Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Szervetlen technológiai alapismeretek

2
techno: mesterség, szakma
logosz: ismeret, tudás, tudomány Technológia: Tudatosság Újérték teremtés (pozitív gazdasági mérleg)
")
3
Kémiai technológiák definíciója
A kémiai technológia mindazon tudásanyag, ami a kémiai reakciók ipari hasznosítását lehetővé teszi. A kémiai technológiák működnek a vegyiparban és azon kívül is: energiatermelés, kohászat, építőanyagipar, élelmiszeripar, közlekedés, víztisztítás, korrózióvédelem.

4
Kémiai technológiák jellemzői
Nagy számú változóval dolgoznak Alap változó paraméter a költség Nagyméretű berendezések Szervezés döntő szerepet játszik

5
Az ipar fontosabb alágazatai, ahol kémiai technológiák működnek
Papír és csomagolóanyag Vegyi anyagok Szénhidrogén és szénfeldolgozás Műanyag és gumi Szilikátok, építőanyag

6
Vegyipar általános adatai
A teljes ipari termelés kb 10%-a (fejlett országokban) A fejlődése az ipar átlagánál nagyobb (US 5%) Kinek adják el a termékeiket? 52% iparágon belül, ipar más ágai 32%, kormány és a fogyasztók 16% (ezen belül 3,3% védelem) (US adatok) Fizetések
 A fejlődése az ipar átlagánál nagyobb (US 5%) Kinek adják el a termékeiket 52% iparágon belül, ipar más ágai 32%, kormány és a fogyasztók 16% (ezen belül 3,3% védelem) (US adatok) Fizetések.")
7
Vegyipar jellemzői Gyors növekedés
Vegyianyagok nemzetközi kereskedelme Nagy K+F ráfordítás (termelési érték 4-5%-a) Erős verseny Nélkülözhetetlen, mindenre kiterjedő Tőkeigényes Legkisebb, gazdaságos termelési volumen Gyors amortizáció Ciklikus árváltozások
 Erős verseny. Nélkülözhetetlen, mindenre kiterjedő. Tőkeigényes. Legkisebb, gazdaságos termelési volumen. Gyors amortizáció. Ciklikus árváltozások.")
8
A gyártás “eredményessége”
1. Anyag és energiamérleg 2. Gazdasági mérleg 3. Környezeti hatások Anyagmérleg (sztöchiometria) A B konszekutív (soros) - - - parallel Konverzió: - összes, - hasznos
 A B konszekutív (soros) parallel. Konverzió: - összes, - hasznos.")
9
Kitermelés – növelés lehetőségei:
recirkuláció:- műveletek (kristályosítás, desztilláció, aprítás) egyensúlyi reakcióban - el nem reagált kiindulási ag. - melléktermék recirk. szelektivítás:- katalizátor (aktivitás, szelektivitás) konszekutív reakció: konverzió csökkentése Energiamérleg exoterm endoterm eljárások autoterm
 egyensúlyi reakcióban. - el nem reagált kiindulási ag. - melléktermék recirk. szelektivítás:- katalizátor (aktivitás, szelektivitás) konszekutív reakció: konverzió csökkentése. Energiamérleg. exoterm. endoterm eljárások. autoterm.")
10
Gazdasági mérleg Gyártó kapacitás fogalma, növelésének lehetőségei – bruttó gyártókapacitás: méretnövelés üzemmód (szakaszos, folyamatos) összefüggése a fajlagos költséggel - fajlagos gyártókapacitás: intenzifikálás (T, felület, katal.) koncentráció növelése konverzió növelése szelektivítás
 összefüggése a fajlagos költséggel. - fajlagos gyártókapacitás: intenzifikálás (T, felület, katal.) koncentráció növelése. konverzió növelése. szelektivítás.")
11
Termelékenység (produktivítás) fogalma
Összefüggése műszaki szinvonallal szervezéssel (rendszer-, munka-) gyártókapacitással a fajlagos kapacitással szellemi ráfordítással a “feldolgozottság” fokával
 gyártókapacitással. a fajlagos kapacitással. szellemi ráfordítással. a feldolgozottság fokával.")
12
A kémiai technológia alaptörvényei
Léptékhatás törvény A paraméterek nagy számának törvénye Az automatizáció törvénye Költségparaméter törvénye Tiszta technológia fogalma

13
A kémiai technológiák legkisebb egysége:
-a műveleti egység T I O Z

14
A műveleti egységek kapcsolási lehetőségei:
Soros

15
O I Soros megkerülő bypass

16
O I Párhuzamos „és ill. is” „vagy”

17
Az anyagáramok nem keverednek!!!
I O Keresztirányú Az anyagáramok nem keverednek!!!

18
energiaáram is keveredik
O Visszavezetéses: Az anyag és energiaáram is keveredik

19
I O Nyitott

20
I O Zárt

21
A kémiai technológia jelrendszere
Gráf Elvi folyamatábra Gyártástechnológiai leirat

22
Gráf Reaktor Gáz Allaktor Folyadék Szilárd Tároló

23
Elvi folyamatábra kg/h I O 50 bar 313 K Zárt

24
Energiatermelés kémiai technológiái
Atomenergia Hőenergia Mechanikai energia Villamos energia * kémiai folyamat Kémiai energia * Hőenergia Mechanikai energia Villamos energia (közlekedés)
")
25
Energiatermelés kémiai technológiái
Kémiai energia Hőenergia CH4 + 2 O2 = CO2 + 2 H2O Égéshő: 5,55*104 kJ/kg Fűtőérték: 4,99*104 kJ/kg Atomenergia Hőenergia 92U + n 92U* 36 Kr* + 56Ba* + 3 n Atommag hasadással termelődő energia 8,21*1010 kJ / kg 235U

26
A nukleáris energia nyerés alapjai

27
Tüzeléstechnika R = 2510 (9*H% + nedv.%)
Égéshő kJ/kg (É) *C% *(H% - 1/8 O%) *S% 100 Fűtőérték kJ/kg F= É – R R = (9*H% + nedv.%) ahol R a füstgázzal távozó vízgőz párolgáshője Égési hőmérséklet az a maximális hőmérséklet, amely a tüzelőanyag elméleti levegőszükséglettel való elégetése során keletkezik, ha nincs hőcsere és veszteség. Légfelesleg tényező a ténylegesen használt és az elméletileg szükséges levegő hányada. Gyulladási hőmérséklet az a legkisebb hőmérséklet, amire ha az éghető anyagot felmelegítik levegőn, akkor magától meggyullad. Túl gyors égés: robbanás, robbanó elegy jellemzői az alsó és felső robbanási határ.
 33808*C% *(H% - 1/8 O%) *S% 100. Fűtőérték kJ/kg F= É – R. R = 2510 (9*H% + nedv.%) ahol R a füstgázzal távozó vízgőz párolgáshője. Égési hőmérséklet az a maximális hőmérséklet, amely a tüzelőanyag elméleti levegőszükséglettel való elégetése során keletkezik, ha nincs hőcsere és veszteség. Légfelesleg tényező a ténylegesen használt és az elméletileg szükséges levegő hányada. Gyulladási hőmérséklet az a legkisebb hőmérséklet, amire ha az éghető anyagot felmelegítik levegőn, akkor magától meggyullad. Túl gyors égés: robbanás, robbanó elegy jellemzői az alsó és felső robbanási határ.")
28
Az égetés hatásfokát befolyásoló tényezők
A levegőt az égés sebességének megfelelő ütemben kell odavezetni, az égéstermékeket kellő gyorsasággal kell eltávolítani. Hőveszteségek: a füstgáz hőtartalma, sugárzási és vezetési hőveszteség, tökéletlen égés miatti veszteség. Alsó és felső robbanási határ, a már és a még robbanó tüzelőanyag-levegő elegy koncentrációja.

29
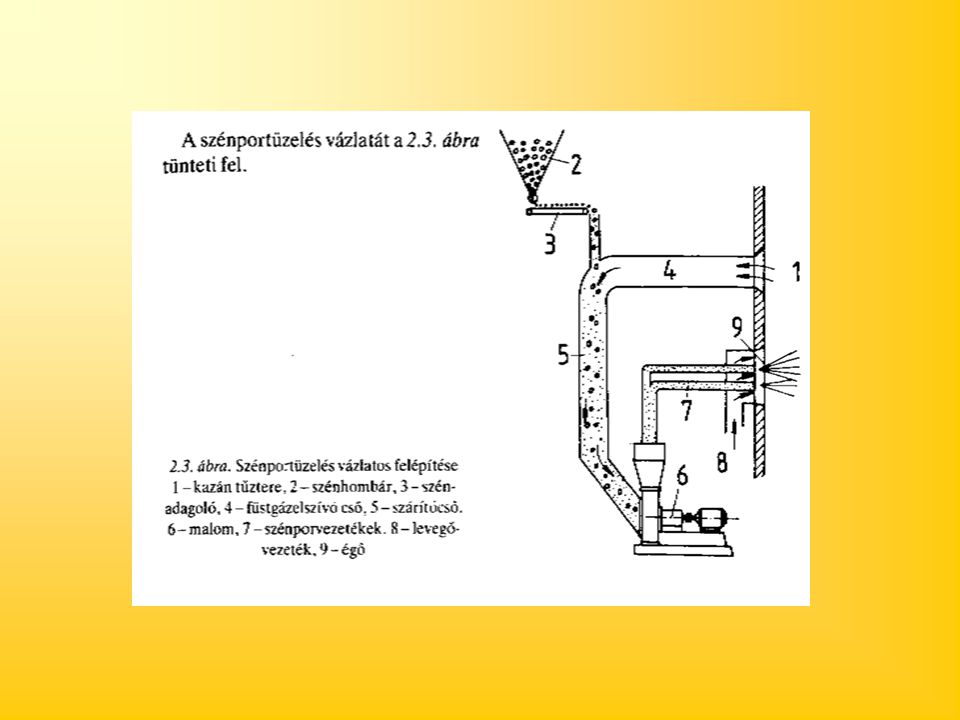
Tüzelőszerkezetek A tüzelőanyagok elégetésére és a keletkező hő hasznosítására szolgálnak. Felépítésük a tüzelőanyag halmazállapotától függ. Működés kívánalmai: jó tüzelési hatásfok, sokféle tüzelőanyag elégetésére legyen alkalmas, jól szabályozható és gazdaságos legyen. Gáz, porlasztott olaj és szénpor tüzelés. Egyéb éghető anyagok

30
Tüzelő berendezések típusai

31
A/ hengerrostély; B/ lengőrostély; 2. A/ lépcsős vándorrostély B/ visszatoló rostély; C/ lépcsős előtoló rostély

32
Forgókemence kazánrendszer 900 °C 1200 °C Forgókemence
Veszélyes hulladék kazánrendszer 900 °C Folyékony hulladék 1200 °C Kilépő gáz gáztisztítóba Forgókemence hamu Olvadt salak

35
1 füstgáz; 2. tüzelőanyag; 3. gőz/víz; 4. víz; 5. levegő; 6. homok; 7. durva idegen anyag; 8. rosta; 9. homok-visszavezetés

36
Olajégő típusok

38
Az aprítás eszközei Pofástörő Hengeres törő Golyós v. rudas malom

39
Fázis elegyítés berendezései
Rasching gyűrű Koller járat Keverők

40
Az elválasztás, dúsítás berendezései
Nehézszuszpenziós dúsító Mágneses szeparátor Szérasztal Flotálás

41
Az elválasztás, dúsítás berendezései
Ciklon, hidrociklon Vibroszita Keretes szűrőprés Vákuum dobszűrő Dobszita Elektrosztatikus porleválasztó

42
A hőközlés, hőcsere berendezései
Forgódob Csöves hőcserélő

43
Atmoszférikus vízszűrők Egyszerű vastalanítók Nyomott vízszűrő
Vízkezelés Atmoszférikus vízszűrők Egyszerű vastalanítók Nyomott vízszűrő Ioncserélő

44
A nitrogéipari kombinát blokksémája
NH3 levegő Finomtisztítás CO konverzió Salétromsav gyártás HNO3 cseppfolyósítás Szintézis Kénmentes földgáz Nyers szintézisgáz CO2 Parciális oxidáció vízgőz Karbamid gyártás Műtrágya gyártás Pétisó Karbamid A nitrogéipari kombinát blokksémája

45
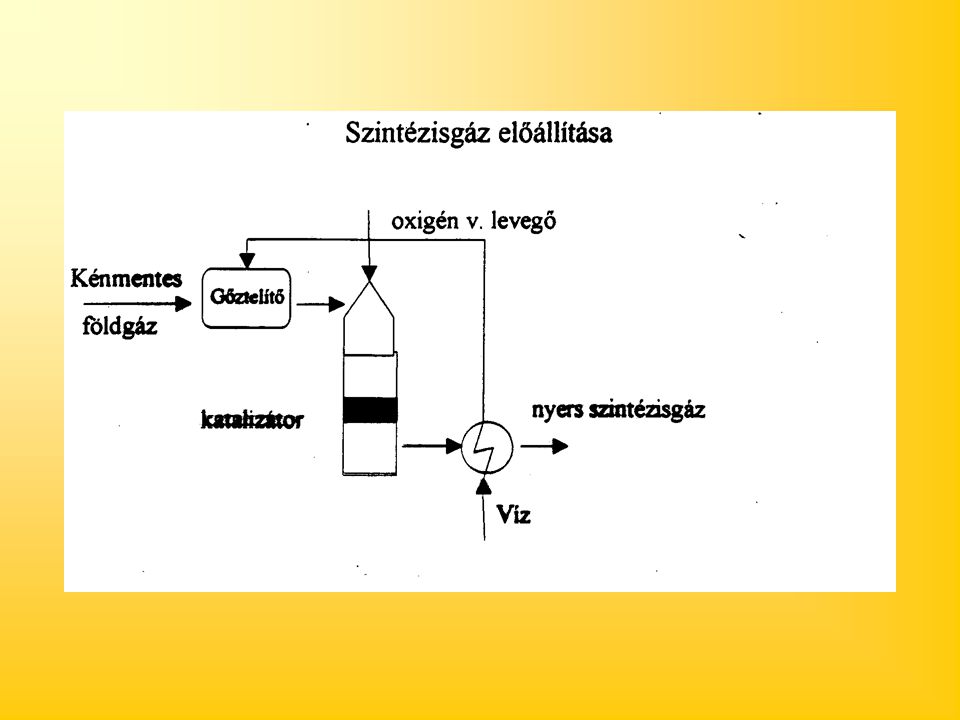
Szintézisgáz előállítása
Nitrogén: levegő cseppfolyósítás, frakcionált desztilláció (FpO2:- 183 oC, FpN2: -195 oC) Hidrogén: - vízbontás - alacsony szénatomszámú szénhidrogének parciális oxidációja CH4 + H2O CO + 3 H2 Q= 206 kJ/mol CH4 + 1/2O2 CO + 2 H2 Q= -35,6 kJ/mol katalizátor Ni CO + H2O CO2 + H2 Q= -41 kJ/mol
 Hidrogén: - vízbontás. - alacsony szénatomszámú szénhidrogének. parciális oxidációja. CH4 + H2O CO + 3 H2 Q= 206 kJ/mol. CH4 + 1/2O2 CO + 2 H2 Q= -35,6 kJ/mol katalizátor Ni. CO + H2O CO2 + H2 Q= -41 kJ/mol.")
46
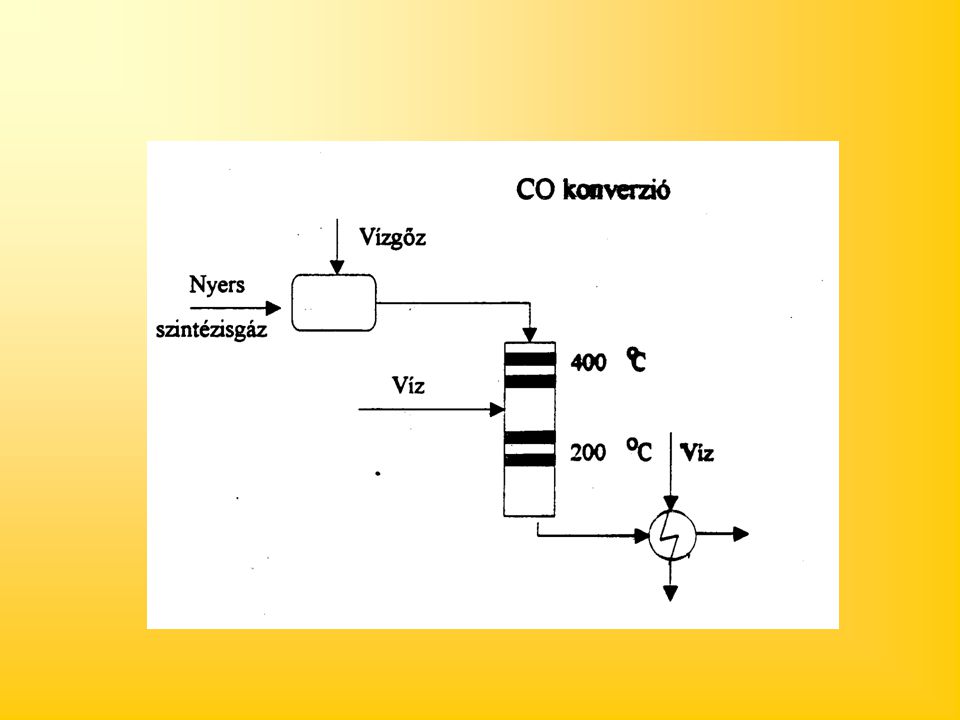
Szintézisgáz tisztítás
CO konverzió CO + H2O CO2 + H2 Q= -41 kJ/mol a. 400 oC körül katalizátor Fe2O3 b oC körül katalizátor ZnO-Cr2O3 CO2 eltávolítás abszorpció %m/m kálium-karbonát oldatban finomtisztítás Rézlúgos abszorpció [Cu(NH3)4]OOCH, [Cu(NH3)4]2CO3 Mosás cseppfolyós levegővel Metanizálás CO + 3 H2 CH4 + H2O CO2 + 4 H2 CH4 + 2 H2O katalizátor aktív Ni
4]OOCH, [Cu(NH3)4]2CO3. Mosás cseppfolyós levegővel. Metanizálás. CO + 3 H2 CH4 + H2O. CO2 + 4 H2 CH4 + 2 H2O katalizátor aktív Ni.")
50
N2 + 3 H2 2 NH3 Q= -45,8 kJ/mol

52
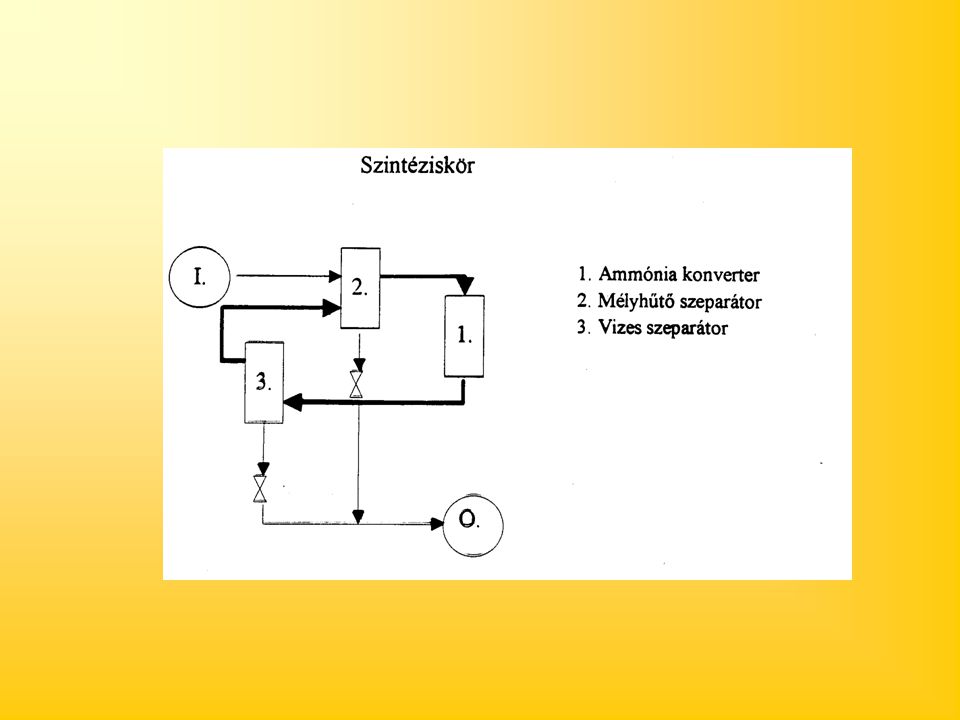
Ammónia konverter

53
Katalizátor az ammónia szintézisnél

54
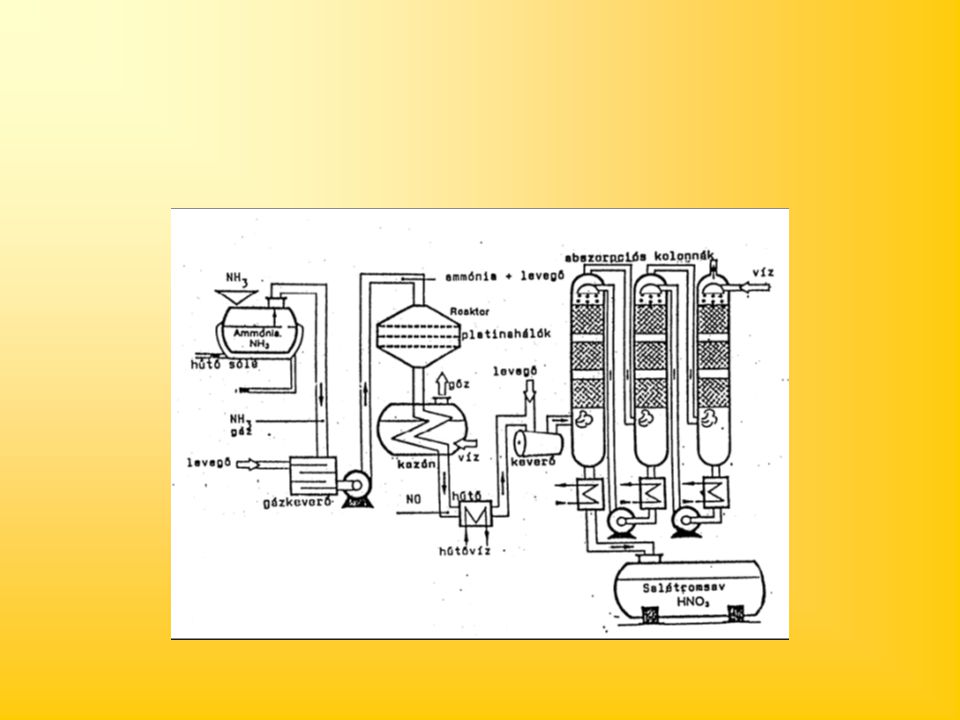
Ammónia oxidációja, salétromsav gyártás
4 NH3 + 5 O2 = 4 NO + 6 H2O Hr = kJ 4 NH3 + 4 O2 = 2 N2O + 6 H2O Hr = kJ 4 NH3 + 3 O2 = 2 N2 + 6 H2O Hr = kJ Mellékreakciók 2 NH3 = N2 + 3 H2 2 NO = N2 + O2 4 NH3 + 6 NO = 5 N2 + 6 H2O

55
Nitrogén-dioxid abszorpciója
3 NO2 + H2O 2 HNO3 + NO Hr = -136,2 kJ/mol Részfolyamatok 6 NO2 + 3 H2O 3 HNO3 + 3 HNO2 3 HNO2 HNO3 + 2 NO + H2O

56
Tömény salétromsav gyártás
Pauling-eljárás: híg salétromsav és tömény kénsav vákuum desztillációja HOKO-eljárás: N2O4 + H2O + 1/2 O2 = 2 HNO3

57
Katalizátor képzés, alak

59
előállítás: NH3 + HNO3 NH4NO3
MŰTRÁGYAGYÁRTÁS Pétisó előállítás: NH3 + HNO3 NH4NO3 NH4NO3 NH3 + HNO3 (170 – 185 oC) bomlás: NH4NO3 N2O + 2 H2O ( oC) 2 NH4NO3 2 N2 + O2 + 4 H2O (210 oC fölött)
 bomlás: NH4NO3 N2O + 2 H2O ( oC) 2 NH4NO3 2 N2 + O2 + 4 H2O (210 oC fölött)")
60
Pétisó üzem elvi folyamatábrája

61
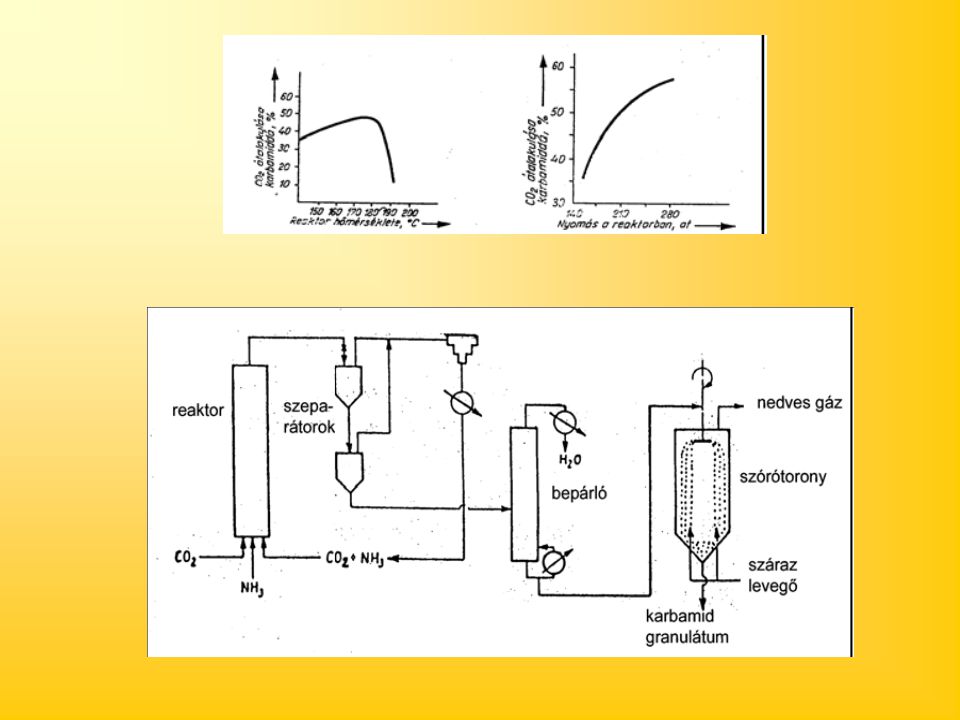
Karbamid 2 NH3 + CO2 NH4-OCO-NH2 (ammóniumkarbamát)
(ΔHr = kJ/mol) Exoterm, reverzibilis, molekulaszám csökkenéssel végbemenő reakció Hőmérséklet: 180 – 220 oC Nyomás: bar Tartózkodási idő: perc 50-200%-os ammóniafölösleg bepárlás, kristályosítás dermesztés kondenzációs termékek: haszonnövény „kiégése” NH4-OCO-NH2→ NH2-CO-NH2 + H2O (karbamid (ΔHr = 30 kJ/mol)
 Exoterm, reverzibilis, molekulaszám csökkenéssel végbemenő reakció. Hőmérséklet: 180 – 220 oC. Nyomás: bar. Tartózkodási idő: perc %-os ammóniafölösleg. bepárlás, kristályosítás dermesztés. kondenzációs termékek: haszonnövény „kiégése NH4-OCO-NH2→ NH2-CO-NH2 + H2O (karbamid. (ΔHr = 30 kJ/mol)")
64
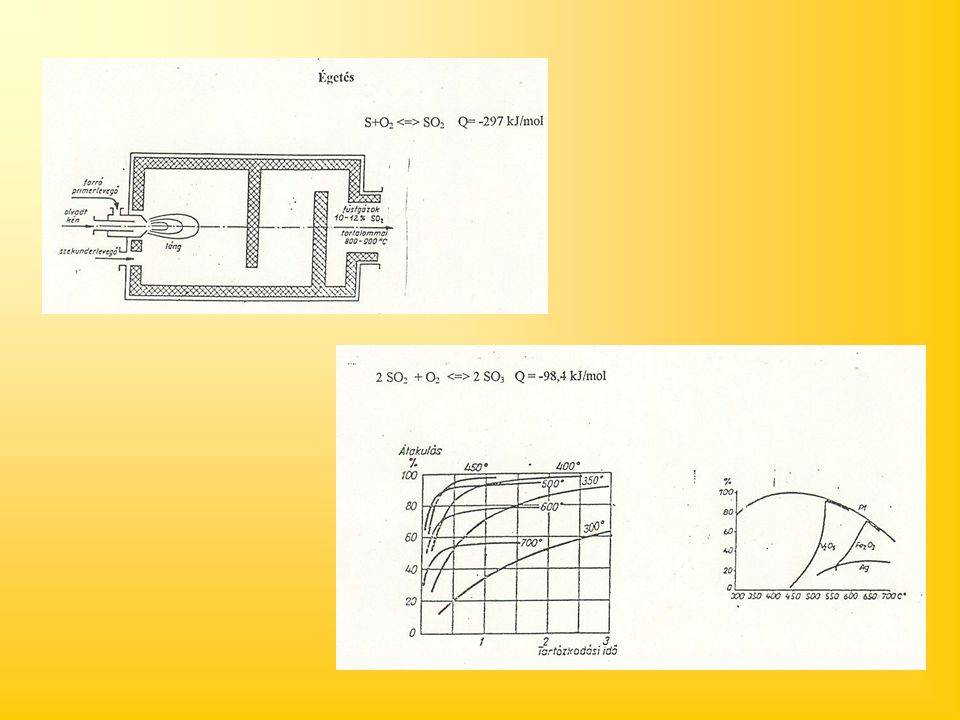
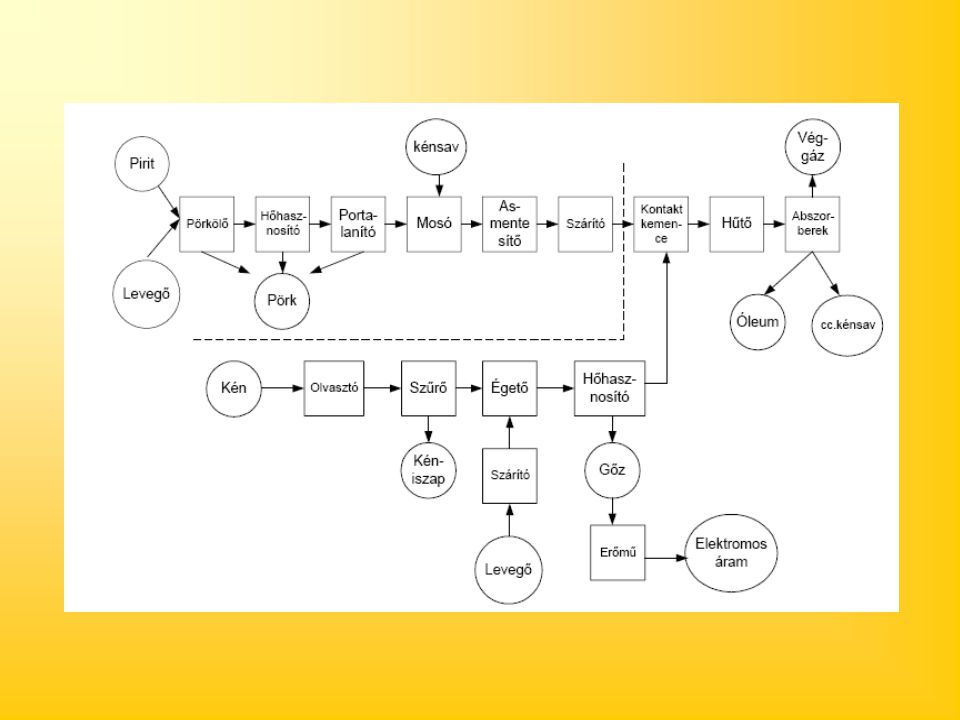
Kénipar Kénsavgyártás: Nyersanyagok:
Műtrágyagyártás Mosóaktív anyag gyártás Kénsavgyártás: Nyersanyagok: - Szulfidos ércek, elsősorban pirit olcsó As, Se szennyeződés Pörk feldolgozása megoldatlan

65
- Elemi kén „tiszta” drága - Földgáz és ipari melléktermékek kén-hidrogén tartalma környezetbarát, az összes kénigény fele fedezhető drága, de ez a jövő

66
Kénforrások előkészítése
olvasztás szivattyúzás szeparálás hőntartás deponálás Frasch

67
Pirit -- pörkölés FeS2 FeS + S kb. 600 oC endoterm 4 FeS O2 2 Fe2O3 + 8 SO oC endoterm 3 FeS2 + 8 O2 Fe3O4 + 6 SO oC exoterm Reakcióidő: oC-on 2-3 óra 1000 oC-on 1-2 perc Etázsos kemence Fluidágyas pörkölő Elektrosztatikus porleválasztó

70
Szuperfoszfát gyártás
Alapanyag: Termék: Ca5(PO4)3X X.F-; OH- Ca(H2PO4) CaHPO4 Vízoldható citrát oldható Ca5(PO4)3F H2SO4 3 H3PO4 + 5 CaSO4 + HF Ca5(PO4)3F + 21 H3PO CaSO4 15 Ca(H2PO4) CaSO4
3X X.F-; OH- Ca(H2PO4)2 CaHPO4. Vízoldható citrát oldható. Ca5(PO4)3F + 5 H2SO4 3 H3PO4 + 5 CaSO4 + HF. Ca5(PO4)3F + 21 H3PO CaSO4 15 Ca(H2PO4) CaSO4.")
72
Szódagyártás Elektrolízis Kénsavas sósav gyártás Nátrium-hidrogén-karbonát gyártás Nátrium-karbonát gyártás Kausztifikálás Szintézis Szerves klórozás Nátrium-hidroxid Hidrogén Klór Sósav

73
Kősóoldat elektrolízise
Katód Anód Elektrolit Bontási feszültség 1 Na Cl2 H2O 4 V 2 O2 HCl, H2O 3,9 V 3 H2 NaOH 1,36 V 4 NaCl, H2O 1,23 V A telített sólé készítés problémái: -oldhatóság -szennyezők

74
Szintetikus sósavgyártás
„Krebs gyertya”

75
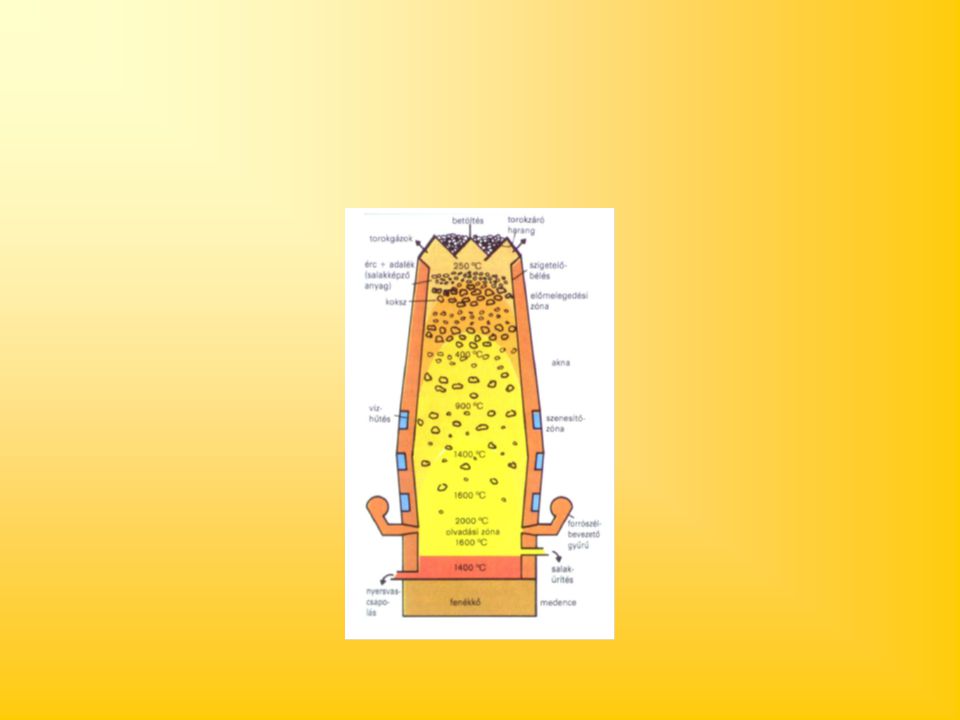
Alumíniumgyártás A földkéreg leggyakoribb fémes eleme!!
Nyersanyag: bauxit Al2O3 * x H2O üledékes kőzet Alkotói: hidrargilit Al2O3 * 3 H2O böhmit Al2O3 * H2O korund Al2O3 * H2O

Hasonló előadás




>")
 1/26 Energia és környezet NO x keletkezés és kibocsátás.>")
>")














