Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
A termelésirányítás folyamata
2. előadás

2
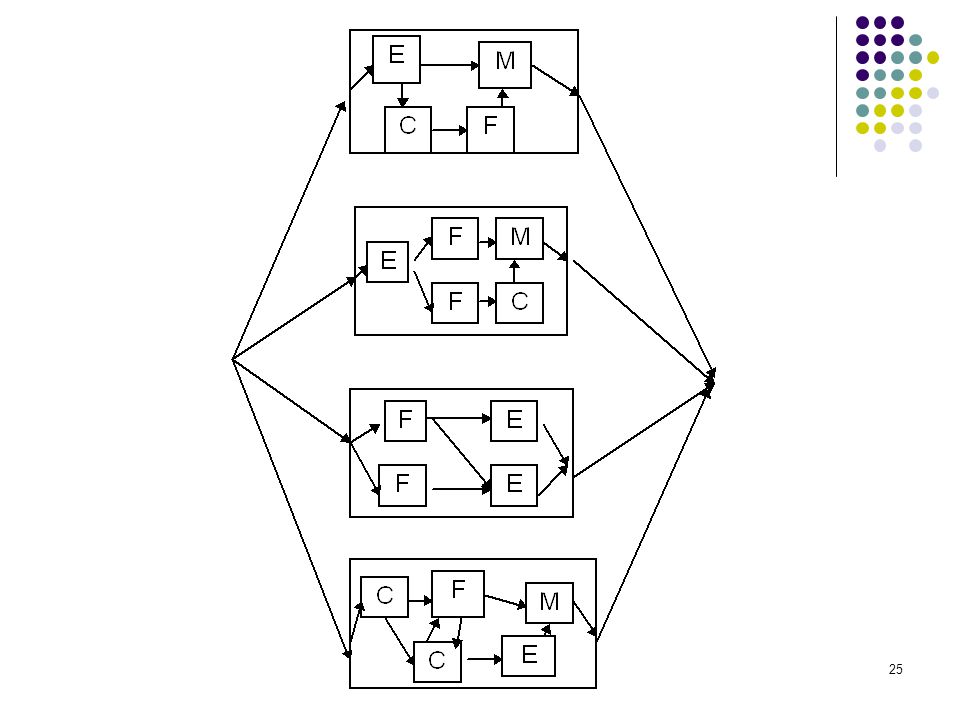
Folyamat A tevékenységek összefüggő láncolatát folyamatnak nevezzük.
Térben és időben lejátszódó tevékenységek meghatározott láncolata, amelyek valamilyen igény kielégítésére, illetve valamely probléma megoldására irányulnak. A folyamatok elemzése lehetővé teszi a szervezetek megismerését, áttekintését.

3
A folyamatok input-transzformáció-output szerinti tagolása

4
Folyamatok a szervezetben
értékesítés, fejlesztés, beszerzés, termelés, minőségszabályozás, infrastrukturális folyamatok.

5
Egy hagyományos iparvállalat alrendszerei és folyamatai
Értékesítési alrendszer értékesítés tervezés marketing előkalkuláció és ártervezés értékesítés operatív folyamata értékesítési tervek és szerződések teljesítésének ellenőrzése Fejlesztési és műszaki előkészítési alrendszer vállalati működés és szervezetkorszerűsítés műszaki fejlesztés és beruházás műszaki előkészítés minőségszabályozás

6
Egy hagyományos iparvállalat alrendszerei és folyamatai
Termelési alrendszer Termeléstervezés Termelésirányítás Üzemfenntartás Munkaerő és bérgazdálkodási alrendszer munkaerő és bértervezés munkaerő-gazdálkodás Bérgazdálkodás személyzeti és oktatási tevékenység szociális ellátás

7
Egy hagyományos iparvállalat alrendszerei és folyamatai
Készletgazdálkodási alrendszer készletgazdálkodás tervezése Anyaggazdálkodás gyártó és fogyóeszköz-gazdálkodás késztermék-gazdálkodás késztermék-gazdálkodás ellenőrzése Pénz, hitel és jövedelem-gazdálkodási alrendszer pénzügyi és jövedelemtervezés pénz és hitelforgalom bonyolítás költség és eredmény-számbavétel mérlegkészítés

8
Egy kereskedelmi vállalat folyamatainak lehetséges elkülönítése
Vevői rendelések és teljesítések Marketing Promt kiszolgálás Készletnyilvántartás Szállítói rendelések és teljesítések Árinformációk kezelése Áruforgalom-elszámolás Számvitel Gazdasági elemzés és tervezés Középtávú áruforgalom tervezés Éves áruforgalom tervezés és elemzés Készletelemzés és készletmodellezés Áruforgalom elemzés

9
Természeti folyamatok Technológiai folyamtok
Termelési főfolyamat Természeti folyamatok Technológiai folyamtok spontán szabályozott gyártási főfolyamat gyártási segéd folyamatok előgyártás Alkatrész-gyártás szerelés gyártást kiszolgáló folyamatok gyártást kisegítő folyamatok

10
A termelési rendszerek szervezése
A termelési rendszer kialakításának elemei : előkészítés: célkitűzés, feladat-meghatározás információgyűjtés gyártási műveletek tervezése: nagyvonalú gyártásterv összeállítása alkatrészgyártási műveletek tervezése a szerelési műveletek tervezése a gyártás szervezési jellemzőinek meghatározása: vertikalitás meghatározása tömegszerűség meghatározása termék bonyolultságának elemzése gyártás időbeni lefolyásának vizsgálata a szervezési karakterisztika meghatározása

11
A termelési rendszer kialakításának elemei 2.
5. funkcióelemzés a gyártmánycsaládfák elkészítése gyártmánycsaládfákból funkciósémák készítése funkciósémákból alkatrészek kigyűjtése, csoportosítása, osztályozása az alkatrészcsoportok technológiai műveleteinek összesítése előgyártási, alkatrész-megmunkálási és szerelési fázisok meghatározása 6. gyártási folyamat szervezése a gyártás szervezési típusának meghatározása a gyártásmenet hálótervének elkészítése gyártási menettervek és sorrendtervek elkészítése a folyamat átfutási idejének megállapítása a folyamat ellenőrzésének és szabályozásának előírása az anyagmozgatás folyamatának megtervezése a folyamat paramétereinek rögzítése

12
A termelési rendszer kialakításának elemei 3.
7. a gyártási rendszer szervezése a termelő-berendezések kiválasztása Kapacitásvizsgálat a szükséges gépszámok meghatározása a gépek optimális térbeli elrendezésének meghatározása a gyártási rendszer kiválasztása anyagfolyamat ábrák készítése gépelrendezés (sorrend, irány) véglegesítése anyagmozgatási berendezések előírása padlóterv készítése információs és irányítási rendszer meghatározása munkahelyek kiképzése, megszervezése szükséges segédfolyamatok és egyéb kapcsolatok feltárása 8. értékelés, elemzés, kiviteli ütemterv elkészítése
 véglegesítése. anyagmozgatási berendezések előírása. padlóterv készítése. információs és irányítási rendszer meghatározása. munkahelyek kiképzése, megszervezése. szükséges segédfolyamatok és egyéb kapcsolatok feltárása. 8. értékelés, elemzés, kiviteli ütemterv elkészítése.")
13
A gyártási profil * azon gyártmányfajtáknak és szolgáltatási formáknak az összessége, amellyel a vállalat foglalkozik. a piaci igényeknek megfelelően a működési területen dinamikusan változik. Egy gyártási rendszer lehet merev vagy rugalmas arra nézve, hogy mennyire képes a gyártási profil megváltoztatására.

14
A gyártás vertikalitása
A gyártási folyamatban egymás után következő és egymással összefüggő szakaszosságát jelenti. Adott gyártási rendszer ill. folyamat vertikalitása azaz összefüggő technológiai lánc, amelyben a munka tárgya a megmunkálás első fázisából az utolsóba jut, és eközben a folyamatban megszakítások jelentkeznek, és készletek keletkeznek. (Pl. a gépipari termelési folyamatok tipikus vertikális fázisai: az előgyártás, az alkatrész-megmunkálás és a szerelés)
")
15
Tömegszerűség A gyártási feladat mennyiségi és időbeli folyamatossági jellemzője. A tényleges gyártási volumen szerint megkülönböztethető: Egyedi gyártás amikor a termékből egy időszak alatt (pl. egy év) egy, vagy néhány készül, (pl. híd) Ismétlődő gyártás ha a termék rendszeresen ismétlődően és nagy mennyiségben készül
 egy, vagy néhány készül, (pl. híd) Ismétlődő gyártás. ha a termék rendszeresen ismétlődően és nagy mennyiségben készül.")
16
Tömegszerűség Az ismétlődő gyártáson belül megkülönböztethető:
Sorozatgyártás amikor az ismétlődő gyártás megszakításos Tömeggyártás amikor a gyártás megszakítás nélküli A tömeggyártás, a sorozatgyártás és az egyedi gyártás a gyártási főfolyamat alapvető szervezeti típusai a tömegszerűség alapján.

17
A művelet fogalma A folyamatnak azt a részét, amelynek tartama alatt a munka alanya, a munka eszköze és a munka tárgya ugyanaz marad azt egy műveletnek tekintik. Több egymást rendszeresen követő művelet a munkaszakasz. Több munkaszakasz alkotja a folyamatot.

18
A gyártás átfutási idejének meghatározása
A folyamat teljes átfutási ideje Ái = Átf + Tm + Tk Ái = teljes átfutási idő (óra/folyamat) Átf = technológiai átfutási idő (óra/folyamat) Tm = a műveletek közötti (hasznos) idő, ami szállítással, ellenőrzéssel telik el Tk = kieső idő
 Átf = technológiai átfutási idő (óra/folyamat) Tm = a műveletek közötti (hasznos) idő, ami szállítással, ellenőrzéssel telik el. Tk = kieső idő.")
19
A folyamat technológiai átfutási idejének meghatározása
ti = az i-edik művelet ideje tvi = az i-edik műveletnél a várakozási idő n = a műveletek száma

20
Termelő berendezések térbeli rendezése
A termelő-berendezések elhelyezését a munkaáramlás rendje határozza meg. A termelő-berendezések elhelyezési formái a következők lehetnek:

21
1. Gépelvű - vagy más néven műhelyrendszerű - berendezés
ahol a hasonló gépek illetve funkciók egy területre kerülnek (pl. eszterga műhely, stb.). A munkadarabok a technológiai folyamatnak megfelelően járnak műhelyről, műhelyre. A berendezésnek ez a módja jellemző pl. a kórházakra is. A gépelvű berendezések megkönnyítésére számos számítógépes programot fejlesztettek ki. Ilyen például a CRAFT (Computerized Relative Allocation of Facilities Technique) program.
. A munkadarabok a technológiai folyamatnak megfelelően járnak műhelyről, műhelyre. A berendezésnek ez a módja jellemző pl. a kórházakra is. A gépelvű berendezések megkönnyítésére számos számítógépes programot fejlesztettek ki. Ilyen például a CRAFT (Computerized Relative Allocation of Facilities Technique) program.")
22
Gépelvű - műhelyrendszerű - berendezés

23
2. Termékelvű - vagy más néven folyamatrendszerű - berendezés
ahol a gépek illetve munkafolyamatok a termék előállításának technológiai lépéseinek megfelelően vannak elhelyezve. Ilyenek pl. gépjárművek termelési vonala, vagy a vegyi üzemek, az önkiszolgáló éttermek stb. alapvető probléma a futószalag kiegyensúlyozás: az egyes munkaállások között hogyan kell a feladatokat úgy elosztani, hogy egyhez se jusson több feladat, mint amennyit a ciklusidő lehetővé tesz, ugyanakkor az állás időt is minimalizáljuk

24
3. Csoporttechnológiára épülő - vagy gépcsoport - berendezés
A csoporttechnológiára épülő - vagy gépcsoport - berendezés esetében az egy-egy műveletcsoport elvégzésére alkalmas gépek egy-egy munkaközpontban (bokorban, csoportban vagy cellában) vannak elhelyezve.
 vannak elhelyezve.")
26
4. A helyhez kötött berendezés
ezt az elvet akkor alkalmazzák, amikor a termék mérete vagy súlya miatt nem mozgatható. Ekkor a megmunkáló gépeket viszik a munkadarabhoz, mint pl. a hajógyártás, vagy az építkezések esetében. A berendezések elhelyezésének optimalizálására vonatkozó tervezési számítások olyan szállítási problémák, amelynek során a gépelrendezést úgy kell optimalizálni, hogy a műveletek közötti szállítási költség a minimális legyen.

27
A termelési feladat tervezésének alapfogalmai

28
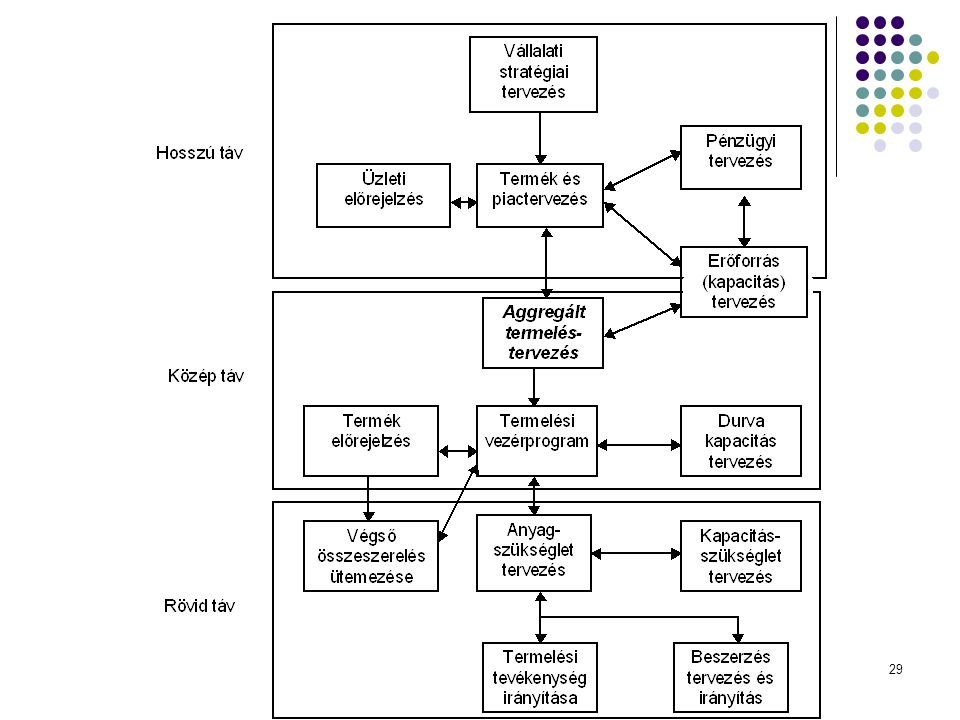
Az aggregált terv más néven komplex terv,
a részletes üzleti terv része, ebből kell levezetni a pontos gyártási feladatokat, majd elkészíteni ezek részletes (technológiai - gyártás-szervezési) menetterveit és időbeni ütemezését, egy középtávra (6 -18 hónapra) szóló tervezés, termékcsoportok, vagy más, viszonylag homogén termékhalmazok termelési rátáját határozza meg, fő célja, hogy meghatározza a termelési ráta, a munkaerő szint és a készletek optimális kombinációját.
 menetterveit és időbeni ütemezését, egy középtávra (6 -18 hónapra) szóló tervezés, termékcsoportok, vagy más, viszonylag homogén termékhalmazok termelési rátáját határozza meg, fő célja, hogy meghatározza a termelési ráta, a munkaerő szint és a készletek optimális kombinációját.")
30
A termeléstervezés stratégiái
- a munkaerőszint változtatásával - az alkalmazottak elbocsátásával és felvételével, - állandó munkaerő-állománnyal, de a ledolgozott órák számának változtatásával - rugalmas munkahét, túlóra stb. - állandó munkaerő-állomány és állandó kibocsátási szint a készletszint változtatásával, - a rendelésfelvétel és a kielégítés közötti idő változtatásával.

31
Az aggregált tervezés költségfajtái
- az alapvető termelési költségek - az adott termék gyártása során felmerülő fix és változó költségek - a termelési ráta változtatásával összefüggő költségek - pl. a munkaerő felvételének, betanításának, elbocsátásának költségei - készlettartási költségek - a lekötött tőke, a raktározás, a biztosítás, az adózás, a hulladék, az elavulás stb. költségek, - hiányköltségek - amelyek nagyon nehezen számszerűsíthetők, mint a jó hír elvesztésének költségei, a késlekedő szállításból adódó költségek, elmaradt bevételek.

32
A gyártási főfolyamat A gyártási feladatok végrehajtása a gyártási főfolyamatban történik. a kialakított gyártási rendszerben térben és időben lejátszódó tevékenységláncolat a nyersdarabok munkába adásától a készgyártmány elkészüléséig tart.

33
A gyártási tervezés legfontosabb lépései
- a naptári tervezést megalapozó számítások - a nagyléptékű és az operatív naptári tervek elkészítése - a gyártási programok és a munkaadagolási utasítások elkészítése A gyártási főfolyamat tervezése során - a munkahely, - a munkafolyamat és - a gyártási rendszer állapotának időbeni változásait kell elsősorban vizsgálni.

34
A munkavégzés során három termelési tényező áll egymással tér- és időbeli kapcsolatban:
- a munkás - a termelő-berendezés és egyéb munkaeszközök - a felhasznált anyag. A munkafolyamat időbeni megszervezése a három tényező felhasználásának, igénybevételének összehangolását jelenti.

35
A termelési terv A gyártmányok kibocsátásának határidőit rögzíti.
A terv meghatározza a kibocsátás végső határidejét, az összes művelet elvégzését, ezek csatlakozását, a termelő-berendezések kihasználtságát. A termelési terv megalapozása összefüggő számítások rendszerének elvégzését kívánja meg.

36
A termelési tervet megalapozó számítások
- a rendszer kapacitása és - átbocsátóképessége, - a kapacitásra épülő optimális termékválaszték, - a gazdaságos sorozatnagyság, - a sorozatok átfutási ideje, - a gyártásban ismétlődő feladatok időbeni ritmusa, - a gyártás során keletkező és a gyártás folyamatosságát biztosító raktári készletek, - valamint a termelés költségei, várható árbevétele és nyeresége.

37
A gyártási kapacitás Az a (valamely mértékegységben kifejezett) termékmennyiség, amely adott termelő-berendezésen adott idő alatt a fennálló műszaki, szervezési és minőségi feltételek mellett maximálisan előállítható. A gyártási kapacitás függ: - a termelő-berendezés fajtájától, típusától, állapotától, - a berendezés üzemben töltött idejétől, - az egyszerre felhasználható azonos (homogén) termelő-berendezések számától, - a termelésre felhasználható területtől, - a termelő-berendezésen egyszerre foglalkoztatott létszámtól, - a gyártandó termék(ek) munkaigényességétől, - a gyártandó termékek választékától, - az adott műszaki-szervezési színvonaltól.
 termékmennyiség, amely adott termelő-berendezésen adott idő alatt a fennálló műszaki, szervezési és minőségi feltételek mellett maximálisan előállítható. A gyártási kapacitás függ: - a termelő-berendezés fajtájától, típusától, állapotától, - a berendezés üzemben töltött idejétől, - az egyszerre felhasználható azonos (homogén) termelő-berendezések számától, - a termelésre felhasználható területtől, - a termelő-berendezésen egyszerre foglalkoztatott létszámtól, - a gyártandó termék(ek) munkaigényességétől, - a gyártandó termékek választékától, - az adott műszaki-szervezési színvonaltól.")
38
Az átbocsátóképesség A vizsgált időszakban megvalósítható reális teljesítmény. Az operatív tervezés során ezzel a teljesítőképességgel számolunk, - (a munkarend szerinti adott munkaerőlétszámmal és szakképzettséggel, a technikai és technológiai átlagos színvonallal). A teljesítőképesség-számítás célja: - valamely termelőrészlegben (gyár, üzem, műhely, munkahely) előállítható termékmennyiség meghatározása, - adott termelési feladat teljesítéséhez szükséges termelőberendezés-mennyiség meghatározása.
. A teljesítőképesség-számítás célja: - valamely termelőrészlegben (gyár, üzem, műhely, munkahely) előállítható termékmennyiség meghatározása, - adott termelési feladat teljesítéséhez szükséges termelőberendezés-mennyiség meghatározása.")
39
Az átbocsátóképesség Az átbocsátóképesség meghatározásához:
- először meghatározzuk a homogén termelési keresztmetszetek időalapját, - majd ezt összevetjük a különböző termékek gyártási időszükségletével.

40
Az időalapok számítása
1. Naptári időalap a vizsgált időszakban maximálisan igénybe vehető üzemórák száma: Tn= N*msz*mo*gsz (h/időszak) Tn = a naptári időalap (h/időszak) N = a naptári napok száma az időszakban (365 nap/év) msz= a napi maximális műszakszám (pl. 3) mo= egy műszak maximális óraszáma (pl. 8 h) gsz= a homogén gépcsoportba tartozó gépek száma A naptári időalap nem használható fel a teljesítőképesség számítására. A naptári időalapból le kell vonni a tervszerű megelőző karbantartási időt, vagyis a gépek javítási időigényét. Így kapjuk a hasznos időalapot:
 Tn = a naptári időalap (h/időszak) N = a naptári napok száma az időszakban (365 nap/év) msz= a napi maximális műszakszám (pl. 3) mo= egy műszak maximális óraszáma (pl. 8 h) gsz= a homogén gépcsoportba tartozó gépek száma. A naptári időalap nem használható fel a teljesítőképesség számítására. A naptári időalapból le kell vonni a tervszerű megelőző karbantartási időt, vagyis a gépek javítási időigényét. Így kapjuk a hasznos időalapot:")
41
Th =Tn - tTMK (h/időszak)
Hasznos időalap Th =Tn - tTMK (h/időszak) ahol, tTMK = a tervszerű megelőző karbantartás időigénye (h/időszak) A hasznos időalap a maximális teljesítőképesség számításához használható. A valóságos lehetőségek számításához a munkarend szerinti időalapból kell kiindulni.
 ahol, tTMK = a tervszerű megelőző karbantartás időigénye (h/időszak) A hasznos időalap a maximális teljesítőképesség számításához használható. A valóságos lehetőségek számításához a munkarend szerinti időalapból kell kiindulni.")
42
Munkarend szerinti időalap
T 'n= N ' *m' sz*m' o*g' sz (h/év) T 'n = a munkarend szerinti időalap (h/időszak) N ' = a munkanapok száma az időszakban (280 nap/év) m' sz = a napi tényleges műszakszám (1, 2, v 3) m' o = egy műszak tényleges óraszáma g' sz = az adott termelési feladatban ténylegesen dolgozó homogén gépcsoportba tartozó gépek száma
 T n = a munkarend szerinti időalap (h/időszak) N = a munkanapok száma az időszakban (280 nap/év) m sz = a napi tényleges műszakszám (1, 2, v 3) m o = egy műszak tényleges óraszáma. g sz = az adott termelési feladatban ténylegesen dolgozó homogén gépcsoportba tartozó gépek száma.")
43
Munkarend szerinti hasznos időalap
T'h =T'n - tTMK (h/időszak) ahol, tTMK = a tervszerű megelőző karbantartás időigénye (h/időszak)
 ahol, tTMK = a tervszerű megelőző karbantartás időigénye (h/időszak)")
44
A vállalat, mint rendszer

Hasonló előadás







 Hanyecz Lajos.>")











