Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Gresits Iván gresits@mail.bme.hu
Petrolkémia Gresits Iván

2
Petrolkémia kőolaj komponensek feldolgozásával foglalkozó iparág.
Nyersanyagai: különböző földgázok, finomítói gázok, benzinpárlatok, gázolajok és kőolaj maradványok. Kisebb részét kivonják, elválasztják a kőolajból, nagyobb részüket kémiai reakcióval átalakítják. Száraz gáz: csak olyan komponenst tartalmaz, ami légköri nyomáson és hőmérsékleten gázhalmazállapotú. Nedves gáz: pentánnál nagyobb szénatom számú komponenst is tartalmaz.

3
AdBlue 32,5 % karbamid oldat. Fp. -11 oC
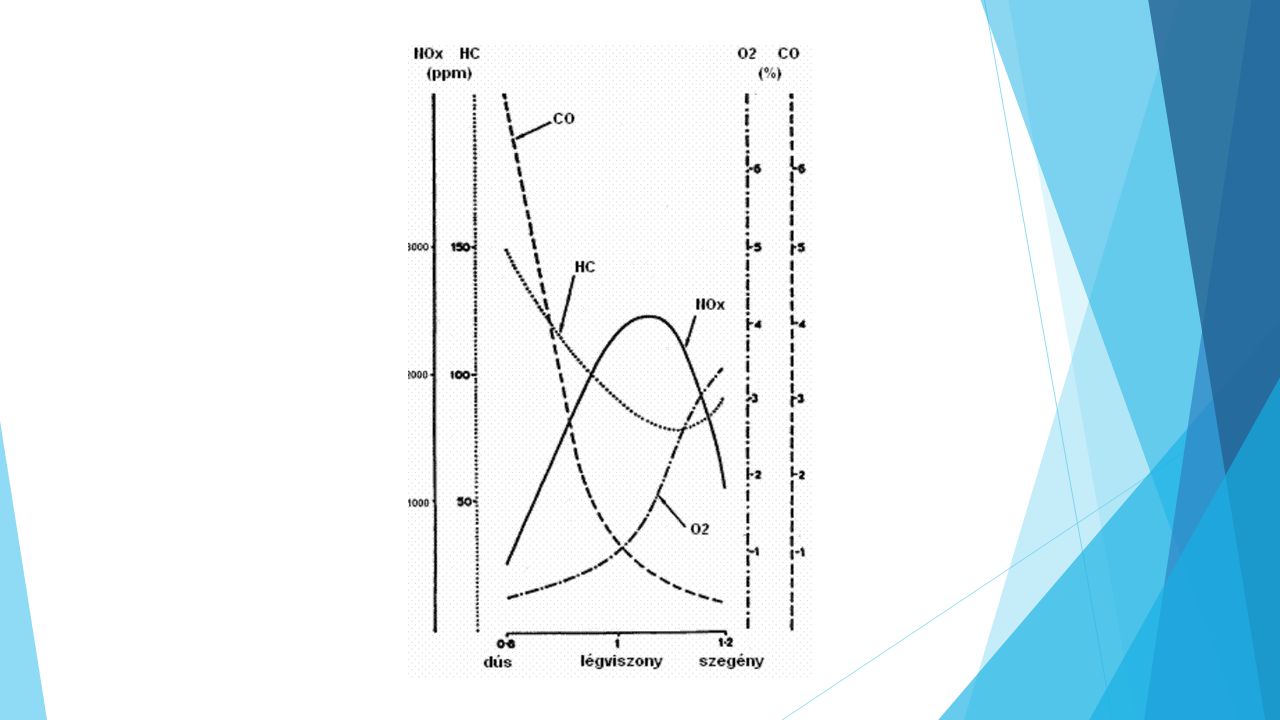
3 utas katalizátor

5
A háromutas katalizátor működési elve
Lambda szonda

6
CNG Összetétele: % metán 1-2% etán 1-2% propán 1-2 % bután 0,1-0,5 % víz 0,1-0,5 % nitrogén 0,1-0,5 % széndioxid ,Oktánszáma: 120 LPG Összetétele: propán és a bután kb 40%-60% oktánszáma.:

7
Oktánszám RON avagy kiséleti oktánszám: 600/perc 52 °C levegő MON avagy motor oktánszám: 900/perc, előgyujtás váltorik és levegő 150 °C MON kisebb mint a RON

8
Molekulaszita

10
Oktánszám növelés Oktánszám növelés

11
Alkilálás MTBE oktánszám javító és égésfokozó
Alkilát benzin jó oktánszámú műbenzin finomítói C4 frakcióból Mindkét eljárásban savas katalízis!

12
metil-tercier-butiléter, MTBE (összegképlete C5H12O) illékony, gyúlékony, színtelen, jellegzetes szagú, vízzel nem elegyedő folyadék. benzin adalékként 1-2%-ban használják az oktánszám növelésére, a szénmonoxid kibocsátás csökkentésére. Illékony, ezért gyorsan párolog a nyitott tartályokból és a szennyezett felszíni vizekről, gőze általában kimutatható a levegőben. Vízben sokkal jobban oldódik (5-7%), mint a szénhidrogének, ezért a talajba kerülve sokkal gyorsabban szétterjed, és könnyen szennyez be nagy területeket, pl. az üzemanyagtöltő állomások környékén. Átmenetileg megkötődik az üledék vagy talaj szemcséin. Napsütés hatására gyorsan lebomlik, de a felszín alatti szennyezettség tartósan megmarad. Növényekben, állatokban nem akkumulálódik jelentősen. Gőzének belégzése orr- és torok-nyálkahártya irritációt, fejfájást, hányingert okoz. Lenyelése az emésztő rendszer, máj, vese és idegrendszer károsodását okozhatja. rákkeltő hatása nem bizonyított. Az ivóvízben megengedett koncentráció (Amerikai Környezetvédelmi Hatóság, EPA) 3 mg/L, a munkahelyi levegőben megengedett koncentráció (American Conference of Governmental Industrial Hygienists, ACGIH) 40 ppm. (Forrás: Amerikai Toxikus Anyagok és Betegségek Regisztere, ATSDR, ETBE etilén tercier butil észter

13
A benzinhozam növelése I. (katalitikus krakkolás)
Vákuumgázolaj Könnyű paraffinos olaj C Krakkbenzin Krakkgázolaj Krakkgázok katalizátor Krakkolódás Izomerizáció

14
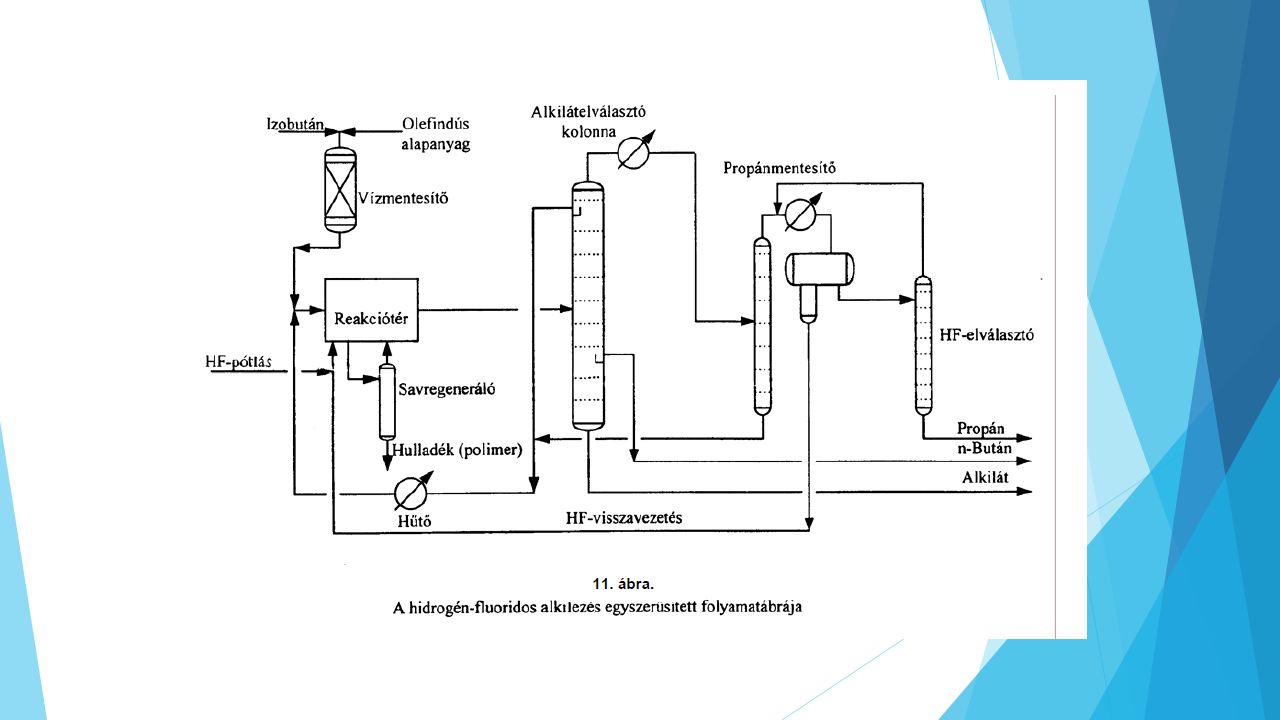
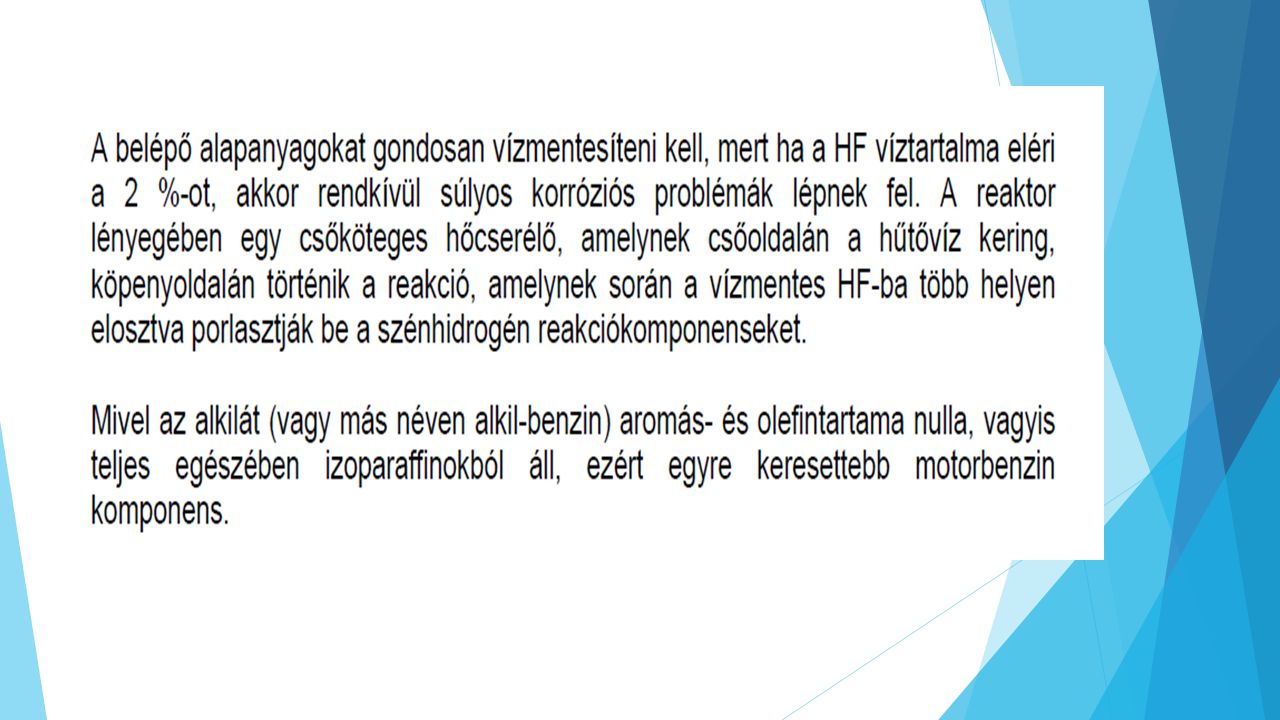
Hidrogén-fluoridos alkilálás
Célja: a benzinhozam további növelése, a katalitikus krakkolás melléktermékéből, a krakkgázból. Az eljárás lényege, hogy a krakkgáz nagy mennyiségben tartalmaz izobutánt, butént és egyéb kis szénatomszámú olefint. Az olefinmolekulák erős sav jelenlétében (HF) protonálódnak, karbokationok képződnek belőlük. A karbokationok az olefinekkel és az izobutánnal is reakcióba léphetnek és ionos láncreakció jöhet létre, melynek során nagyobb szénatomszámú(C7-C10) izomer paraffinok képződnek, melyek már jó minőségű motorhajtó anyagok. *A proton pozitív töltésű atomi részecske. Ha egy szénhidrogén-molekula valamely szénatomjához proton kapcsolódik, akkor pozitív töltésű ion, ún. karbokation képződik.Ez a folyamat a protonálódás.
 protonálódnak, karbokationok képződnek belőlük. A karbokationok az olefinekkel és az izobutánnal is reakcióba léphetnek és ionos láncreakció jöhet létre, melynek során nagyobb szénatomszámú(C7-C10) izomer paraffinok képződnek, melyek már jó minőségű motorhajtó anyagok. *A proton pozitív töltésű atomi részecske. Ha egy szénhidrogén-molekula valamely szénatomjához proton kapcsolódik, akkor pozitív töltésű ion, ún. karbokation képződik.Ez a folyamat a protonálódás.")
15
A reakció végtermékeként képződő alkilátbenzin oktánszáma 96-98, és a reakció igen kedvező hőmérsékleten (38 fok) játszódik le, ami az eljárás költségeit csökkenti.
 játszódik le, ami az eljárás költségeit csökkenti.")
16
A benzinhozam növelése II. (Hidrogén-fluoridos alkilálás)
HF, 38 0C Krakkgázok (C4-frakció) Alkilátbenzin 6-10 szénatomszámú izomer szénhidrogének Bután Izobután Butén Izobutén
 Alkilátbenzin szénatomszámú izomer szénhidrogének. Bután. Izobután. Butén. Izobutén.")
17
Izooktán előállítása Al-oxid hordozós Pt katalizátorral sav jelenlétében 150 – 200 oC
Izobutén + izobután Izooktán

18
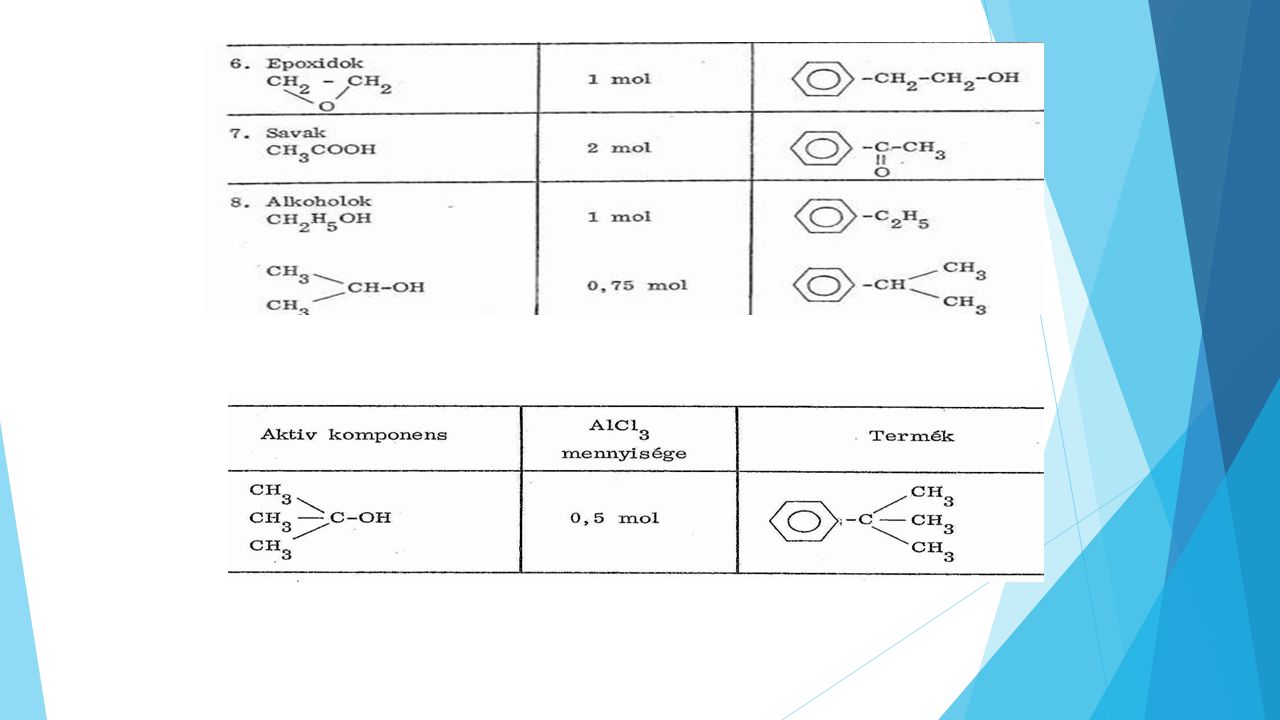
Friedel Crafts reakcióknak nevezzük a Lewis savakkal (AICl3, ZuCl2 , Fe Cl3, BF3, TiCl4 stb.) katalizált alkilező illetve acilező reakciókat. A reakció szubsztrátuma valamilyen aromás karakterű vegyület, amely az úgynevezett aktív komponens Lewis savas komplexével reagált a reakció során. A szubsztrátum szerkezete jelentős mértékben befolyásolja annak reakciókészségét. A helyettesítőt nem tartalmazó szubsztrátumok aktivitási sorrendje a következő:

19
Alkilezéshez ritkán használnak különleges készülékeket
Alkilezéshez ritkán használnak különleges készülékeket. Általában keverős, visszafolyó hűtővel és adagoló berendezéssel felszerelt készülékek használhatók amennyiben a reakció atmoszferikus nyomáson megy. Amennyiben a reakciót nyomás alatt kell végezni: Közönséges középnyomású autoklávokat használnak. A gőzfázisú alkilezési folyamatokat általában csőköteges katalitikus reaktorokban, vagy töltetes reaktorokban végzik. A szerkezeti anyag a közeg kémhatásától függően változó. Általában acél, vagy zománcozott készülékek használatosak.

20
A molszám csökkenéssel járó reakciók esetén a nyomás növelése gyorsítja a reakciót (L’Chateliér-Brown elv). Gyakran alkalmazzák a nyomás növelést olyan esetben is amikor nincs molszám változás. Ilyenkor részben a magasabb hőmérséklet elérése forráspont növekedés által (reakciósebesség növelés) és részben a jobb oldékonyság biztosítása a cél.
 és részben a jobb oldékonyság biztosítása a cél.")
21
A Friedel Kraft reakciókban használt komponensek:

23
A két táblázat adataiból látható, hogy a Lewis sav az aktív komponensek többségénél a katalitikusnál nagyobb mennyiségben szükséges. Ennek az a magyarázata, hogy a molekulában jelenlévő oxigén, nitrogén- és általában a kénatom komplex formában olyan erősen megköti a Lewis savat, hogy az nem tudja katalitikus hatását kifejteni. A katalizátorból a szubsztrátum egy móljára vonatkoztatva annyi mol felesleg szükséges, amennyi oxigén vagy nitrogénatomot a szubsztrátum és a reagens molekula együttesen tartalmaz. Alkohol aktív komponens esetén, a másod- illetve harmadrendű szénatomhoz kapcsolódó hidroxilcsoporttal alkotott komplex stabilitása csökken,1 mol/mol katalizátornál kevesebb is elegendő

24
A II. táblázat adataiból látható, hogy a Lewis sav az aktív komponensek többségénél a katalitikusnál nagyobb mennyiségben szükséges. Ennek az a magyarázata, hogy a molekulában jelenlévő oxigén, nitrogén- és általában a kénatom komplex formában olyan erősen megköti a Lewis savat, hogy az nem tudja katalitikus hatását kifejteni. A katalizátorból a szubsztrátum egy moljára vonatkoztatva annyi mol felesleg szükséges, amennyi oxigén vagy nitrogénatomot a szubsztrátum és a reagens molekula együttesen tartalmaz. Alkohol aktív komponens esetén, a másod- illetve harmadrendű szénatomhoz kapcsolódó hidroxilcsoporttal alkotott komplex stabilitása csökken,1 mol/mol katalizátornál kevesebb is elegendő

25
A katalizátor tisztasága és szemcsemérete:
Ipari célokra általában AlCl3 -ot használnak. Ezt levegőtől elzárva kell tárolni (zárt dobokban), mivel nedvesség hatására HCl lehasadása közben bomlik. Színe az FeCl3 szennyezéstől általában sárgás, de sem ez, sem a szintén előforduló TiCl4. Szennyeződés nem csökkenti - sőt az utóbbi kismértékben növeli az aktivitását. A reakcióelegy az esetek többségében heterogén. Az AlCl3 nem oldódik benne.
, mivel nedvesség hatására HCl lehasadása közben bomlik. Színe az FeCl3 szennyezéstől általában sárgás, de sem ez, sem a szintén előforduló TiCl4. Szennyeződés nem csökkenti - sőt az utóbbi kismértékben növeli az aktivitását. A reakcióelegy az esetek többségében heterogén. Az AlCl3 nem oldódik benne.")
26
A reakció sebessége az érintkezési felület nagyságának tehát a szemcsenagyságnak a függvénye. Túl hevesnek ígérkező reakció esetén a darabos, lassú reakció esetén a finom por formájú katalizátor használata az előnyös. Ha az AlCl3 adagolása valamilyen dugattyús adagolóval vagy szállítócsigával történik, a túl apró szemcsék összetapadva eltömhetik az adagoló berendezést. Ha a reakcióhoz csak katalitikus mennyiségű AlCl3 szükséges, pórusos hordozóra felvíve is használható. Poláros oldószerrel, vagy a reaktánssal gyakran képződik oldható komplex. Ilyenkor a szemcseméret érdektelen.

27
A hőmérséklet szerepe:
A reakció általában annyira exoterm, hogy a reakcióelegyet hűteni kell, mivel magas hőmérsékleten az aktív komponens, de gyakran a termék is kátrányosodik az AlCl3 hatására. Ha a szubsztrátum nem elég aktív, melegíteni kell a reakcióelegyet. A hőmérséklet ritkán haladja meg a oC-t. A hőmérséklet emelésének hatására izomerizációs reakciók is lejátszódhatnak (AlCl3 hatására). Pl. n-propil-klorid-benzol reakció esetén -6°C-on n-propil-benzol, 35°C felett i-propil-benzol a főtermék. Hőmérsékletre nem érzékeny komplex képződése esetén előfordul, hogy ennek forrpontján végzik a reakciót.
. Pl. n-propil-klorid-benzol reakció esetén -6°C-on n-propil-benzol, 35°C felett i-propil-benzol a főtermék. Hőmérsékletre nem érzékeny komplex képződése esetén előfordul, hogy ennek forrpontján végzik a reakciót.")
28
Az oldószer szerepe: Az oldószer legfontosabb szerepe a reakcióelegy homogenizálása. Erre részben a reakció sima lefolytatása (koncentráció viszonyok), másrészt az egyenletes hőátadás miatt van szükség. Gyakran előfordul, hogy az oldószer forrponton tartásával biztosítják a hőelvonást és a reakció számára megfelelő hőmérsékletet. Az oldószer lehet a reakció szempontjából semleges tulajdonságú vegyület (CS2, petrol-éter, CHCl2 -CHCl2 ), nem reakcióképes, de komplexképző hatású vegyület (nitrobenzol) és lehet maga a szubsztrátum (benzol).
, másrészt az egyenletes hőátadás miatt van szükség. Gyakran előfordul, hogy az oldószer forrponton tartásával biztosítják a hőelvonást és a reakció számára megfelelő hőmérsékletet. Az oldószer lehet a reakció szempontjából semleges tulajdonságú vegyület (CS2, petrol-éter, CHCl2 -CHCl2 ), nem reakcióképes, de komplexképző hatású vegyület (nitrobenzol) és lehet maga a szubsztrátum (benzol).")
29
Szubsztrátumként is alkalmas vegyület lehet semleges tulajdonságú hígító is, ha a reakciót aktívabb szubsztrátummal végezzük (pl. naftalin szubsztrátum, benzol hígító) A nitrobenzol komplexképző hatása mellett azért is alkalmas közege a reakciónak, mivel annak során simán, egyenletesen adja le a katalizátort. Az oldószer a szubsztituens belépésének a helyét is befolyásolhatja. (Pl. naftalin - acetilklorid reakció esetén etilénkloridban 1-acetil-naftalin, nitrobenzolban 2-acetil-naftalin keletkezik)
")
30
HCl jelenléte: A HCl a legtöbb reakció mellékterméke. A katalizátor bomlása során szintén keletkezik. Emiatt célszerű a reakcióelegyet gyenge vákuum alatt tartva, vagy a reakcióelegy szempontjából inert gáz átbuborékoltatásával eltávolítani a reakcióelegyből. Az olyan típusú reakciók esetén, ahol a HCl átmeneti klór vegyületek képződése miatt szükséges, a fenti módszert nem kell alkalmazni (pl. alkohol vagy olefin aktív komponens esetén).
.")
31
Aromás vegyületekre történő alkilezés során alkil csoport vihető be az alábbi aktív komponensekkel a Friedel-Crafts reakciók alkalmazásával: Alkil halogenidek Olefinek Acetilén származékok

32
Aktív komponensek: Alkoholok Merkaptánok Tiocianátok

33
Aromás vegyületek dihalogénezett alkilvegyülettel vagy halogénezett alkil oldallánccal cikloalkilezhetők

34
Izomerizálásra is van lehetőség a Friedelm Craft reagansekkel

35
Acilezés savval, savkloriddal, foszgénnel, savanhidriddel, keténnel végezhető. A termék keton

38
Az első, ipari méretekben megvalósított alifás alkilezés, izoparaffinok alkilezését olefinekkel kénsav katalizátor jelenlétében még 1938-ban fejlesztették ki. Az eljárás egyszerűsége, a katalizátor olcsósága, a nyersanyagok variálhatósága és a termék jó minősége miatt az eljárást még jelenleg is használják az iparban. Izobután, izopentén, és izohexán 97%-os kénsav jelenlétében viszonylag könnyen alkilezhető, nagy oktánszámú termékek keletkeznek, amelyek motorhajtó adalékanyagként használatosak. Az oktánszámot a motorhajtó üzemanyagokra a n-heptán oktán számát 0-nak az izooktán oktán számát 100-nak véve úgy határozzák meg, hogy annak kopogási tulajdonsága milyen térfogatszázalék izooktán tartalmú izooktán - normál heptán elegy kopogási tulajdonságával egyezik meg.

39
Az izooktán előállítása izobután alkilezése révén izobuténnel, Friedel Crafts katalizátor, kénsav vagy HF jelenlétében történik. Izobutén + izobután izooktán

40
környezetvédelmi előírások kielégítése
Az alkilezés célja leginkább a végtermék szempontjából lényeges tulajdonságok kialakítása. Motorhajtó adalékanyagok, gyógyszerek, lágyítók, műanyagipari segédanyagok, oldószerek, illatanyagok, műanyagipari monomerek állíthatók elő alkilezéssel. Kémiai adalékanyagok teljesítmény növelés környezetvédelmi előírások kielégítése benzin oktánszámának javítása szénmonoxid képződés csökkentése kibocsátott illékony szerves anyagok VOC reaktivitásának csökkentése

41
Kiszorították az ólom tartalmú adalékanyagokat.
Legelterjedtebben alkalmazott éterek: metil tercier butil éter (MTBE) etil tercier butil éter (ETBE) tercier amil metil éter (TAME)
 etil tercier butil éter (ETBE) tercier amil metil éter (TAME)")
42
Az iparban megvalósított eljárások több változata létezik.
módosítható izobutilén vagy izoamilén reagáltatására metanollal vagy etanollal a megfelelő éterek metil tercier butil éter (MTBE), etil tercier butil éter (ETBE), vagy a tercier amil metil éter (TAME) előállítására. Mindegyik eljárás savas ioncserélő gyanta katalizátort alkalmaz szabályozott hőmérsékleten és nyomáson. Az exoterm reakció hőmérséklet szabályozása fontos a konverzió maximalizálása és a nem kívánatos mellékreakciók és a katalizátor deaktiválódás minimalizálására. A reakciót általában két lépcsőben valósítják meg kis alkohol felesleggel a 99 % feletti izoolefin konverzió biztosítására. A különböző eljárások között a reaktor konstrukciójában és a hőmérsékletszabályozás módjában van különbség
, etil tercier butil éter (ETBE), vagy a tercier amil metil éter (TAME) előállítására. Mindegyik eljárás savas ioncserélő gyanta katalizátort alkalmaz szabályozott hőmérsékleten és nyomáson. Az exoterm reakció hőmérséklet szabályozása fontos a konverzió maximalizálása és a nem kívánatos mellékreakciók és a katalizátor deaktiválódás minimalizálására. A reakciót általában két lépcsőben valósítják meg kis alkohol felesleggel a 99 % feletti izoolefin konverzió biztosítására. A különböző eljárások között a reaktor konstrukciójában és a hőmérsékletszabályozás módjában van különbség.")
43
Izobutilén és/vagy izoamilén és metanol (vagy etanol) szükséges az MTBE (vagy ETBE) és TAME előállításához. Az izobutilén előállítása többféle olajfinomító forrásból származik: Fluidizációs Katalitikus Krakkoló (FCC) és kokszoló egységből származó könnyűbenzin; a benzin gőzős krakkolásából melléktermék vagy az etilén és a propilén gyártásból származó könnyű szénhidrogének; az izobután katalitikus dehidrogénezéséből valamint a tercier butil alkohol a propilén oxid gyártás mellékterméke
 és kokszoló egységből származó könnyűbenzin; a benzin gőzős krakkolásából melléktermék vagy az etilén és a propilén gyártásból származó könnyű szénhidrogének; az izobután katalitikus dehidrogénezéséből valamint a tercier butil alkohol a propilén oxid gyártás mellékterméke.")
45
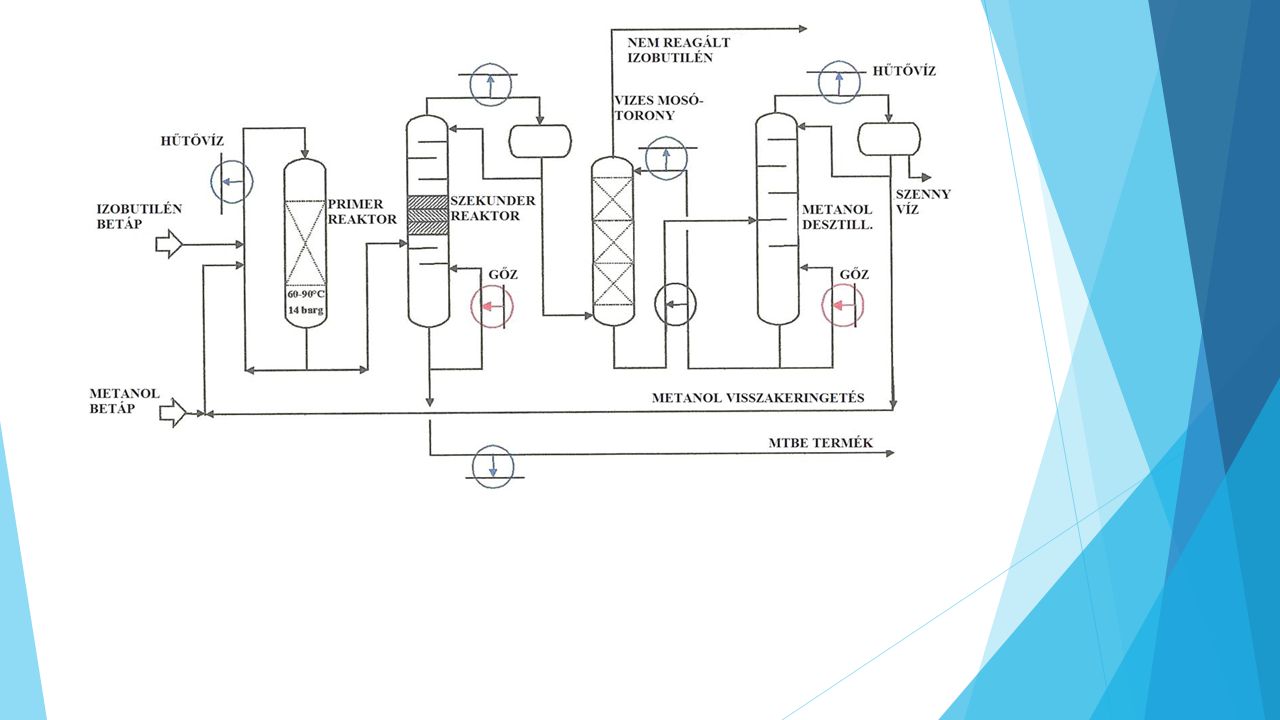
A betáp áramokat a primer rektor tetejére történő bevezetés előtt lehűtik.
A primer reaktorban lévő katalizátor apró gyöngy szemcsés fixágyas katalizátor. A reakcióelegy átáramlik a katalizátor rétegen, amelyben kb °C és 14 bár nyomás van, fentről lefelé áramolva és a reaktor alján lép ki. A primer rektorból kilépő reakcióelegy étert, metanolt és el nem reagált izobutilént tartalmaz, valamint kismennyiségű paraffint, amely a betápból származik. A kilépő áram egy részét lehűtik és visszavezetik a reaktor tetejére a hőmérséklet szabályozás céljából. A primer reaktorból kilépő áram másik részét bevezetik a szekunder reaktor középső részébe, a katalizátor réteg alá. Az étert fenék termékként távolítják el a szekunder reaktorból, amelyben a nem reagált izobutilén és olefin gőzök a katalizátor rétegen felfelé áramolva éterré alakulnak. A szekunder reaktor tetején kilépő gőzöket lehűtik és reflux kondenzátorban kondenzáltatják. A kondenzátumból a metanolt egy vizes mosótoronyban kimossák és a keletkező vizes metanol elegyből desztillációval visszanyerik a metanolt és visszavezetik a primer reaktorba.

46
A TVK termékstruktúrájának szélesítése jegyében épült meg és működik óta a metil-tercier-butiléter üzem, amely magas oktánszámú, környezetbarát benzinkomponenst állít elő izobutilén tartalmú C4-frakció és metanol felhasználásával. Ehhez az üzemhez egy,, nagytisztaságú izobutilént gyártó egység kapcsolódik, ami az MTBE bontásával állítja elő a termékeket. Az MTBE üzem megtekintése gyakorlati foglalkozás keretében szerepel az oktatási programban.

47
1999. márciusában Gray Davis California kormányzója rendeletben elrendelte az MTBE (Metil Tercier butil éter) üzemanyag adalékanyagként történő betiltását California államban, mivel a Californiai ivóvíz kutakban a megengedett egészségügyi határértéket meghaladó koncentrációban találtak MTBE-t, amely egyes kutatók feltételezése szerint rákkeltő hatású. Ennek a problémakörnek a megoldására az ETBE (etil tercier butil éter) alkalmazását javasolják az MTBE helyettesítésére.
 alkalmazását javasolják az MTBE helyettesítésére.")
48
A MOL-csoport termékfejlesztési politikájában évek óta kiemelkedő fontosságú termékek környezetre gyakorolt hatásainak javítása. Így, miután több lépcsőben áttértek a kénmentesnek tekinthető üzemanyagok gyártására, hamarosan megkezdik egy biológiai eredetű alapanyagokból előállított üzemanyag-komponens, a bio-ETBE gyártását és az üzemanyag adalék termékekben az MTBE helyett történő felhasználását. Megtörtént az MTBE (metil-tercier-butil-éter) üzem átalakítása bio-ETBE üzemmé a MOL Dunai Finomítójában, Százhalombattán. A bio-ETBE (etil-tercier-butil-éter) mezőgazdasági eredetű etanolból (bioetanol) előállított benzinkomponens, mely azon túl, hogy megújuló alapanyagból készül, olyan tulajdonságokkal rendelkezik, mint a ma oktánszámnövelő komponensként alkalmazott MTBE.
 üzem átalakítása bio-ETBE üzemmé a MOL Dunai Finomítójában, Százhalombattán. A bio-ETBE (etil-tercier-butil-éter) mezőgazdasági eredetű etanolból (bioetanol) előállított benzinkomponens, mely azon túl, hogy megújuló alapanyagból készül, olyan tulajdonságokkal rendelkezik, mint a ma oktánszámnövelő komponensként alkalmazott MTBE.")
49
Az EU bioüzemanyagokról szóló közösségi célkitűzéseinek megfelelően a MOL-csoport tovább növelte a bio-ETBE kapacitását: 2005 végére a pozsonyi finomító MTBE üzemét is bio-ETBE üzemmé alakították át. A bio-etanol adalékanyagok, és a bio-etanol alapú ETBE alkalmazásának további növekedése várható.

51
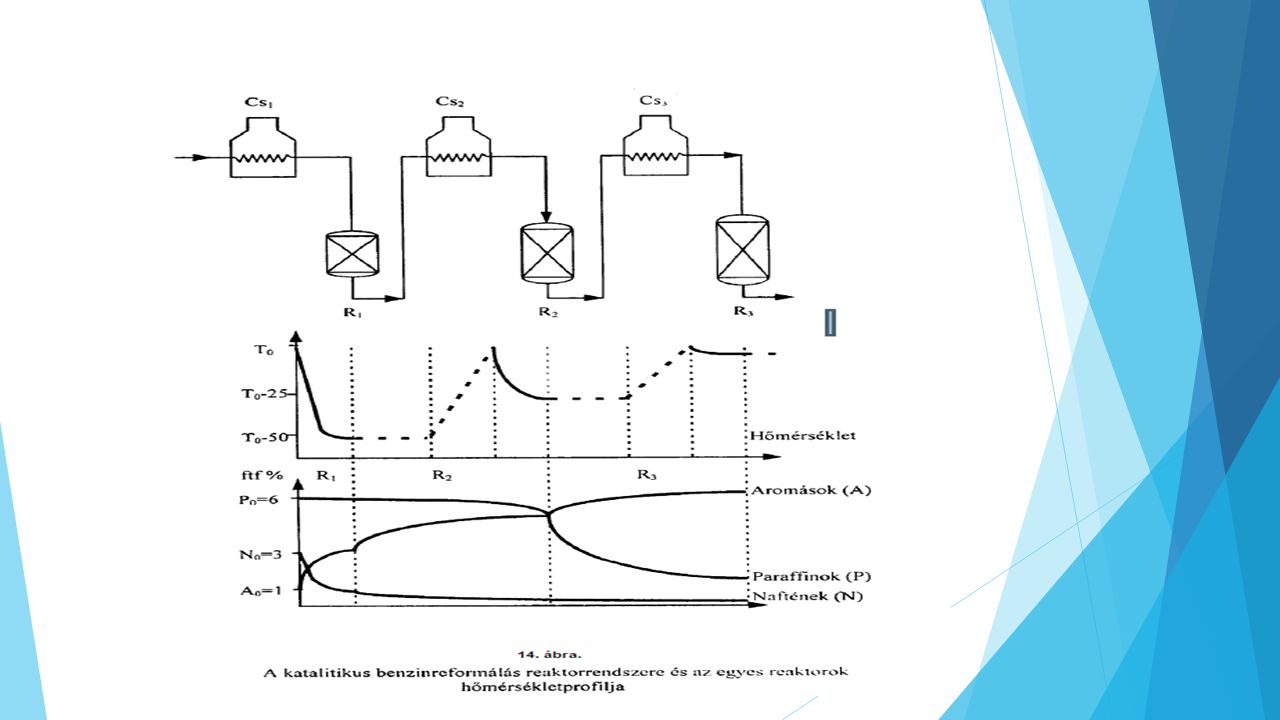
Katalitikus benzin reformálás
A benzinreformálás a motorbenzingyártás egyik legfontosabb technológiája. Az európai motorbenzinek tömegének %-a reformált benzin. Az USA-ban ez a hányad valamivel kisebb, de ott is 30 % körüli. Az eljárás alapvető célja közép- és nehézbenzinek aromás és izoparaffin tartalmának növelése, nagy oktánszámú motorbenzinkomponens vagy egyedi aromásgyártás (benzol, toluol, xilolok, BTX) alapanyagának előállítására. A reformált benzin kísérleti oktánszáma az üzemeltetési paraméterektől függően , aromástartalma %, olefintartalma gyakorlatilag nincsen. A nagy aromástartalom miatt szenzibilitása nem túl jó (12-13 pont), továbbá ma már önmagában nem alkalmazható motorbenzinként, hiszen abban max. 42 % aromástartalom a megengedett.
 alapanyagának előállítására. A reformált benzin kísérleti oktánszáma az üzemeltetési paraméterektől függően , aromástartalma %, olefintartalma gyakorlatilag nincsen. A nagy aromástartalom miatt szenzibilitása nem túl jó (12-13 pont), továbbá ma már önmagában nem alkalmazható motorbenzinként, hiszen abban max. 42 % aromástartalom a megengedett.")
52
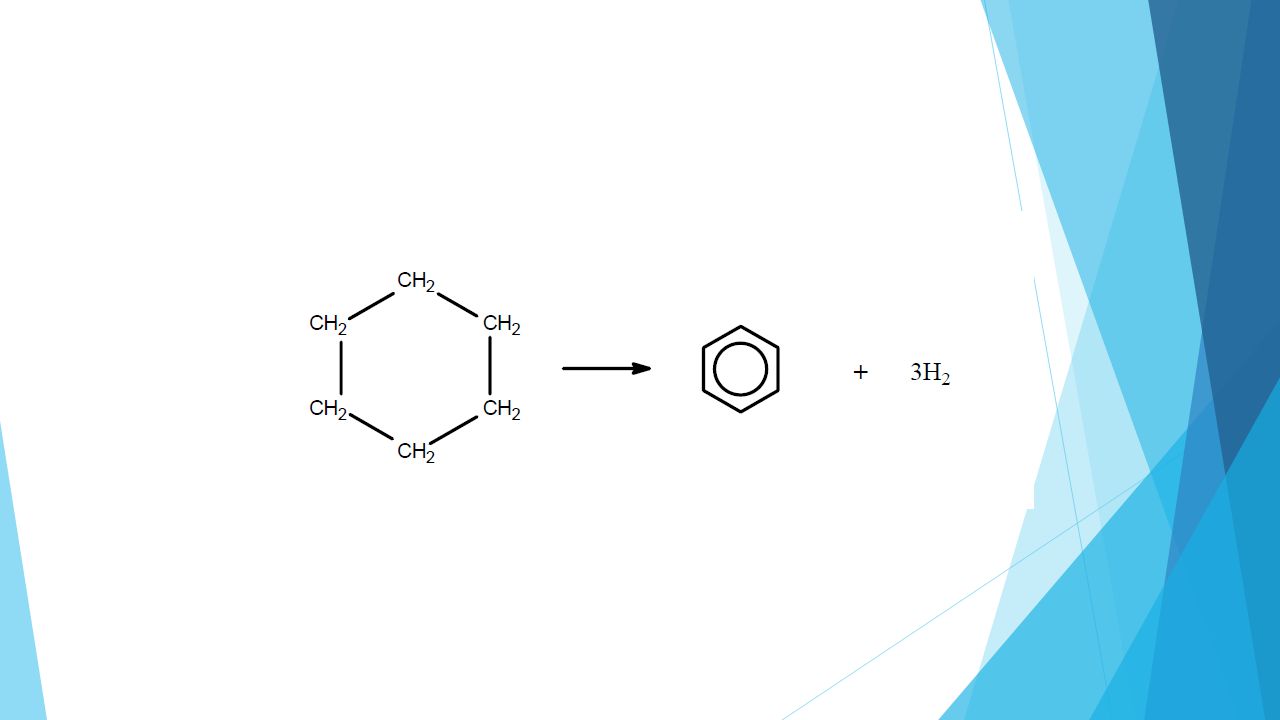
A reformálás fontos mellékterméke a hidrogén, ugyanis a naftén (cikloparaffin) szénhidrogének aromássá alakulása hidrogén felszabadulásával jár, az alábbi modellreakció szerint:
 szénhidrogének aromássá alakulása hidrogén felszabadulásával jár, az alábbi modellreakció szerint:")
55
A képződött hidrogént a kőolajfinomító a különböző kőolajfrakciók hidrogénező finomítására, kéntelenítésére használja fel. Ésszerűen kiépített finomítóban általában az a helyzet, hogy amíg a finomítóban nincsen maradvány feldolgozás, addig a reformáló üzemek fedezik a finomító hidrogénszükségletét. A reformálás során a már említett két modellreakción kívül a n-paraffinok és naftének izomerizálása, és ezek hidrokrakkolása játszódik le. A hidrokrakkolás itt alárendelt és nem kívánt reakció, mert csökkenti a reformált benzin hozamát, hiszen a kiindulási benzin C6-C10 komponenseit C1-C4 gázokká alakítja. Mivel a hidrokrakkolás csak kis mértékű, ezért a reformált benzin hozama %.

60
azonban a kis nyomás a katalizátor kokszosodását is gyorsítja, a dehidrogénező reakciók túlzott lejátszódása miatt.

61
következő ábra

64
Metanol szintézis Tungler Antal Emeritus professzor
MTA Energiatudományi Kutatóközpont 2014

65
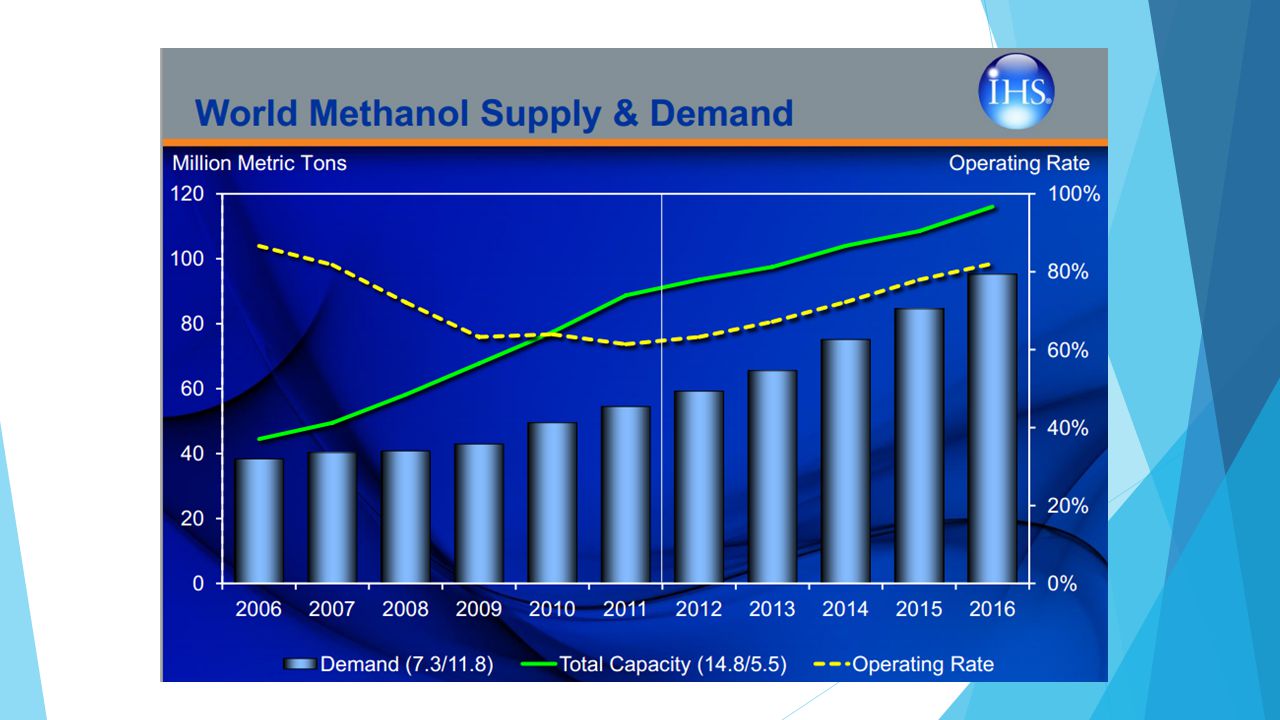
. A metanol iránti igény nő a világban.
Bevezetés . Metanol- további elnevezések metilalkohol, metilkarbinol, faszesz-egy régóta ismert szerves vegyület, képlete CH3OH. . A legegyszerűbb primer alkohol, kis sűrűségű, színtelen, illékony, gyúlékony és mérgező folyadék. . A metanol a jövőben is lehet alternatív motorhajtóanyag, számos szintézis kiindulási anyaga (MTBE), gyakran használt oldószer. . A metanol iránti igény nő a világban.
, gyakran használt oldószer. . A metanol iránti igény nő a világban.")
66
A metanol (szintézis) története
. Tiszta metanolt először 1661-ben Robert Boyle állított elő, ládaszesznek nevezte, magyarul faszesz, mert ládakészítéshez használt fa száraz lepárlásával kapta. . Mittasch és munkatársai a szintézisgázból (CO+H2) Fe katalizátoron 1913-ban állítottak elő metanol tartalmú elegyet a BASF-nél. 1923-ban Matthias Pier szintén a BASF-nél fejlesztette ki az első szelektív metanol szintézis katalizátort, ami a szénből nyert szintézisgázból állított elő metanolt. Ez a cink és krómoxid tartalmú katalizátor nem volt méreg érzékeny, bár erélyes körülmények között működött. Nyomás 25 – 35 MPa Hőmérséklet °C.
 Fe katalizátoron 1913-ban állítottak elő metanol tartalmú elegyet a BASF-nél ban Matthias Pier szintén a BASF-nél fejlesztette ki az első szelektív metanol szintézis katalizátort, ami a szénből nyert szintézisgázból állított elő metanolt. Ez a cink és krómoxid tartalmú katalizátor nem volt méreg érzékeny, bár erélyes körülmények között működött. Nyomás 25 – 35 MPa. Hőmérséklet °C.")
67
. Az 1960-as években az ICI fejlesztette ki a kisnyomású metanol szintézist földgáz bázison előállított szintézisgázt felhasználva. Ez az alapanyag sokkal kevesebb kénszennyezést tartalmazott, ezért az aktívabb Cu tartalmú katalizátort lehetett alkalmazni. A szintézis gáz jelentősebb mennyiségű széndioxidot is tartalmaz. Nyomás 5-10 MPa Hőmérséklet °C Ma a világban elsősorban ezzel az eljárással gyártják a metanolt, a gazdaságos üzemméret 500e és 1000e to/év között van.

69
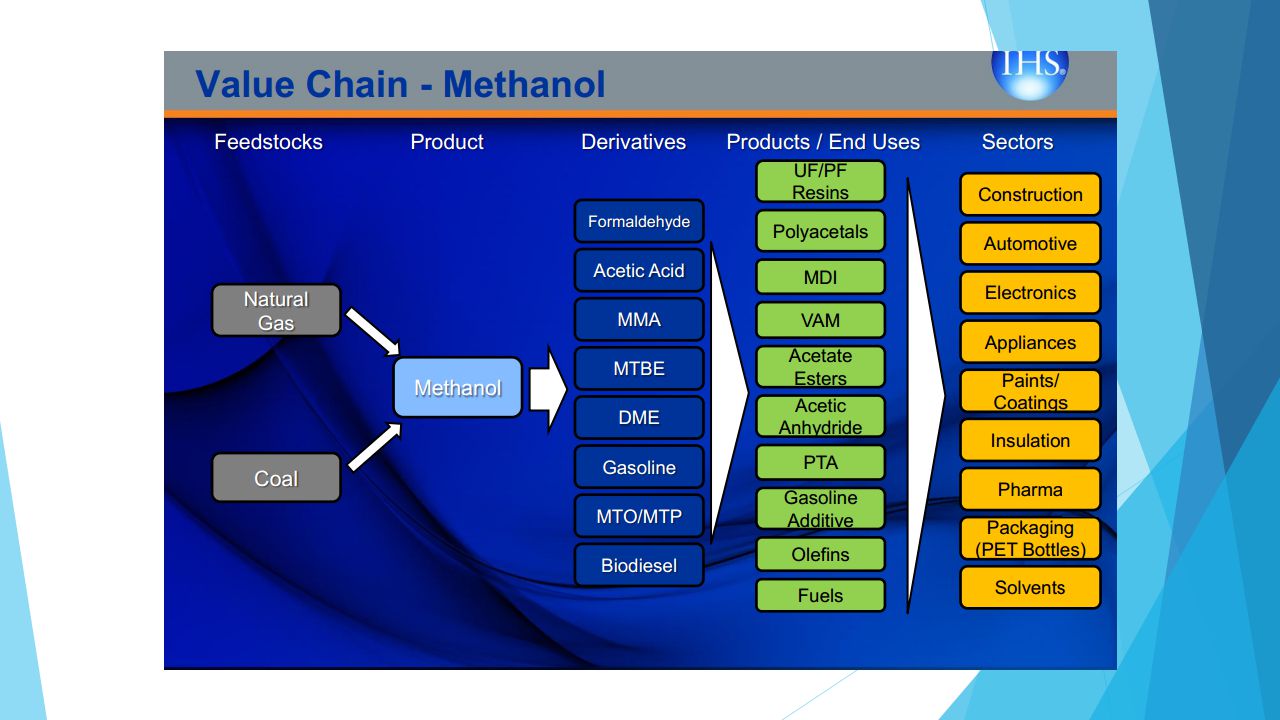
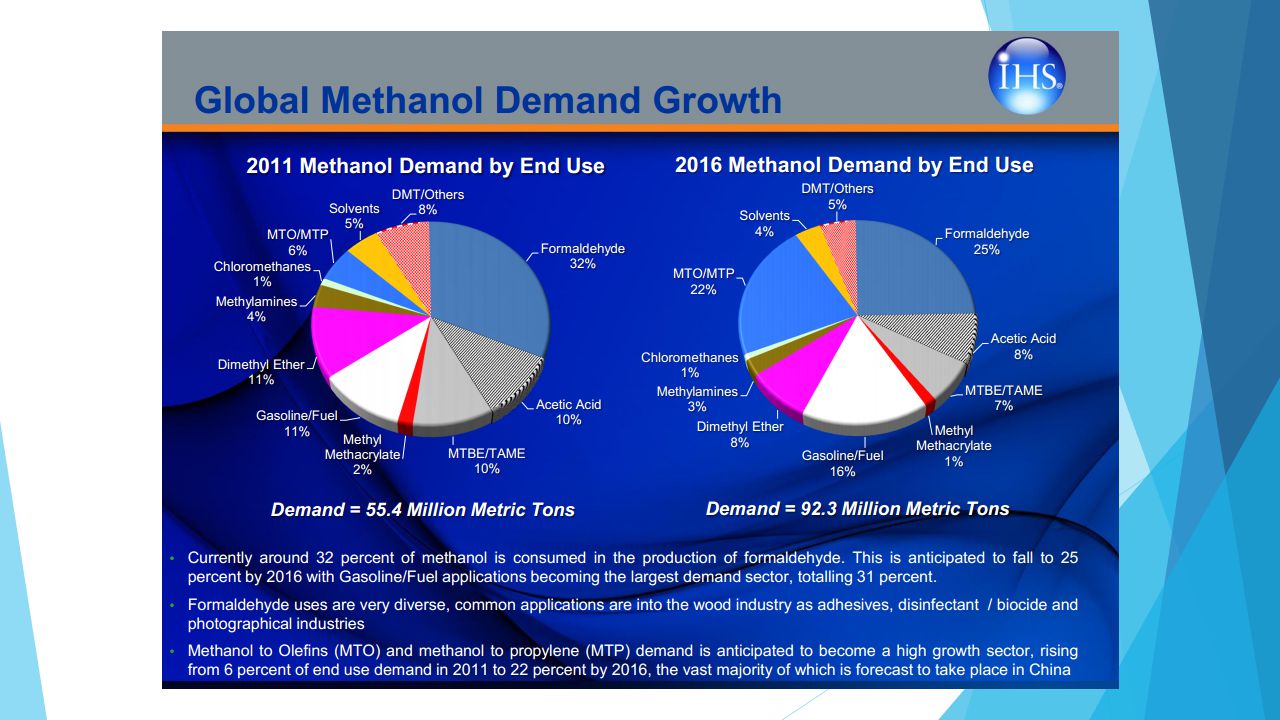
A metanol felhasználása szintetikus célra

70
Fizikai tulajdonságok
Molekula tömeg Kritikus hőmérséklet Kritikus nyomás Hármaspont hőmérséklet Hármaspont nyomáse Forráspont Olvadáspont Sűrűség Viszkozitás Vízoldhatóság 32.4 239.49°C 8.097 MPa -97.56°C Pa 64.7°C -97.68°C 0°C g/cm³ 20°C g/cm³ 25°C g/cm³ Folyadék mPa s Gőz × 10 –³ Vízzel minden arányban elegyedik

73
A Ni katalizátoron lejátszódó metán vízgőzös reformálási reakciója
Metanol üzemek főbb részei 1- Nyersanyag tisztítás. 2- Reformálás. 3- Metanol szintézis. 4- Metanol tisztítás. A Ni katalizátoron lejátszódó metán vízgőzös reformálási reakciója

74
Metanol szintézis fő reakciói
CO+2H2→CH3OH ΔH300K =−90.77 kJ/mol (1) CO2+3H2→CH3OH+H2O ΔH300K = −49.16kJ/mol (2) A reakciók, a CO és a CO2 szelektív, metanollá történő hidrogénezése ZnO-Cr2O3 és CuO(Cu)-ZnO katalizátorokon megy végbe nagy hőmérsékleten és nyomáson.
 CO2+3H2→CH3OH+H2O ΔH300K = −49.16kJ/mol (2) A reakciók, a CO és a CO2 szelektív, metanollá történő hidrogénezése ZnO-Cr2O3 és CuO(Cu)-ZnO katalizátorokon megy végbe nagy hőmérsékleten és nyomáson.")
75
Metanol szintézis folyamatábrája

76
Uhde radiációs és szekunder vízgáz reformer
1) gázbevezetés, 2) égők, 3) reformáló csövek, 4) elvezetés, 5) levegő bevezetés, 6) katalizátor ágy, 7) gázelvezetés Reformáló csövekben Ni katalizátor töltet, nyomás bar, hőmérséklet 850oC körül
 gázbevezetés, 2) égők, 3) reformáló csövek, 4) elvezetés, 5) levegő bevezetés, 6) katalizátor ágy, 7) gázelvezetés. Reformáló csövekben Ni katalizátor töltet, nyomás bar, hőmérséklet 850oC körül.")
77
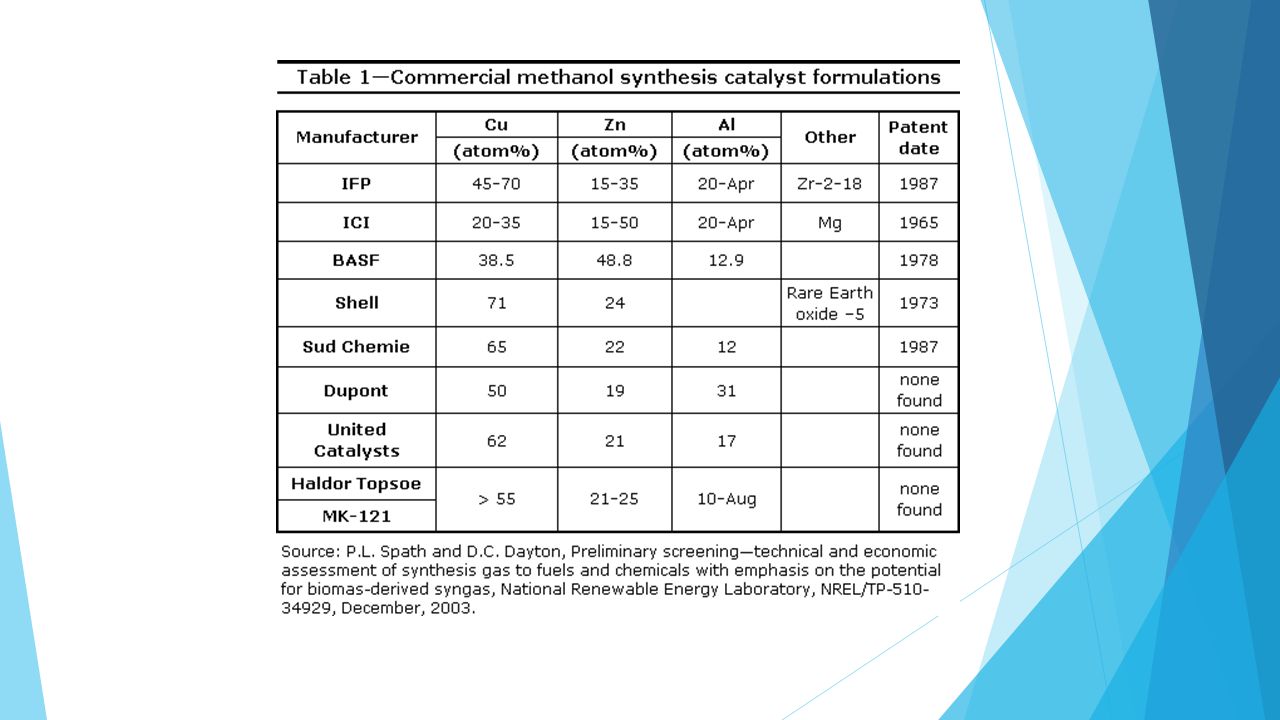
Katalizátorok

79
Az ipari katalizátor Cu/ZnO/Al2O3 aktív helyeinek szerkezete Cu lépcsőkből áll, amik Zn atomokkal vannak dekorálva és hibahelyekkel stabilizálva. Ezek összességükben teszik a rendszert működőképessé. HRTEM képek az ipari katalizátor felületéről. Láthatók a lépcsős felületek, a dekoráló bevonati ZnO réteg és a szabályos rácssíkok találkozásánál a hibahelyek.

80
Kvázi-izoterm reaktor Lurgi eljárás
Reaktor típusok és eljárások Kvázi-izoterm reaktor Lurgi eljárás

81
Irodalom (katalizátormérgek)
Petró J., in Kontakt katalízis; Szabó Z., Kalló D., (Szerk.); Akadémiai Kiadó, Budapest, 1966; pp. 509–529. Freifelder M., Practical Catalytic Hydrogenation, Wiley, New York, 1971; pp. 23–56. Rosenmund K.W., Ber. 1918, 51, 585. Rosenmund K.W., Zetzsche F., Ber. 1921, 54, 425. Lindlar H., Helv. Chim. Acta 1952, 35, 446. Hamilton T.S., Adams R., J. Am. Chem. Soc. 1928, 50, 2260. Maxted E.B., Walker A.G., J. Chem. Soc. 1948, 1093. Devereux J.M., Payne K.R., Peeling E.R.A., J. Chem. Soc. 1957, 2845. Maxted E.B., Briggs M.S., J. Chem. Soc. 1957, 3844. Horner L., Reuter, H., Hermann, E. Ann. 1962, 660, 1. Greenfield, H., J. Org. Chem. 1963, 28, 2431. Deem A.G., Kaveckis J.E., Ind. Eng. Chem. 1944, 33, 1373. Stevinson M.R., Hamilton C.S., J. Am. Chem. Soc. 1935, 57, 1298. Maxted E.B., Moorish W.D., J. Chem. Soc. 1940, 252. Freedman L.D., Doak G.O., Petit E.L., J. Am. Chem. Soc. 1955, 77, 4262. Hegedűs L., Máthé T., Tungler A., Appl. Catal. A: Gen. 1996, 143, 309. Varga J., Brennstoff-Chemie 1928, 9, 277. Máthé T., Tungler A., Petró J., Magyar Szab , 1979; US Patent , 1980. Máthé T., Tungler A., Beck I., Dietz A., Jákfalvi E., Mórász T., Töreki J., Magyar Szab. 208 526, 1992.
; Akadémiai Kiadó, Budapest, 1966; pp. 509–529. Freifelder M., Practical Catalytic Hydrogenation, Wiley, New York, 1971; pp. 23–56. Rosenmund K.W., Ber. 1918, 51, 585. Rosenmund K.W., Zetzsche F., Ber. 1921, 54, 425. Lindlar H., Helv. Chim. Acta 1952, 35, 446. Hamilton T.S., Adams R., J. Am. Chem. Soc. 1928, 50, Maxted E.B., Walker A.G., J. Chem. Soc. 1948, Devereux J.M., Payne K.R., Peeling E.R.A., J. Chem. Soc. 1957, Maxted E.B., Briggs M.S., J. Chem. Soc. 1957, Horner L., Reuter, H., Hermann, E. Ann. 1962, 660, 1. Greenfield, H., J. Org. Chem. 1963, 28, Deem A.G., Kaveckis J.E., Ind. Eng. Chem. 1944, 33, Stevinson M.R., Hamilton C.S., J. Am. Chem. Soc. 1935, 57, Maxted E.B., Moorish W.D., J. Chem. Soc. 1940, 252. Freedman L.D., Doak G.O., Petit E.L., J. Am. Chem. Soc. 1955, 77, Hegedűs L., Máthé T., Tungler A., Appl. Catal. A: Gen. 1996, 143, 309. Varga J., Brennstoff-Chemie 1928, 9, 277. Máthé T., Tungler A., Petró J., Magyar Szab , 1979; US Patent , Máthé T., Tungler A., Beck I., Dietz A., Jákfalvi E., Mórász T., Töreki J., Magyar Szab ,")
Hasonló előadás












 1/26 Energia és környezet NO x keletkezés és kibocsátás.>")


 A metán C mindkettő B etilén D egyik sem>")







