Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
SIMOTION SIMOTION a gyártásirányításban Terepi buszok a gyárásirányításban

2
Bevezetés Bevezetés –Mik a kommunikációs hálózatok, és miért terjednek a decentralizált rendszerek Terepi buszok és alkalmazási területeik Terepi buszok és alkalmazási területeik –PROFIBUS DP –PROFINET IO –Telegramok, előredefiniált telegramtípusok –Szabályzókör „für dummies” –Standard-hajtások, a fordulatszámszabályzás –Standard-hajtások technológiai funkcióval –Pozícionálás –Motion Control hajtások, centralizált, felérendelt MC-intelligenciával –Dinamic Servo Control Tartalom SIMOTION Tartalom SIMOTION a gyártásirányításban

3
Kommunikációs hálózatok SIMOTION Kommunikációs hálózatok SIMOTION a gyártásirányításban Kommunikációs hálózatok Kommunikációs hálózatok A vezérlőrendszerek teljesítményét nem csak az automatizálásban (direkt) részvevő eszközök(PLC-k, beavatkozók, motorok) határozzák meg, hanem a kezelő és megfigyelő berendezések, de mindenek előtt egy nagyteljesítményű kommunikációs hálózat. A vezérlőrendszerek teljesítményét nem csak az automatizálásban (direkt) részvevő eszközök(PLC-k, beavatkozók, motorok) határozzák meg, hanem a kezelő és megfigyelő berendezések, de mindenek előtt egy nagyteljesítményű kommunikációs hálózat. (Real-Time monitoring) Decentralizált rendszerek Decentralizált rendszerek A gyártás- és folyamatirányításban napjainkra jellemzően előtérbe kerülnek a decentralizált megoldások. Jelenti ez azt, hogy a komplex vezérlési feladatok kisebb, átláthatóbb részfeladatokra bontva, decentralizáltan kerülnek megoldásra. Az elosztott problémakezelés előnyei közül érdemes kiemelni, hogy: –az elkészült programkód mérete kisebb, ebből kifolyólag átláthatóbb is –az egyes modulok fejlesztése, tesztelése, üzembehelyezése egymástól függetlenül történik –az osztott automatizálási rendszernek köszönhetően az adatfeldolgozás is párhuzamos (kisebb reakcióidő, kisebb terheltség az egyes egységeken) –a fölérendelt rendszerek diagnosztizáló- és protokoll funkciókat vehetnek át az alrendszertől(tehermentesítés), vagy egészíthetik ki a felügyeleti mechanizmust. –a rendszer megbízhatósága nő azzal, hogy az egyes részek meghibásodásától függetlenül, a rendszer többi egysége továbbra is üzemkész állapotban marad. A decentralizált struktúrának eredményképpen viszont a kommunikációs szinten egy jelentős teljesítménynövekedés jelentkezik.
 részvevő eszközök(PLC-k, beavatkozók, motorok) határozzák meg, hanem a kezelő és megfigyelő berendezések, de mindenek előtt egy nagyteljesítményű kommunikációs hálózat. (Real-Time monitoring) Decentralizált rendszerek Decentralizált rendszerek A gyártás- és folyamatirányításban napjainkra jellemzően előtérbe kerülnek a decentralizált megoldások. Jelenti ez azt, hogy a komplex vezérlési feladatok kisebb, átláthatóbb részfeladatokra bontva, decentralizáltan kerülnek megoldásra. Az elosztott problémakezelés előnyei közül érdemes kiemelni, hogy: –az elkészült programkód mérete kisebb, ebből kifolyólag átláthatóbb is –az egyes modulok fejlesztése, tesztelése, üzembehelyezése egymástól függetlenül történik –az osztott automatizálási rendszernek köszönhetően az adatfeldolgozás is párhuzamos (kisebb reakcióidő, kisebb terheltség az egyes egységeken) –a fölérendelt rendszerek diagnosztizáló- és protokoll funkciókat vehetnek át az alrendszertől(tehermentesítés), vagy egészíthetik ki a felügyeleti mechanizmust. –a rendszer megbízhatósága nő azzal, hogy az egyes részek meghibásodásától függetlenül, a rendszer többi egysége továbbra is üzemkész állapotban marad. A decentralizált struktúrának eredményképpen viszont a kommunikációs szinten egy jelentős teljesítménynövekedés jelentkezik..")
4
PROFIBUS DP SIMOTION PROFIBUS DP SIMOTION a gyártásirányításban A PROFIBUS egy hibrid (token bus, master-slave) hozzáférési metodikát támogató kommunikációs hálózat, sodrott érpáras, optikai kábeles, és vezeték nélküli változatban. A PROFIBUS egy hibrid (token bus, master-slave) hozzáférési metodikát támogató kommunikációs hálózat, sodrott érpáras, optikai kábeles, és vezeték nélküli változatban. A nemzetközileg szabványosított terepi busz szabvány (IEC 61158) igen elterjedt felhasználási területtel a gyártás- és folyamatautomatizálás területén. A PROFIBUS-DP egy PROFIBUS-Kommunikációs-Profil. Optimált a gyors, időkritikus adatátvitelre a terepi rétegben, alacsony telepítési költség mellett. A PROFIBUS-DP egy PROFIBUS-Kommunikációs-Profil. Optimált a gyors, időkritikus adatátvitelre a terepi rétegben, alacsony telepítési költség mellett. A PROFIBUS egy Multi-Master System, ami automatizáló(pl. S7/D435)- mérnöki(pl.: Step7/SCOUT)- illetve vizualizáló(Protool/WinCC) rendszerek együttes működését teszi lehetővé decentralizált terepi berendezések hálózatán. A PROFIBUS egy Multi-Master System, ami automatizáló(pl. S7/D435)- mérnöki(pl.: Step7/SCOUT)- illetve vizualizáló(Protool/WinCC) rendszerek együttes működését teszi lehetővé decentralizált terepi berendezések hálózatán. Megkülönböztetünk Master- és Slave-berendezéseket: Master-egységek „irányítják” az adatforgalmat a hálózaton (irodalomban, mint „aktív” résztvevők is megtalálhatóak). Egy Master csak akkor küldhet üzenetet, ha nála a token (busz- hozzáférési-jog) A Master egységeket két osztályba sorolhatjuk: ♦ 1 Master osztályba tartoznak azok a központi automatizáló állomások (pl.: SIMATIC S7/SIMOTION), melyek egy meghatározott üzenetciklus alatt adatokat cserélnek a hálózatban található Slave egységekkel ♦ A 2 Master osztályba azok a berendezések tartoznak, melyeket programozási-, projektálási-, kezelő- illetve felügyeleti feladatokra alkalmaznak, valamint ebbe a csoportba tartoznak az üzembehelyezést-, illetve a rendszerfelügyeletet segítő berendezések is. Slave egységek mint például hajtások(motorok, frekvenciaváltók, ki-bemeneti egységek) buszhozzáférési jogosultságuk csak üzenetek nyugtázására, illetve egy Master által „feltett kérdésre” adott válaszra terjed ki. Slave egységeket az irodalom passzív egységként is említi.
 hozzáférési metodikát támogató kommunikációs hálózat, sodrott érpáras, optikai kábeles, és vezeték nélküli változatban. A nemzetközileg szabványosított terepi busz szabvány (IEC 61158) igen elterjedt felhasználási területtel a gyártás- és folyamatautomatizálás területén. A PROFIBUS-DP egy PROFIBUS-Kommunikációs-Profil. Optimált a gyors, időkritikus adatátvitelre a terepi rétegben, alacsony telepítési költség mellett. A PROFIBUS-DP egy PROFIBUS-Kommunikációs-Profil. Optimált a gyors, időkritikus adatátvitelre a terepi rétegben, alacsony telepítési költség mellett. A PROFIBUS egy Multi-Master System, ami automatizáló(pl. S7/D435)- mérnöki(pl.: Step7/SCOUT)- illetve vizualizáló(Protool/WinCC) rendszerek együttes működését teszi lehetővé decentralizált terepi berendezések hálózatán. A PROFIBUS egy Multi-Master System, ami automatizáló(pl. S7/D435)- mérnöki(pl.: Step7/SCOUT)- illetve vizualizáló(Protool/WinCC) rendszerek együttes működését teszi lehetővé decentralizált terepi berendezések hálózatán. Megkülönböztetünk Master- és Slave-berendezéseket: Master-egységek „irányítják az adatforgalmat a hálózaton (irodalomban, mint „aktív résztvevők is megtalálhatóak). Egy Master csak akkor küldhet üzenetet, ha nála a token (busz- hozzáférési-jog) A Master egységeket két osztályba sorolhatjuk: ♦ 1 Master osztályba tartoznak azok a központi automatizáló állomások (pl.: SIMATIC S7/SIMOTION), melyek egy meghatározott üzenetciklus alatt adatokat cserélnek a hálózatban található Slave egységekkel ♦ A 2 Master osztályba azok a berendezések tartoznak, melyeket programozási-, projektálási-, kezelő- illetve felügyeleti feladatokra alkalmaznak, valamint ebbe a csoportba tartoznak az üzembehelyezést-, illetve a rendszerfelügyeletet segítő berendezések is. Slave egységek mint például hajtások(motorok, frekvenciaváltók, ki-bemeneti egységek) buszhozzáférési jogosultságuk csak üzenetek nyugtázására, illetve egy Master által „feltett kérdésre adott válaszra terjed ki. Slave egységeket az irodalom passzív egységként is említi..")
5
PROFIBUS DP SIMOTION PROFIBUS DP SIMOTION a gyártásirányításban A decentralizált egységek közötti adatcsere túlnyomó részt a ciklikus (DP-V0) kommunikáció segítségével történik. A központi vezérlés(SIMOTION) ciklikusan kiolvassa a Slave-ből inputinformációit, és ciklikusan írja a outputinformációkat a Slave-nek. Továbbá ciklikus üzemben diagnosztikai funkciók is elérhetőek. Az alábbi ábra szemlélteti az adatprotokollt PROFIBUS DP esetében. Emellett lehetőség van paraméterek, mint például hiba-kódok, „warning”-ok, szabályzó- paraméterek, motoradatok kiolvasására is, melyekre normális esetben nem ciklikusan (azaz ütemesen) van szükség. Az ilyen nem ciklikus olvasást aciklilikus olvasásnak nevezi a német szakirodalom. Paraméterek aciklikus olvasása és írása a ciklikus üzem mellett is lehetőség van az úgynevezett DP-V1-szolgáltatás segítségével.
 ciklikusan kiolvassa a Slave-ből inputinformációit, és ciklikusan írja a outputinformációkat a Slave-nek. Továbbá ciklikus üzemben diagnosztikai funkciók is elérhetőek. Az alábbi ábra szemlélteti az adatprotokollt PROFIBUS DP esetében. Emellett lehetőség van paraméterek, mint például hiba-kódok, „warning -ok, szabályzó- paraméterek, motoradatok kiolvasására is, melyekre normális esetben nem ciklikusan (azaz ütemesen) van szükség. Az ilyen nem ciklikus olvasást aciklilikus olvasásnak nevezi a német szakirodalom. Paraméterek aciklikus olvasása és írása a ciklikus üzem mellett is lehetőség van az úgynevezett DP-V1-szolgáltatás segítségével..")
6
PROFINET SIMOTION PROFINET SIMOTION a gyártásirányításban PROFINET technológia a Standard Industrial Ethernet szabványon alapszik, mely lehetővé teszi az automatizálásban résztvevő összes berendezés láthassa egymást Függetlenül attól, hogy a PROFINET nem Master/Slave-rendszerű, megteremti az automatizálásban elvárt szolgáltatásokat a PROFINET IO, és a PROFINET CBA segítségével: - PROFINET IO használata lehetővé teszi decentralizált terepi berendezések (pl.: digitális- analóg jelfeldolgozó egységek), hajtások (motorok, frekvenciaváltók) direkt industrial ethernet-re kapcsolását - PROFINET IO használata lehetővé teszi decentralizált terepi berendezések (pl.: digitális- analóg jelfeldolgozó egységek), hajtások (motorok, frekvenciaváltók) direkt industrial ethernet-re kapcsolását - PROFINET CBA (Component Based Automation) támogatja a moduláris gépek koncepciót. Az automatizálási rendszert „atomonként” definiálják, ahol ezen egységek egymással összekapcsolva alkotják az rendszert - PROFINET CBA (Component Based Automation) támogatja a moduláris gépek koncepciót. Az automatizálási rendszert „atomonként” definiálják, ahol ezen egységek egymással összekapcsolva alkotják az rendszert PROFINET egy valós idejű kommunikációs szolgáltatás, mely egyidejűleg teszi lehetővé az automatizáló-, és az IT-kommunikációs folyamatokat.
 támogatja a moduláris gépek koncepciót. Az automatizálási rendszert „atomonként definiálják, ahol ezen egységek egymással összekapcsolva alkotják az rendszert PROFINET egy valós idejű kommunikációs szolgáltatás, mely egyidejűleg teszi lehetővé az automatizáló-, és az IT-kommunikációs folyamatokat..")
7
PROFINET IO SIMOTION PROFINET IO SIMOTION a gyártásirányításban A gépgyártásban jól felismerhető trend a többszörösen decentralizált rendszerek, és mechatronikai megoldások megjelenése. Ennek következményeként jelentősen növekszik a hálózati kommunikáció sebességigénye is. Több motor, kisebb reakcióidő, valamint IT-technológiák megjelenése is felismerhetően növekszik. PROFINET IO egyesíti a PROFIBUS DP és az Ethernet technológiát. Míg PROFIBUS hálózatokra jellemzően egy időben csak egy résztvevő tud a buszhoz hozzáférni (Halbduplex-Betrieb), addig a PROFINET IO esetében switching technológia került alkalmazásra, mely lehetővé teszi, hogy minden résztvevő bármikor a buszhoz férjen. Az egyidejű küldés-fogadás(fullduplex-mode) a PROFINET IO alapköve 100MBit/s sávszélességen. A PROFINET IO fejlesztése során különös figyelmet kapott, hogy a már megszerzett Programier- Know—how (PROFIBUS DP) változatlanul felhasználható legyen.
, addig a PROFINET IO esetében switching technológia került alkalmazásra, mely lehetővé teszi, hogy minden résztvevő bármikor a buszhoz férjen. Az egyidejű küldés-fogadás(fullduplex-mode) a PROFINET IO alapköve 100MBit/s sávszélességen. A PROFINET IO fejlesztése során különös figyelmet kapott, hogy a már megszerzett Programier- Know—how (PROFIBUS DP) változatlanul felhasználható legyen..")
8
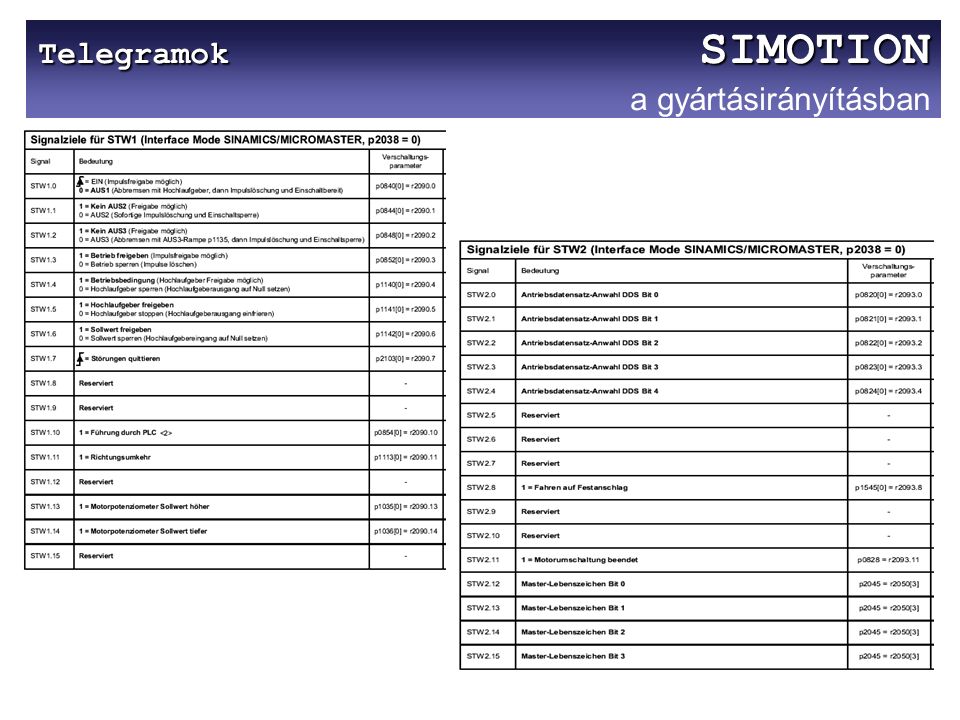
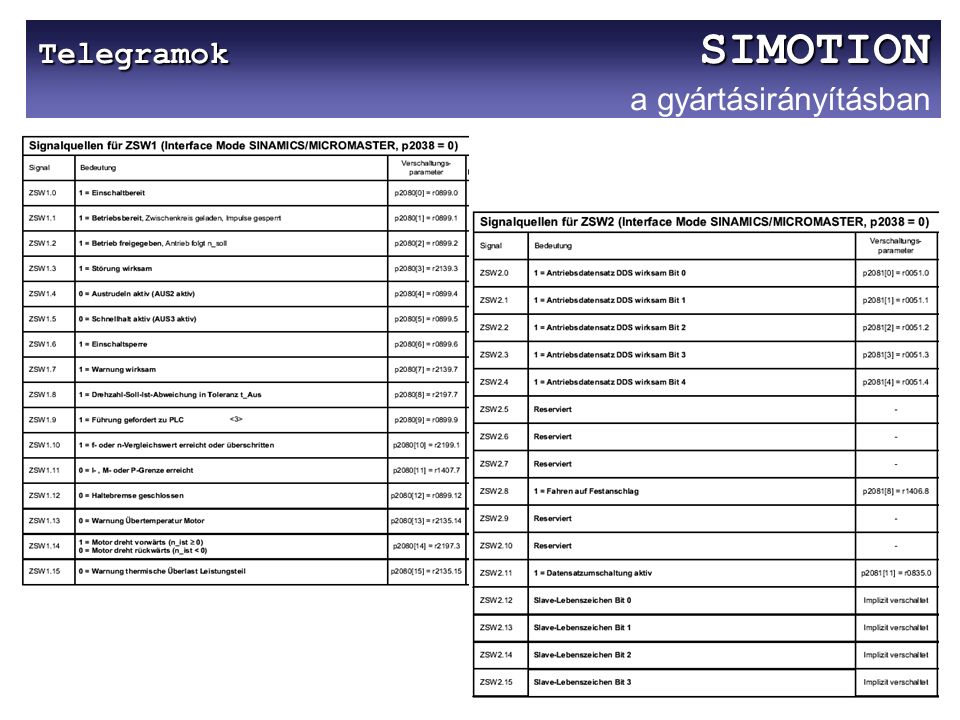
Telegramok SIMOTION Telegramok SIMOTION a gyártásirányításban

11
A szabályzókör SIMOTION A szabályzókör SIMOTION a gyártásirányításban A pozíció szabályzó kap egy alapjelet(Sollwert) "a programból", menjen „A”-ból „B”-be egy meghatározott pozíció profil alapján. A jeladó segítségével számolt aktuális pozícióból meghatározható, hogy pl. nem megy a motor, s így nem fogja elérni „B” célpozíciót, s ezért megemeli a kimenetét. A kimenete a fordulatszám szabályozó bemenete, azaz így meg lett emelve a fordulatszám alapjel. A fordulatszám szabályozó „látja” (szintén a jeladó vissza- jelzéséből), hogy a motornak forognia kellene, s mivel az nem forog, elkezdi növelni a kimenetét. A kimenetére pedig az áram szabályozó van kapcsolva. Azaz emelkedik az áram (nyomaték) alapjel, de a szabályozó érzékeli, hogy a kimeneteken nem folyik áram. Így elkezdi növelni a kimenetét. Azt pedig már a motorról alkotott belső modellen keresztül a teljesítménytranzisztorok kapják meg, azok a megfelelő fázisban elkezdenek kapcsolgatni (PWM - pulzusszélesség moduláció) és megindul az áram, elkezd forogni a motor. Ez az ún. háromhurkos kaszkádszabályozás.
, hogy a motornak forognia kellene, s mivel az nem forog, elkezdi növelni a kimenetét. A kimenetére pedig az áram szabályozó van kapcsolva. Azaz emelkedik az áram (nyomaték) alapjel, de a szabályozó érzékeli, hogy a kimeneteken nem folyik áram. Így elkezdi növelni a kimenetét. Azt pedig már a motorról alkotott belső modellen keresztül a teljesítménytranzisztorok kapják meg, azok a megfelelő fázisban elkezdenek kapcsolgatni (PWM - pulzusszélesség moduláció) és megindul az áram, elkezd forogni a motor. Ez az ún. háromhurkos kaszkádszabályozás..")
12
Fordulatszám-szabályzás SIMOTION Fordulatszám-szabályzás SIMOTION a gyártásirányításban Bizonyos technológiák esetén elegendő a motor fordulatszám-szabályozott hajtása, amely során a frekvenciaváltóban elhelyezett fordulatszám-szabályozó pl. analóg bemeneten, vagy buszon keresztül kapja a technológia által meghatározott ún. alapjelet(sollwert). A teljes fordulatszám-szabályzás azonban a a drive-ban megy végbe! Tipikusan a drive-hajtások működnek ezen az elven (Levegőztetők, pumpák).
. A teljes fordulatszám-szabályzás azonban a a drive-ban megy végbe. Tipikusan a drive-hajtások működnek ezen az elven (Levegőztetők, pumpák)..")
13
Technológia funkció SIMOTION Technológia funkció SIMOTION a gyártásirányításban Ebben az esetben a teljes folyamatot, több apróbb részfolyamatra osztják fel, és ezeket a hajtásokra osztják. Így az automatizáló folyamat már nem egy központi „automatizáló- funkcióval” valósul meg, hanem elosztva a hajtásszabályzó(pl.: SINAMICS). Az elosztásnak feltétele, hogy a kommunikáció minden irányba lehetséges legyen, azaz a technológiai funkció, és a hajtásszabályzó között. Konkrét alkalmazások például a Tekercselő.
. Az elosztásnak feltétele, hogy a kommunikáció minden irányba lehetséges legyen, azaz a technológiai funkció, és a hajtásszabályzó között. Konkrét alkalmazások például a Tekercselő..")
14
Pozíciómotor SIMOTION Pozíciómotor SIMOTION a gyártásirányításban Ebben az esetben a hajtás egy kiegészítő pozícióértéket kap, így a hajtás, mint egy autonóm egyszerű-pozícionáló hajtás viselkedik, míg a fölérendelt technológiai folyamat a vezérlésben fut. Ehhez a megoldásnak a kihasználásához optimális lehetőséget biztosítanak ROFIBUS/PROFINET hálózatok. A pozícionálást alkalmazó megoldások igen széles körben terjedtek el, pl. egy üveg záró fedelének fel- és letekerése, egy kés egy pozícióba állítása.

15
Központi mozgásvezérlés SIMOTION Központi mozgásvezérlés SIMOTION a gyártásirányításban Ez az alkalmazásosztály definiál egy „elvárt(alapjel)-fordulatszám-interfészt”, a hajtásban futó fordulatszám-szabályóval, és a vezérlésben futó pozíció-szabályzóval(Lageregeler). Ennek eredményeképpen robotok, gépgyártógépek, több tengelyű koordinált mozgásra képesek A mozgásvezérlés túlnyomó részben egy központi CNC-ben valósul meg. A hajtásban futó fordulatszám-szabályzónak, és a vezérlésben futó pozíció-szabályzónak órajel(takt)szinkronben kell működnie, amit a PROFIBUS DP és a PROFINET IO az IRT-vel valósít meg
szinkronben kell működnie, amit a PROFIBUS DP és a PROFINET IO az IRT-vel valósít meg.")
16
Dinamic Servo Control SIMOTION Dinamic Servo Control SIMOTION a gyártásirányításban A DSC egy szabadalom, mely lehetőséget nyújt a pozíció-aktuális-érték(Lageistwert) kiértékelésének a gyors órajelű fordulatszámszabályzóban, direkt a hajtásban, ezzel csökkentve a szabályzás holtidejét. Az pozícióalapjel(Lagesollwert) a fölérendelt vezérlőtől (pl.: SIMOTION) a órajelszinkron(Taktsynchron) PROFIBUS-on ez előredefiniált PROFIdrive-telegramok segítségével (6. oldal) jut le a hajtásba. Ennek az opciónak a használatához a Standardtelegramm 5 und 6, illetve SIEMENS-Telegramm 105, 106,116 (de nem Telegrammtyp 1 és 999) a javasolt.
 a fölérendelt vezérlőtől (pl.: SIMOTION) a órajelszinkron(Taktsynchron) PROFIBUS-on ez előredefiniált PROFIdrive-telegramok segítségével (6. oldal) jut le a hajtásba. Ennek az opciónak a használatához a Standardtelegramm 5 und 6, illetve SIEMENS-Telegramm 105, 106,116 (de nem Telegrammtyp 1 és 999) a javasolt..")
Hasonló előadás
>")

 Budapest>")
















