egyéb alakos forgácsolókések. Esztergakések csoportosítása rendeltetésük szerint Az esztergakések rendeltetésük szerint igen eltérőek lehetnek. Léteznek nagyolókések nagyoláshoz, simítókések simításhoz, beszúró forgácsoló kések beszúrások készítéséhez, leszúró forgácsoló kések daraboláshoz, furatkések furatok készítéséhez, és vannak alakos forgácsoló kések. Mindegyik művelethez más és más fajta esztergakés szükséges, ez régen azt jelentette, annyiszor kellett cserélni egy munkadarab készre esztergálása alatt a késeket ahány fajta műveletet el akartunk rajta végezni. Ma már egy felfogásból, az összes kést tudjuk használni annak kivétele nélkül is.

26
Esztergakések Anyag szerint: tömör tompán hegesztett
szerszámacél tompán hegesztett szerkezeti acél szár gyorsacél fej cserélhető lapkás kivitelű esztergakések gyorsacél, keményfém, kerámia, gyémánt lapkás Esztergakések csoportosítása anyaguk szerint Az esztergakések anyaguk szerint lehetnek tömör, tompán hegesztett, vagy cserélhető lapkás kivitelűek. A tömör kivitelűek szerszámacélból készülnek. A tompán hegesztett kések forgácsoló része gyorsacélból, befogórésze szerkezeti acélból készül. A lapkás forgácsolókések szerkezeti acélból készült szárára gyorsacél, keményfém, vagy kerámialapkát erősítenek hegesztéssel, forrasztással, ragasztással vagy mechanikusan. A lapkás rögízítési módokat inkább kiszorítják a szerelt szerszámok. A váltólapkás szerszámok előnye, ha lapka rögzítésének művelete egyszerűsödik, és az él elhasználódás esetén újraélezésre nincs szükség.

27
Keményfém-lapkás esztergakések

28
Szerelt lapkás esztergakés

29
Feladat: nevezze meg az alábbi szerszámokat és esztergálási műveleteket!

30
Külső hengeres felület esztergálása

31
Külső hengeres felület esztergálása
d0: nyersdarab átmérő (mm) dm: készdarab átmérő az m. fogás után (mm) L: megmunkálandó hossz (mm) ap: fogásmélység (mm) n: főorsó fordulatszám vc: forgácsolási sebesség (m/min) f: előtolás (mm/ford) vf: előtoló sebesség (m/min)
 dm: készdarab átmérő az m. fogás után (mm) L: megmunkálandó hossz (mm) ap: fogásmélység (mm) n: főorsó fordulatszám. vc: forgácsolási sebesség (m/min) f: előtolás (mm/ford) vf: előtoló sebesség (m/min)")
32
Forgácsleválasztási terv
Qi: forgácsleválasztás intenzitása (cm3/min) vcki: közepes forgácsolósebesség az i. anyagréteg leválasztásánál (m/min) dki: közepes átmérő az i. anyagréteg leválasztásánál (mm)
 vcki: közepes forgácsolósebesség az i. anyagréteg leválasztásánál (m/min) dki: közepes átmérő az i. anyagréteg leválasztásánál (mm)")
33
Vmi: leválasztandó térfogat az i. anyagréteg leválasztásánál (cm3)
Vm: leválasztandó térfogat (cm3) tmi: forgácsolás főideje az i. anyagréteg leválasztásánál (min) tm: forgácsolás főideje (min)
 tmi: forgácsolás főideje az i. anyagréteg leválasztásánál (min) tm: forgácsolás főideje (min)")
34
A forgácskeresztmetszet:
kr:szerszám (főél) elhelyezkedési szög (fok) b: forgácsszélesség (mm) h: forgácsvastagság (mm) Aa: forgácskeresztmetszet (mm2)
 elhelyezkedési szög (fok) b: forgácsszélesség (mm) h: forgácsvastagság (mm) Aa: forgácskeresztmetszet (mm2)")
35
A forgácsolóerő: Fc: főforgácsoló erő (N) Fc= kc A kc: fajlagos forgácsolóerő (N/mm2), kc=f(h, b, anyagminőség, élgeometria, hűtés, kopottság ) cF: konstans zF 0,1; xF 0,75; yF 1 kE: korrekciós tényezők eredője Ff: előtolás irányú erők (N) Fp: fogásvétel irányú erő (N) p: fajlagos élterhelés (N/mm)
 Fp: fogásvétel irányú erő (N) p: fajlagos élterhelés (N/mm)")
36
M: forgácsolási nyomaték (Nm)
P: forgácsolási teljesítmény P = Fc vc + Ff vf Fc vc w: szögsebesség (radián/s) A szerszámkopás: g0: homlokszög (fok) a0: hátszög (fok) VB:hátkopás (mm) VBmax=0,3-0,8 mm
 A szerszámkopás: g0: homlokszög (fok) a0: hátszög (fok) VB:hátkopás (mm) VBmax=0,3-0,8 mm.")
37
Taylor egyenlete: m=-1/k=0.25 (k=-4~-3) Cv=konstans Cv=vc, ha T=1min Bővített Taylor egyenlet: ahol p, q, m, n tapasztalati értékek

38
Mintapélda: Normalizált, C45 anyagú rúdacélból d=92 mm átmérőjű, L=250 mm hosszúságú munkadarabokat esztergálunk. Kiinduló átmérő d0=100 mm. Főorső fordulatszám = 500 ford/min, fogásmélység ap=2mm, előtolás f=0,5 mm/ford. A fajlagos forgácsolóerő kc=2250 N/mm2. Határozzuk meg: 1. A fogások számát (m=?) 2. Az előtolás sebességét (vf =?) 3. A forgácsolási főidőt (tm =?) 4. A főforgácsolóerőt (Fc =?) 5. A forgácsolás teljesítményét az első fogásnál. (P1=?)
 2. Az előtolás sebességét (vf = ) 3. A forgácsolási főidőt (tm = ) 4. A főforgácsolóerőt (Fc = ) 5. A forgácsolás teljesítményét az első fogásnál. (P1= )")
39
Mintapélda: Egy hosszesztergálási műveletnél mekkora lehet a forgácsolósebesség a bővített Taylor egyenlet alapján, ha: T=30 min ap= 2 mm f=0,4 mm/ford p=0,33 q = 0,08 Cv=350 VB=0,6 mm n=0,5 K=-4 Megoldás:

40
Források Tóth T., Dudás L., Hornyák O.: Termelési rendszerek és folyamatok, gyakorlati jegyzet, Miskolci Egyetem, Alkalmazott Informatikai Tanszék. Szakképzés gépészet forgácsolás esztergálás

41
A termelésinformatika alapjai 3. gyakorlat 2. rész Dr. Kulcsár Gyula
Marás A termelésinformatika alapjai 3. gyakorlat 2. rész Dr. Kulcsár Gyula

43
Marás Szabályosan többélű forgácsoló szerszámmal végzett megmunkáló eljárás. Forgácsoló főmozgás: a marószerszám által végzett forgómozgás. Előtoló mellékmozgás: a munkadarab, vagy a szerszám által végezett (legtöbbször egyenes vonalú) mozgás. A marásnak két alapeljárása van: palástmarás, homlokmarás.
 mozgás. A marásnak két alapeljárása van: palástmarás, homlokmarás.")
44
Homlokmarás A maró forgás-tengelye merőleges a megmunkált felületre.
Paláston a főélek, homlokon a mellékélek forgácsolnak. Megmunkált felület: sík.

45
Palástmarás A maró forgás-tengelye párhuzamos a mart felülettel.
A paláston lévő főélek forgácsolnak. Megmunkált felület: sík.

46
Palást-homlokmarás A paláston a főélek, a homlokon a mellékélek forgácsolnak. Megmunkált felület: lépcsős (derékszög).
.")
47
Ellenirányú marás Hagyományos eljárás.
Bármilyen marógépen kivitelezhető.

48
Egyenirányú marás Újabb keletű eljárás.
Játékmentes asztal mozgatású gépet igényel.

49
Marószerszámok Ujjmaró Süllyesztékmaró Hosszlyukmaró T-horonymaró
Ívesreterszhoronymaró

50
Marószerszámok Szögmaró szár felé csökkenő kúppal
Szögmaró szár felé növekvő kúppal Kúpos süllyesztékmaró Gömbölyűvégű kúpos süllyesztékmaró

51
Palástmarás mozgási és forgácsolási viszonyai
A maró forgástengelye párhuzamos a megmunkált felülettel. z: a maró fogainak száma fz: fogankénti előtolás (mm) ae: fogásmélység (mm) n: maró fordulatszáma (ford/min) vf: előtolás sebessége t: a maró fogosztása (mm)
 ae: fogásmélység (mm) n: maró fordulatszáma (ford/min) vf: előtolás sebessége. t: a maró fogosztása (mm)")
52
Palástmarás geometriai és forgácsleválasztási jellemzői
Változó keresztmetszetű (bajusz alakú) forgács szakaszos leválasztása. d : maróátmérő (mm) i : forgácsolási ív hossza (mm) : közepes forgácsvastagság (mm) Q: a forgácsleválasztás intenzitása (cm3/min)
 forgács szakaszos leválasztása. d : maróátmérő (mm) i : forgácsolási ív hossza (mm) : közepes forgácsvastagság (mm) Q: a forgácsleválasztás intenzitása (cm3/min)")
53
Palástmarás erőszükséglete
A leggyakoribb palástmarók furatosak és ferde élűek. A ferde él nyugodt, rezgésmentes járást és kis erőhullámzást biztosít a szerszámnak. A nagyobb marók éle hullámos vagy forgácstörő hornyokkal tagolt. Fc1: egy fogra eső forgácsolási sebesség irányú erő (N) kc: fajlagos forgácsolóerő (N/mm2) Ac: átlagos forgácskeresztmetszet (mm2) Fc: teljes forgácsolási sebesség irányú erő (N) Ψ: kapcsolószám (az egyidejűleg forgácsoló fogak száma)
 kc: fajlagos forgácsolóerő (N/mm2) Ac: átlagos forgácskeresztmetszet (mm2) Fc: teljes forgácsolási sebesség irányú erő (N) Ψ: kapcsolószám (az egyidejűleg forgácsoló fogak száma)")
54
Palástmarás erő- és teljesítményszükséglete
Fc (középérték) behelyettesítve: Pc: teljesítményszükséglet (W) vc: forgácsoló sebesség
 behelyettesítve: Pc: teljesítményszükséglet (W) vc: forgácsoló sebesség.")
55
Palástmarás erőviszonyai
Ellenirányú marás Egyenirányú marás

56
Homlokmarás

57
Homlokmarás mozgási és forgácsolási viszonyai
A maró forgástengelye merőleges a megmunkált felületre. A megmunkált felület mindig síkfelület. Geometriai viszonyok frx: közepes forgácsvastagságnak megfelelő fogankénti előtolás (mm) Területegyenlőség: : közepes forgácsvastagság (mm)
 Területegyenlőség: : közepes forgácsvastagság (mm)")
58
Homlokmarás erő- és teljesítményszükséglete
Fc1: egy fogra jutó főforgácsolóerő (N) Fc: teljes főforgácsolóerő (N) t: fogosztás (mm) Ψ: kapcsolószám (az egyidejűleg forgácsoló fogak száma) P: a teljesítményszükséglet (W) vc: forgácsolósebesség (m/min)
 Fc: teljes főforgácsolóerő (N) t: fogosztás (mm) Ψ: kapcsolószám (az egyidejűleg forgácsoló fogak száma) P: a teljesítményszükséglet (W) vc: forgácsolósebesség (m/min)")
59
Mintapélda palástmarásra
A50 anyagminőségű munkadarabon L=120mm hosszú, bw=65mm széles síkfelületet gyorsacél palástmaróval kell megmunkálni. A szerszám adatai a következők: d=80mm, z=8 fog. A forgácsolási adatok: ae= 3mm, fz=0,1mm/fog, vc=25 m/min. Táblázatból kc=4734 N/mm2 A50-hez. Számítsa ki 1. a teljes főforgácsoló (forgácsoló sebesség irányú) erőt; 2. az átlagos teljesítmény- szükségletet; 3. az anyagleválasztás intenzitását; 4. a gépi főidőt!
 erőt; 2. az átlagos teljesítmény- szükségletet; 3. az anyagleválasztás intenzitását; 4. a gépi főidőt!")
60
Megoldás

61
Megoldás folytatása 4.

62
Felhasznált jegyzet: Tóth T., Dudás L., Hornyák O.: Termelési rendszerek és folyamatok, gyakorlati jegyzet, Miskolci Egyetem, Alkalmazott Informatikai Tanszék. Ajánlott link:

63
Köszönöm a figyelmet!

64
Köszönöm a figyelmet!

Hasonló előadás