Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Forgácsolás, fúrás, furatmegmunkálás
A termelésinformatika alapjai 1. gyakorlat Dr. Kulcsár Gyula

2
Forgácsolás Forgácsoláskor a munkadarab tervezett állapotát (alakját, alak-, és anyagjellemzőit) anyagrészek leválasztásával érik el. Forgácsolás a munkadarab, a gép, a készülék, és a szerszám együttes rendszerében (MKGS) lehetséges.
 lehetséges.")
3
Forgácsolási folyamat
Az MKGS rendszerben forgácsoláskor fémfizikai, termikus és mechanikus jelenségek mindig egyidejűleg hatnak. Nagyon bonyolult és nehezen leírható a forgácsolási folyamat. Ezért sok mért, illetve tapasztalati adatra van szükség. A munkadarab alakja, mérete forgácsolás közben folyamatosan változik. Nagyon bonyolult alakok is leképezhetők.

4
Jellemzők A megmunkálandó felület alakja (henger, sík, alakos, pl. fogazott felület, stb.) megmunkálási mód. A megmunkálandó felület mérete, pontossága és a felületi érdessége a forgácsoló gép mérete, típusa, és pontossági jellemzői.

5
Jellemzők A munkadarab anyagának mechanikai jellemzői, a megmunkálandó felület állapota és jellege (lágy, edzett, stb., összefüggő vagy megszakított) forgácsolószerszám anyaga és éle, a forgácsolási adatok (sebesség, előtolás, fogásmélység), és egyéb körülmények (pl. hűtő-kenő folyadék).
. forgácsolószerszám anyaga és éle, a forgácsolási adatok (sebesség, előtolás, fogásmélység), és egyéb körülmények (pl. hűtő-kenő folyadék).")
6
Mozgások és hatásuk A forgácsolómozgás összetett mozgás, amely a szerszámgép fő és mellékmozgásainak eredőjeként jön létre. A mozgásösszetevők szabályozzák a forgács hosszúságát, szélességét és vastagságát (vagyis az időegységre jutó forgácstérfogatot és a forgács keresztmetszetét).
.")
7
Főmozgás A forgácsoló főmozgás a forgács-leválasztás irányába (a forgácshossz irányába) eső, a forgácsot közvetlenül leválasztó mozgás és a munkadarabot kényszeríti, hogy a szerszám homloklapjához közeledjen.
 eső, a forgácsot közvetlenül leválasztó mozgás és a munkadarabot kényszeríti, hogy a szerszám homloklapjához közeledjen.")
8
Mellékmozgás A forgácsoló-irányra merőleges mozgások, amelyek meghatározzák a forgács keresztmetszetét. Változatai: előtolás irányú (előtolás) mellékmozgás, fogásvétel irányú (fogásvétel) mellékmozgás.
 mellékmozgás, fogásvétel irányú (fogásvétel) mellékmozgás.")
9
Forgácsolási mód A forgácsolási mód alatt az adott szerszámgép adott konkrét szerszámmal, a szükséges készülékekkel való forgácsolási képességét értjük. Alapvető szempontok: mozgások, Szerszámok, Pontosság, Munkatér.

10
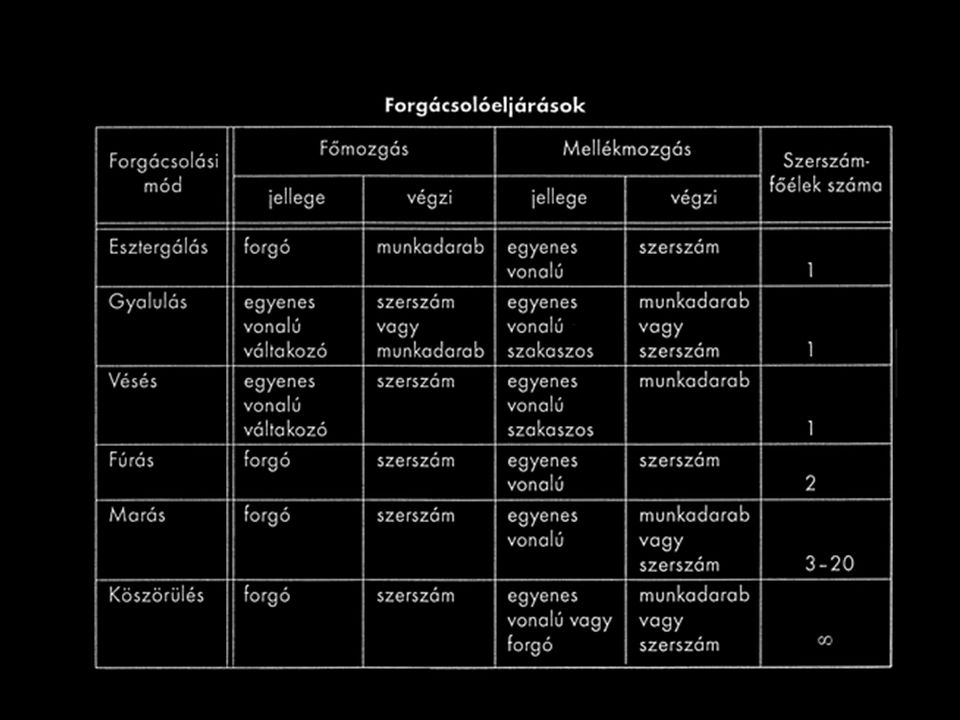
Példák forgácsolási módokra
Esztergálás Gyalulás Vésés Fúrás Marás Köszörülés

12
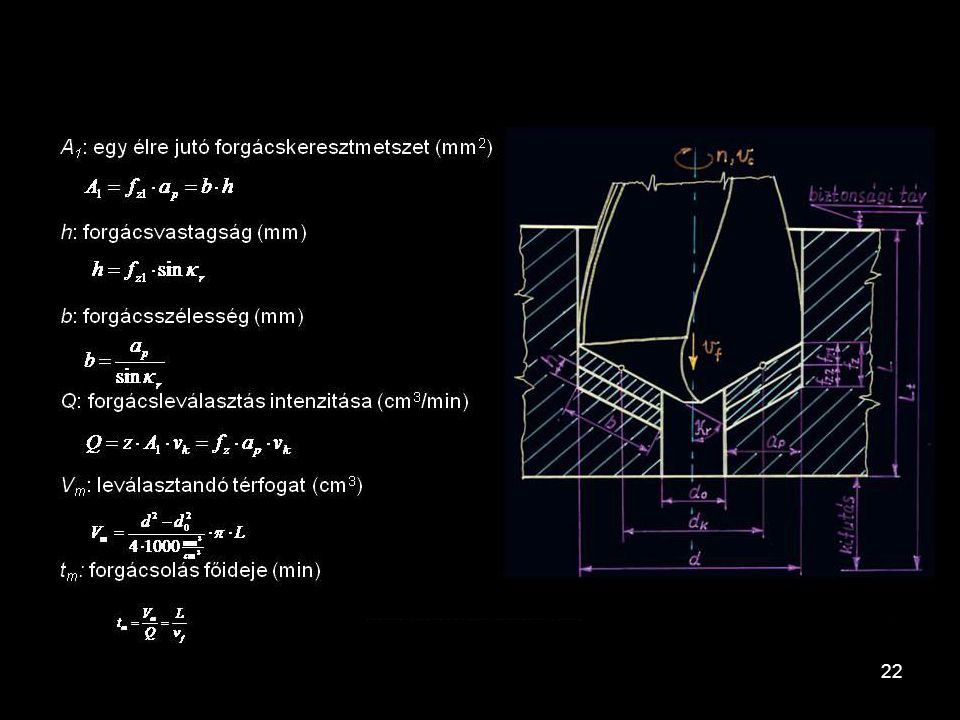
A furatmegmunkálás alapfogalmai
A furatmegmunkálás belső forgásfelületek előállítására alkalmas forgácsoló eljárás. A forgácsolt felület általában henger vagy kúppalást, sík illetve ezekből előállított általános forgásfelület. Fúráskor a szerszám állandó keresztmetszetű forgácsot választ le folyamatosan. A fúró forgácsolás célja és alapelve A különböző alkatrészek szerkezeti összekötéséhez különböző nagyságú és alakú lyukakra (furatokra) van szükség. Ezeket a lyukakat a lyukasztáson kívül fúrással készítjük. Fúráson azt a forgácsoló eljárást értjük, amelynél fúrószerszámmal a teli anyagokból hengeres lyukakat (furatokat) munkálunk ki. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a munkadarab is.
 van szükség. Ezeket a lyukakat a lyukasztáson kívül fúrással készítjük. Fúráson azt a forgácsoló eljárást értjük, amelynél fúrószerszámmal a teli anyagokból hengeres lyukakat (furatokat) munkálunk ki. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a munkadarab is.")
13
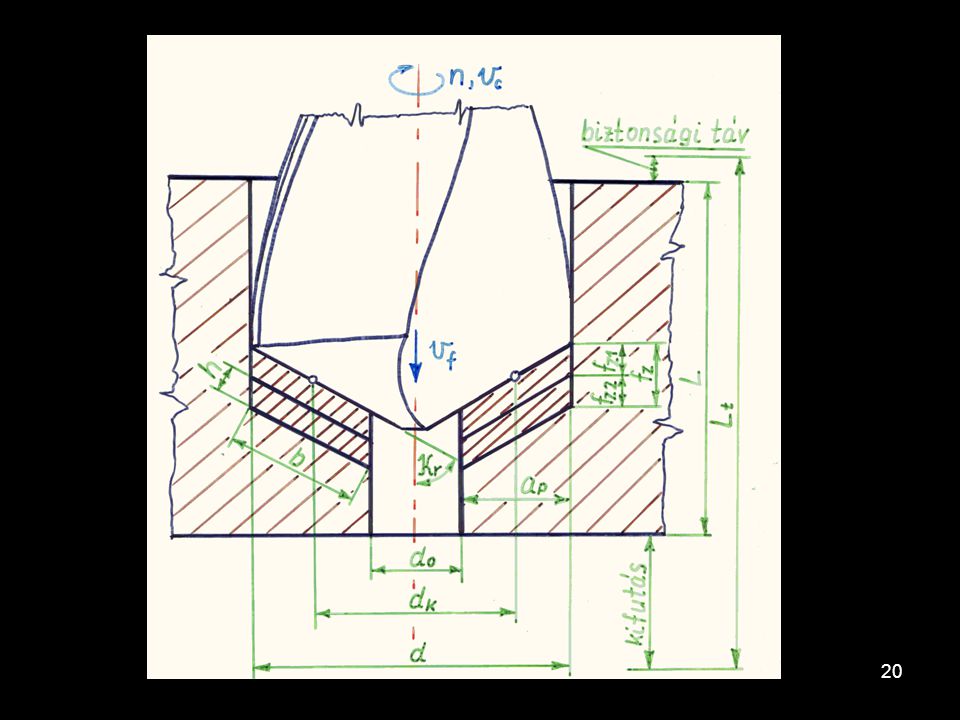
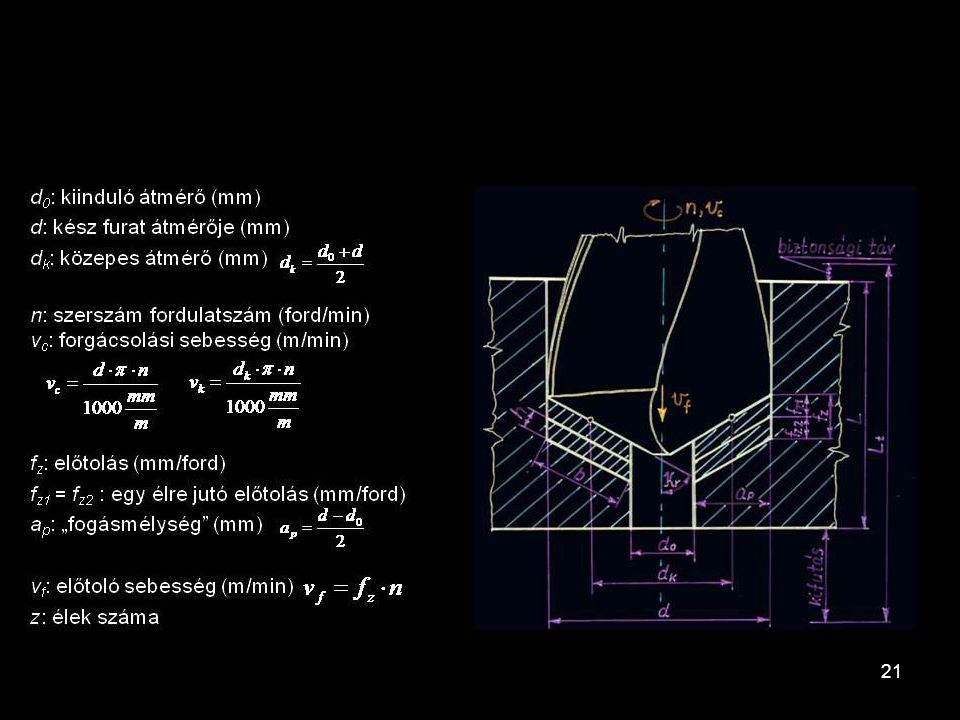
A fúrás alapfogalmai A forgácsoló főmozgás folyamatos forgómozgás amelyet általában a szerszám végez. Az előtolómozgás folyamatos egyenes vonalú mozgás, amely a szerszám egy fordulat alatti tengelyirányú elmozdulása. Fogásvétel irányú mozgás nincs. A fúró forgácsolás célja és alapelve A különböző alkatrészek szerkezeti összekötéséhez különböző nagyságú és alakú lyukakra (furatokra) van szükség. Ezeket a lyukakat a lyukasztáson kívül fúrással készítjük. Fúráson azt a forgácsoló eljárást értjük, amelynél fúrószerszámmal a teli anyagokból hengeres lyukakat (furatokat) munkálunk ki. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a munkadarab is. A furat kétféle lehet: átmenő és zsákfurat. Az előbbi a munkadarabból „kifut”, azon teljesen átmegy, az utóbbi csak bizonyos mélységig terjed. Előtolás A fúrószerszámmal fúrás közben be kell hatolni az anyagba. A behatoláshoz a szerszámot rá kell nyomni az anyagra. Ehhez meghatározott állandó erőre van szükség. Ezt a tengelyirányú erőt előtolási erőnek nevezzük. A fúró behatolása az anyagba meghatározott tengelyirányú nyomás és sebesség mellett mehet végbe. Ezt a tengelyirányú sebességet előtolási sebességnek nevezzük. Az előtolás mértékegysége a mm/fordulat vagy mm/perc. Fúráskor az előtolást mm/fordulatban adják meg. Az előtoló mozgást – szerszámtengely szerinti egyenes vonalú mozgást – az alkalmazott szerszámgéptől függően végezheti a szerszám is és a munkadarab is. Meghatározott tengelyirányú nyomás és sebesség mellett a fúró behatol az anyagba. Ezt a sebességet nevezzük előtolási sebességnek. (mértékegysége: mm/fordulat vagy mm/perc) Élettartam A csigafúró főélei a legnagyobb forgácsoló sebesség helyén - a szalaggal való találkozási pontokon - kopnak erősebben. Ezt a kopásformát sarokkopásnak nevezzük. Rideg anyagok (pl. öntöttvas) fúrásakor ez a jellemző, viszont acélok fúrásakor emellett hátkopás is tapasztalható. A ritkábban alkalmazott keményfém fúróknál szintén a sarokkopás jellemző. A csigafúró éltartamát a többi forgácsoló szerszámhoz hasonlóan percekben értelmezzük (3-240 perc), de szokás kifejezni az éltartamot az egy élezéssel fúrható furathosszal és az éltartamhosszal is. Az éltartamhossz adott anyag, adott előtolás és hűtés mellett jelentősen függ a fúró átmérőjétől és a furat mélységétől. A szerszámkopás ugyanazon szerszámacélra, ugyanazon megmunkálandó anyagra és egyazon forgácsolósebesség mellett mindig ugyanannyi idő elmúltával következik be. Ezt az időt a szerszám éltartamának nevezzük. Forgácsolósebesség A forgó mozgásban lévő test minden pontja körvonalon mozog, e körök pontjainak kerületi sebességei a középtől kifelé nagyobbak, mint a középhez közelebb lévőké. A legkülső köríven fekvő pont sebessége a legnagyobb, ez a sebesség a fúró tényleges kerületi sebessége. A forgácsolásban a kerületi sebességet forgácsoló- (vágó-) sebességnek nevezzük, mértékegysége a méter/min. Fúróknál forgácsoló-sebességen a fúró kerülete egy pontjának kerületi sebességét értjük. A forgácsoló sebesség tehát az alkalmazott fordulatszámtól és a fúró átmérőjétől függ.
 van szükség. Ezeket a lyukakat a lyukasztáson kívül fúrással készítjük. Fúráson azt a forgácsoló eljárást értjük, amelynél fúrószerszámmal a teli anyagokból hengeres lyukakat (furatokat) munkálunk ki. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a munkadarab is. A furat kétféle lehet: átmenő és zsákfurat. Az előbbi a munkadarabból „kifut , azon teljesen átmegy, az utóbbi csak bizonyos mélységig terjed. Előtolás. A fúrószerszámmal fúrás közben be kell hatolni az anyagba. A behatoláshoz a szerszámot rá kell nyomni az anyagra. Ehhez meghatározott állandó erőre van szükség. Ezt a tengelyirányú erőt előtolási erőnek nevezzük. A fúró behatolása az anyagba meghatározott tengelyirányú nyomás és sebesség mellett mehet végbe. Ezt a tengelyirányú sebességet előtolási sebességnek nevezzük. Az előtolás mértékegysége a mm/fordulat vagy mm/perc. Fúráskor az előtolást mm/fordulatban adják meg. Az előtoló mozgást – szerszámtengely szerinti egyenes vonalú mozgást – az alkalmazott szerszámgéptől függően végezheti a szerszám is és a munkadarab is. Meghatározott tengelyirányú nyomás és sebesség mellett a fúró behatol az anyagba. Ezt a sebességet nevezzük előtolási sebességnek. (mértékegysége: mm/fordulat vagy mm/perc) Élettartam. A csigafúró főélei a legnagyobb forgácsoló sebesség helyén - a szalaggal való találkozási pontokon - kopnak erősebben. Ezt a kopásformát sarokkopásnak nevezzük. Rideg anyagok (pl. öntöttvas) fúrásakor ez a jellemző, viszont acélok fúrásakor emellett hátkopás is tapasztalható. A ritkábban alkalmazott keményfém fúróknál szintén a sarokkopás jellemző. A csigafúró éltartamát a többi forgácsoló szerszámhoz hasonlóan percekben értelmezzük (3-240 perc), de szokás kifejezni az éltartamot az egy élezéssel fúrható furathosszal és az éltartamhosszal is. Az éltartamhossz adott anyag, adott előtolás és hűtés mellett jelentősen függ a fúró átmérőjétől és a furat mélységétől. A szerszámkopás ugyanazon szerszámacélra, ugyanazon megmunkálandó anyagra és egyazon forgácsolósebesség mellett mindig ugyanannyi idő elmúltával következik be. Ezt az időt a szerszám éltartamának nevezzük. Forgácsolósebesség. A forgó mozgásban lévő test minden pontja körvonalon mozog, e körök pontjainak kerületi sebességei a középtől kifelé nagyobbak, mint a középhez közelebb lévőké. A legkülső köríven fekvő pont sebessége a legnagyobb, ez a sebesség a fúró tényleges kerületi sebessége. A forgácsolásban a kerületi sebességet forgácsoló- (vágó-) sebességnek nevezzük, mértékegysége a méter/min. Fúróknál forgácsoló-sebességen a fúró kerülete egy pontjának kerületi sebességét értjük. A forgácsoló sebesség tehát az alkalmazott fordulatszámtól és a fúró átmérőjétől függ.")
14
Mozgások főmozgás mellékmozgás

15
Forgácsolási sebesség
Élettartam A csigafúró főélei a legnagyobb forgácsoló sebesség helyén - a szalaggal való találkozási pontokon - kopnak erősebben. Ezt a kopásformát sarokkopásnak nevezzük. Rideg anyagok (pl. öntöttvas) fúrásakor ez a jellemző, viszont acélok fúrásakor emellett hátkopás is tapasztalható. A ritkábban alkalmazott keményfém fúróknál szintén a sarokkopás jellemző. A csigafúró éltartamát a többi forgácsoló szerszámhoz hasonlóan percekben értelmezzük (3-240 perc), de szokás kifejezni az éltartamot az egy élezéssel fúrható furathosszal és az éltartamhosszal is. Az éltartamhossz adott anyag, adott előtolás és hűtés mellett jelentősen függ a fúró átmérőjétől és a furat mélységétől. A szerszámkopás ugyanazon szerszámacélra, ugyanazon megmunkálandó anyagra és egyazon forgácsolósebesség mellett mindig ugyanannyi idő elmúltával következik be. Ezt az időt a szerszám éltartamának nevezzük. Forgácsolósebesség A forgó mozgásban lévő test minden pontja körvonalon mozog, e körök pontjainak kerületi sebességei a középtől kifelé nagyobbak, mint a középhez közelebb lévőké. A legkülső köríven fekvő pont sebessége a legnagyobb, ez a sebesség a fúró tényleges kerületi sebessége. A forgácsolásban a kerületi sebességet forgácsoló- (vágó-) sebességnek nevezzük, mértékegysége a méter/min. Fúróknál forgácsoló-sebességen a fúró kerülete egy pontjának kerületi sebességét értjük. A forgácsoló sebesség tehát az alkalmazott fordulatszámtól és a fúró átmérőjétől függ.
 fúrásakor ez a jellemző, viszont acélok fúrásakor emellett hátkopás is tapasztalható. A ritkábban alkalmazott keményfém fúróknál szintén a sarokkopás jellemző. A csigafúró éltartamát a többi forgácsoló szerszámhoz hasonlóan percekben értelmezzük (3-240 perc), de szokás kifejezni az éltartamot az egy élezéssel fúrható furathosszal és az éltartamhosszal is. Az éltartamhossz adott anyag, adott előtolás és hűtés mellett jelentősen függ a fúró átmérőjétől és a furat mélységétől. A szerszámkopás ugyanazon szerszámacélra, ugyanazon megmunkálandó anyagra és egyazon forgácsolósebesség mellett mindig ugyanannyi idő elmúltával következik be. Ezt az időt a szerszám éltartamának nevezzük. Forgácsolósebesség. A forgó mozgásban lévő test minden pontja körvonalon mozog, e körök pontjainak kerületi sebességei a középtől kifelé nagyobbak, mint a középhez közelebb lévőké. A legkülső köríven fekvő pont sebessége a legnagyobb, ez a sebesség a fúró tényleges kerületi sebessége. A forgácsolásban a kerületi sebességet forgácsoló- (vágó-) sebességnek nevezzük, mértékegysége a méter/min. Fúróknál forgácsoló-sebességen a fúró kerülete egy pontjának kerületi sebességét értjük. A forgácsoló sebesség tehát az alkalmazott fordulatszámtól és a fúró átmérőjétől függ.")
16
A fúrás alapfogalmai A fúrási művelet lehet:
Fúrás (telibefúrás során a fővágóél teljes hossza dolgozik). Furatbővítés (felfúrás a fővágóélnek csak egy része dolgozik). Fúrási műveletek csoportosítása Fúrás csoportosítása a fővágóél forgácsolási mértéke szerint A fővágóél forgácsolási mértéke szerint beszélhetünk fúrásról és furatbővítésről. Az első esetben a fővágóél teljes hossza dolgozik, míg a második esetben a fővágóélnek csak egy része dolgozik. Fúrás az a forgácsoló eljárás, amikor tömör anyagba készítünk furatot (ekkor a fővágóél teljes hossza dolgozik), furatbővítésnél pedig egy meglévő furatot nagyobb átmérőjű (új alakú, pontosabb méretű) furattá alakítunk át. Fúrás történhet központfúróval (csúcsfúró) vagy csigafúróval, míg furatbővítésre kúpsüllyesztőt, homloksüllyesztőt, síksüllyesztőt, süllyesztőfúrót, dörzsárat vagy fúrórudat használhatunk.
. Furatbővítés (felfúrás a fővágóélnek csak egy része dolgozik). Fúrási műveletek csoportosítása. Fúrás csoportosítása a fővágóél forgácsolási mértéke szerint. A fővágóél forgácsolási mértéke szerint beszélhetünk fúrásról és furatbővítésről. Az első esetben a fővágóél teljes hossza dolgozik, míg a második esetben a fővágóélnek csak egy része dolgozik. Fúrás az a forgácsoló eljárás, amikor tömör anyagba készítünk furatot (ekkor a fővágóél teljes hossza dolgozik), furatbővítésnél pedig egy meglévő furatot nagyobb átmérőjű (új alakú, pontosabb méretű) furattá alakítunk át. Fúrás történhet központfúróval (csúcsfúró) vagy csigafúróval, míg furatbővítésre kúpsüllyesztőt, homloksüllyesztőt, síksüllyesztőt, süllyesztőfúrót, dörzsárat vagy fúrórudat használhatunk.")
17
A fúrás alapfogalmai A fogásvétel telibefúrás esetén a fúró átmérőjének a fele, előfúrt furat esetén a szerszámátmérő és a kiindulási furatátmérő különbségének a fele. A forgácsleválasztás körülményei, a szerszám kialakítása és a nehézkes hűtés-kenés miatt a furatmegmunkálás mindig kedvezőtlenebb mint a külső felületek forgácsolása.

18
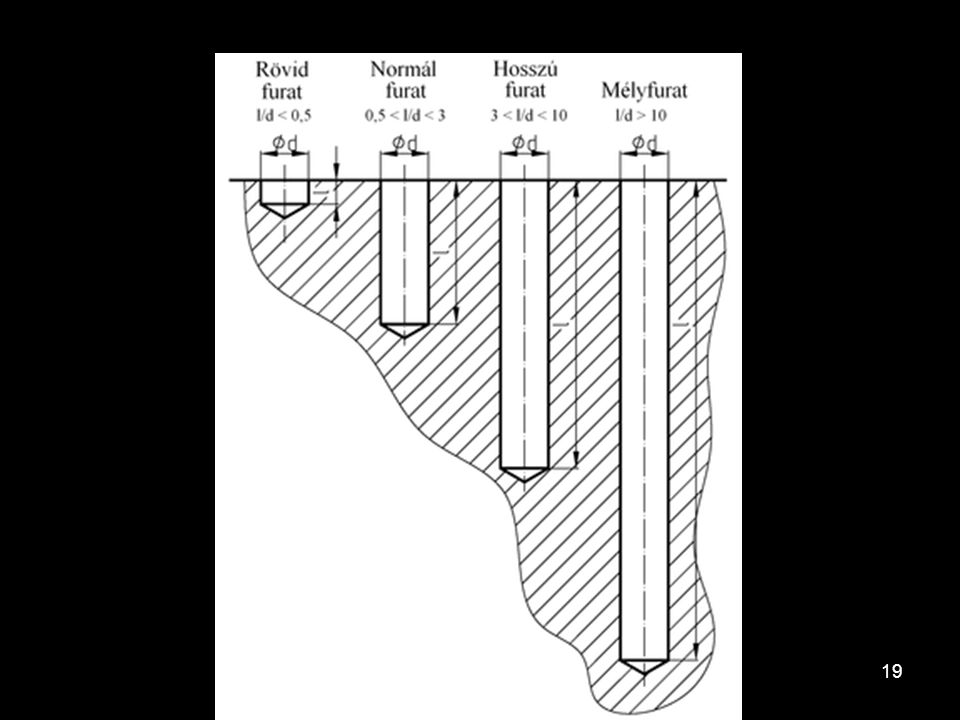
A fúrás alapfogalmai A furat lehet:
Átmenő (munkadarabon teljesen átmegy). Zsákfurat (csak bizonyos mélységig terjed). A furat hossza (l) és átmérője (d) alapján lehet: Rövid l/d ≤ 0.5 Normál 0.5 < l/d ≤ 3 Hosszú : 3 < l/d ≤ 10 Mély : l/d >10 A furat kétféle lehet: átmenő és zsákfurat. Az előbbi a munkadarabból „kifut”, azon teljesen átmegy, az utóbbi csak bizonyos mélységig terjed. Furatok csoportosítása geometria szerint A furatok forgácsolási szempontból hosszuk (l) és átmérőjük (d) alapján – a gyakorlatban – rövid-, normál-, hosszú- és mélyfuratok lehetnek: rövid furatoknál: l/d ≤ 0.5 normál furatoknál: 0.5 < l/d ≤ 3 hosszú furatoknál: 3 < l/d ≤ 10 mély furatoknál: l/d >10. Az osztályozás alapja technológiai eredetű, és különféle műszaki intézkedésekre utal. Fúrásra alkalmas eszközök csoportosítása meghajtás szerint A fúrásra alkalmas eszközök csoportosíthatók meghajtásuk szerint a következő módon: kézi vagy gépi meghajtású illetve hordozható vagy helyhez kötött fúrógépek. A kézi fúrógépek közé sorolható a mellfurdancs, a kézi fémfurdancs, a mellfúrógép és a villamos kézi fúrógép (ez utóbbi, mint nevéből is látszik gépi meghajtású). Ezek a fúrógépek 25 mm átmérőig terjedő furatok készítésére alkalmasak. Ennél nagyobb átmérőjű furat készítése nagyobb teljesítményű fúrógépekkel lehetséges. A helyhez kötött fúrógépek méretéből adódóan gépi meghajtásúak. Ezek csoportjába tartozik többek között az asztali gyorsfúrógép, az állványos fúrógép, az oszlopos fúrógép és a sugárfúrógép. Vannak még többorsós fúrógépek, amelyeket tömeggyártásban használnak. Lényege, hogy egyszerre több, különböző átmérőjű furatot is készít.
. Zsákfurat (csak bizonyos mélységig terjed). A furat hossza (l) és átmérője (d) alapján lehet: Rövid l/d ≤ 0.5. Normál 0.5 < l/d ≤ 3. Hosszú : 3 < l/d ≤ 10. Mély : l/d >10. A furat kétféle lehet: átmenő és zsákfurat. Az előbbi a munkadarabból „kifut , azon teljesen átmegy, az utóbbi csak bizonyos mélységig terjed. Furatok csoportosítása geometria szerint. A furatok forgácsolási szempontból hosszuk (l) és átmérőjük (d) alapján – a gyakorlatban – rövid-, normál-, hosszú- és mélyfuratok lehetnek: rövid furatoknál: l/d ≤ 0.5 normál furatoknál: 0.5 < l/d ≤ 3. hosszú furatoknál: 3 < l/d ≤ 10. mély furatoknál: l/d >10. Az osztályozás alapja technológiai eredetű, és különféle műszaki intézkedésekre utal. Fúrásra alkalmas eszközök csoportosítása meghajtás szerint. A fúrásra alkalmas eszközök csoportosíthatók meghajtásuk szerint a következő módon: kézi vagy gépi meghajtású illetve hordozható vagy helyhez kötött fúrógépek. A kézi fúrógépek közé sorolható a mellfurdancs, a kézi fémfurdancs, a mellfúrógép és a villamos kézi fúrógép (ez utóbbi, mint nevéből is látszik gépi meghajtású). Ezek a fúrógépek 25 mm átmérőig terjedő furatok készítésére alkalmasak. Ennél nagyobb átmérőjű furat készítése nagyobb teljesítményű fúrógépekkel lehetséges. A helyhez kötött fúrógépek méretéből adódóan gépi meghajtásúak. Ezek csoportjába tartozik többek között az asztali gyorsfúrógép, az állványos fúrógép, az oszlopos fúrógép és a sugárfúrógép. Vannak még többorsós fúrógépek, amelyeket tömeggyártásban használnak. Lényege, hogy egyszerre több, különböző átmérőjű furatot is készít.")
24
Feladat Kiindulási adatok:
Egy RF.2b típusú sugárfúrógépen egy A50 anyagminőségű, 50 mm vastagságú acéllemezbe Ø48 mm-es átmenő furatot kell csigafúrással készíteni. További adatok: kc=1500 N/mm2 Maximális motorteljesítmény: Pm=3,3 kW Összhatásfok: ηö=0,75 Előtolás: fz=0,38 mm/ford 2κr= 120 o Meghatározandó: 1. A megengedhető maximális fordulatszám (n=?) 2. A fellépő nyomaték (M=?) 3. A telibefúrás gépi főideje, ha 2mm-es ráfutást és a szükséges túlfutást is figyelembe vesszük (tm=?)
 2. A fellépő nyomaték (M= ) 3. A telibefúrás gépi főideje, ha 2mm-es ráfutást és a szükséges túlfutást is figyelembe vesszük (tm= )")
25
Mélyfúrás

26
Források Tóth T., Dudás L., Hornyák O.: Termelési rendszerek és folyamatok, gyakorlati jegyzet, Miskolci Egyetem, Alkalmazott Informatikai Tanszék. Szakképzés gépészet forgácsolás fúrás közvetlen link:

27
Köszönöm a figyelmet!

Hasonló előadás