Forrasztás
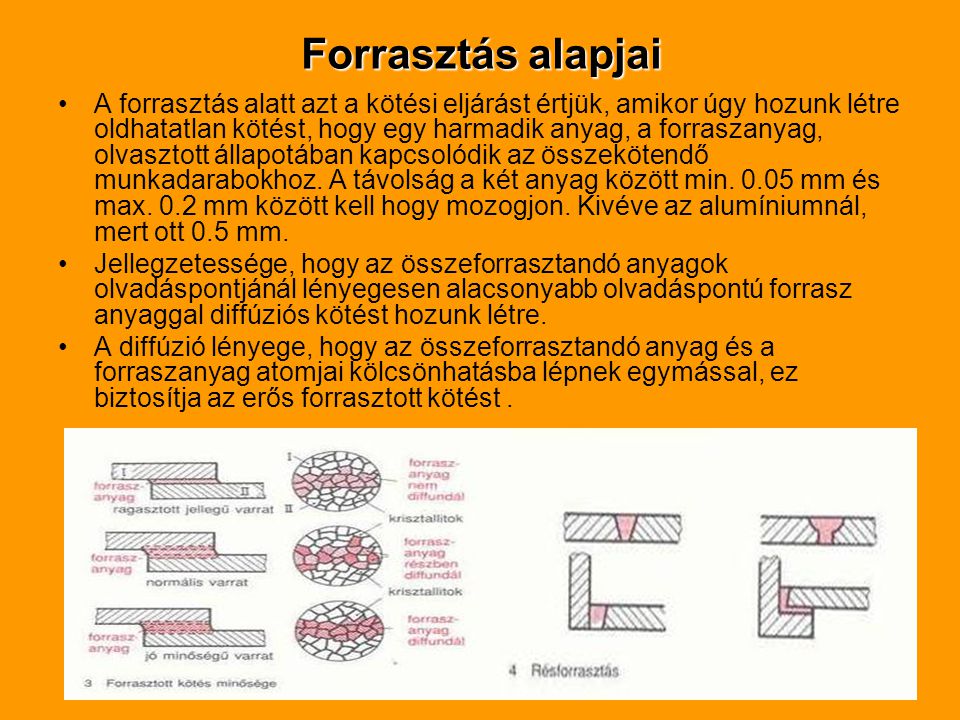
Forrasztás alapjai A forrasztás alatt azt a kötési eljárást értjük, amikor úgy hozunk létre oldhatatlan kötést, hogy egy harmadik anyag, a forraszanyag, olvasztott állapotában kapcsolódik az összekötendő munkadarabokhoz. A távolság a két anyag között min. 0.05 mm és max. 0.2 mm között kell hogy mozogjon. Kivéve az alumíniumnál, mert ott 0.5 mm. Jellegzetessége, hogy az összeforrasztandó anyagok olvadáspontjánál lényegesen alacsonyabb olvadáspontú forrasz anyaggal diffúziós kötést hozunk létre. A diffúzió lényege, hogy az összeforrasztandó anyag és a forraszanyag atomjai kölcsönhatásba lépnek egymással, ez biztosítja az erős forrasztott kötést .
A hegesztéssel ellentétben az alapanyagok megolvadása nélkül lehet létrehozni a kapcsolatot. Éppen ebből adódik az előnye: a készremunkált alkatrészek lényeges alakváltozás nélkül köthetők össze. További előnye, hogy kisméretű tömegcikkek forrasztása könnyen gépesíthető, automatizálható.
A forrasztás mindig egy, az alapanyagtól különböző, kisebb olvadáspontú anyaggal – forraszanyaggal – történik. Igen jól forrasztható valamilyen fémmel egy alapanyag akkor, ha a forraszanyag és az alapfém a forrasztás hőmérsékletén oldják egymást. Például a réz az ezüstöt oldja, így a réz ezüsttel jól forrasztható. Ezzel szemben sem az ezüst a vasat, sem a vas az ezüstöt nem oldja, a vas az ezüsttel mégis jól forrasztható. A forrasztáshoz a forraszanyagokon kívül hőforrás is szükséges.
Forrasztáskor a szilárd állapotban maradó fém felülete tiszta kell legyen, a forraszanyagnak nem szabad olyan nem fémes szennyezéseket tartalmazni, amelyek a fémes kötést akadályoznák. Az olyan fém, amely könnyen oxidálódik, és felületén stabil oxidhártya keletkezik, forraszanyagnak csak kivételes esetben alkalmas. A forrasztás másik fontos követelménye, hogy a forraszanyag jól nedvesítse a forrasztandó felületet. Ez alatt azt kell érteni, hogy a forraszanyagnak jelentősebb túlhevítés nélkül könnyen szét kell terülni az alapfém felületén.
Forraszfajták Lágyforraszok Keményforraszokat. A forrasztás céljaira sokféle fém használható, alapvető követelmény azonban, hogy a forraszanyag az alapanyagnál kisebb olvadáspontú legyen. Mivel a vas a technikailag legjobban elterjedt fém, a forraszanyagokat a vas szempontjából szokás csoportosítani. Ebből a szempontból megkülönböztetnek: Lágyforraszok Keményforraszokat.
LÁGYFORRASZOK alacsony az olvadáspontjuk ( 450 C° alatt) általában a forrasz anyaga függ a felhasználási területtől: Ólom-ón : bádogosok, karosszérialakatosok Ón-ólom : villamos forrasztások Különlegesek : finommechanikai, hűtés-és fűtéstechnika Alumíniumhoz KEMÉNYFORRASZOK Nehézfémek forrasztásához használják Magas az olvadáspont, nagy hőmérséklet kell a bedolgozáshoz 450 C° felett
FOLYASZTÓSZEREK Olyan nemfémes anyagok, melyek a forrasztandó fém felületén található oxidréteg eltávolítására és újraképződését megakadályozzák. Különböző anyagokat, különböző típusú forrasztásokkor. Általában nehézfémeknél. Pl.: lágy- vagy keményforrasztáshoz forrasztóvíz, forrasztózsír, forrasztóolaj, bórvegyületek
FORRASZTÁSI ELJÁRÁSOK Forrasztópáka A felület megfelelő tisztítása után, a megfelelő hőmérsékletűre hevített pákát a folyasztószeres és forraszanyaggal előkészített forrasztandó területre nyomjuk úgy, hogy közben szorítás alatt tartjuk a munkadarabot, hogy a megfelelő hézag tartható legyen.
A pákát minden munka előtt szalmiáksóval kell bedörzsölni,hogy az oxidréteget eltávolítva, a forrasztást védjük a korródálástól.
Lángforrasztás Lényege, hogy a munkadarabot melegítjük és a forraszanyag a helyére „folyik”. A láng nem melegítheti közvetlenül a forraszt! Az eljárás nem különbözik a pákás bedolgozástól.
Példák
Példák