Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
A nikkel és ötvözeteinek hegesztése
CLOOS-ÓE szimpózium ÓE BGK, március 27 Érsek László EWE

2
Előfordulás, jelentőség
viszonylag ritkán előforduló elem (a vas 600x koncentrációban) az egyik legfontosabb ipari fém nem csak ötvözőként (pl. CrNi-acélok) de önállóan is (Ni-bázisú ötvözetek, galva-nikus bevonatok, akkumulátorok) az ún. alakemlékező fémek egyik „alap-anyaga”
 az egyik legfontosabb ipari fém nem csak ötvözőként (pl. CrNi-acélok) de önállóan is (Ni-bázisú ötvözetek, galva-nikus bevonatok, akkumulátorok) az ún. alakemlékező fémek egyik „alap-anyaga")
3
Alakemlékező ötvözetek
Az alakemlékező ötvözetek a fémes anyagoknak az a csoportja, amelyek képesek egy előzetesen definiált alakot ismételten felvenni megfelelő hőfolyamatok hatására. Több fajta alakemlékező ötvözet létezik pl.: Ni-Ti, Cu-Zn-Al és Cu-Al-Ni.

4
A felhasználás arányai

5
Az ötvözetlen vas, ill. a nikkel főbb fizikai jellemzői
Mérték- egység Vas Nikkel Atomszám - 26 28 Kristályrács típusa tkk ferrit (α) lkk ausztenit (γ) tkk köbös ferrit (δ) lkk Sűrűség ρ kg/m3 7870 8902 Olvadáspont Tolv oC 1538 1453 Hővezetési tényező λ W/m·K 76 82,9 Hőtágulási együttható α 10-6 1/K 11,7 13,3 Fajhő cp kJ/(Kg·K) 0,46 0,471 Fajlagos ellenállás mΩ·m 15 68 Mágneses permeabilitás H/m 0,32 0,124
 lkk ausztenit (γ) tkk köbös ferrit (δ) lkk. Sűrűség. ρ. kg/m Olvadáspont. Tolv. oC Hővezetési tényező. λ. W/m·K ,9. Hőtágulási együttható. α /K. 11,7. 13,3. Fajhő. cp. kJ/(Kg·K) 0,46. 0,471. Fajlagos ellenállás. mΩ·m Mágneses permeabilitás. H/m. 0,32. 0,124.")
6
Az ötvözetlen vas, ill. a nikkel főbb mechanikai jellemzői
Mérték- egység Vas Nikkel Szakítószilárdság Rm MPa 350…500 350…520 Rugalmassági modulus E 20,8 20,7 Folyáshatár ReH 140 60 Szakadási nyúlás* A % 30 45 Keménység* HB - 160…200 70…120 *normalizált állapotban

7
Néhány megjegyzés Sok hasonlóság, de számos – esetenként jelentős – eltérés is. A hőtágulási együtthatók között csak kicsi a különbség előnyös a plattírozásnál A nikkelnek nincs allotróp módosulata (lkk) jó alakíthatóság, alkalmazhatóság (erősen) negatív hőmérsékleteken is Villamos ellenállása több mint 4-szerese a vasénak villamos fűtőelemek anyaga
 jó alakíthatóság, alkalmazhatóság (erősen) negatív hőmérsékleteken is. Villamos ellenállása több mint 4-szerese a vasénak villamos fűtőelemek anyaga.")
8
Élettani hatások A nikkel és vegyületei mérgezőek. A bőr és a légutak nyálkahártyájának gyulladását váltják ki, mivel erős izgató és szenzibilizáló hatásuk van. Humán rákkeltőkként tartják számon. A hegesztés szempontjából a füstképződés a legveszélyesebb a keletkező Ni-oxidok révén.

9
A Ni-oxidok keletkezése
A NiO, NiO2, Ni2O3 összetételű oxidok CrNi-acélok, valamint Ni, ill. Ni-bázisú ötvözetek feldolgozásakor az alábbi technológiáknál keletkezhetnek: - hegesztés (különösen a MIG-eljárás) - fémszórás - plazmavágás A 67/548 EGK irányelv, valamint a TRGS 905 alapján valamennyi oxid a legmagasabb, az 1. kategóriába tartozik. A megengedett érték mindegyik oxidra, ill. eljárásra: 0,5 mg/m3.
 - fémszórás - plazmavágás. A 67/548 EGK irányelv, valamint a TRGS 905 alapján valamennyi oxid a legmagasabb, az 1. kategóriába tartozik. A megengedett érték mindegyik oxidra, ill. eljárásra: 0,5 mg/m3.")
10
A Ni-ötvözetek felosztása
vegyi összetétel alapján (ötvözetcsoportok, pl. Ni-Cu, Ni-Cr, Ni-Cr-Mo) a szilárdságnövelő mechanizmus szerint (szilárd oldatot alkotó, kiválással keményedő ötvözetek) gyártók, márkanevek alapján (Inconel, Hastelloy, Haynes, Nimonic stb.)
 a szilárdságnövelő mechanizmus szerint (szilárd oldatot alkotó, kiválással keményedő ötvözetek) gyártók, márkanevek alapján (Inconel, Hastelloy, Haynes, Nimonic stb.)")
11
Ipari Ni-ötvözetek A Ni számos fémmel képez két- vagy többalkotós ötvözeteket. Közülük az alábbiaknak van ipari jelentősége: - Ni-Fe, - Ni-Cu, - Ni-Cr, - Ni-Mo - Ni-Cr-Mo A továbbiakban csak a témánk szempontjából legfontosabb ötvözetcsoporttal foglalkozunk.

12
NiCrMo-ötvözetek A Ni-bázisú, fő ötvözőkként Cr-ot és Mo-t tartalmazó korrózióálló anyagokat mind oxidá-ló, mind redukáló korróziós közegekkel szemben ott alkalmazzák, ahol a CrNi-acélok ellenállósága már nem elég. Ezen acélokhoz hasonlóan savas elektrolit-oldatokban stabil passziváló rétegek alakulnak ki, amelyek elsősorban Cr- és kisebb arányban Mo-oxidokból állnak.

13
NiCrMo-ötvözetek A három-, ill. többalkotós ötvözetek Cr-tartalma 15…24%, a Mo-tartalma 3…18%. Néhány ötvözet még további elemeket, úgymint Fe, Al, Ti és Nb is tartalmazhat. A szokásos Fe-tartalom 1,5…30%. Ezen ötvözetcsoport legismertebb tagjai: NiMo16Cr16Ti (Alloy C-4), NiMo16Cr15W (Alloy C-276) és NiCr23Mo16Al (Alloy 59).
, NiMo16Cr15W (Alloy C-276) és NiCr23Mo16Al (Alloy 59).")
14
Gyakorlati alkalmazások
Füstgáz kéntelenítés → esettanulmány Hulladékégetés Ipari hőkezelő kemencék gyártása

15
Füstgáz kéntelenítés Definíció: Eljárás kénvegyületek (elsősorban SO2 és SO3) eltávolítására erőművek (esetleg hulladékégetők) kibocsátott füstgázaiból. A nemzetközi szakirodalomban elterjedt elnevezések, ill. rövidítések a folyamatra, ill. magára a berendezésre: - Flue Gas Desulfurization = FGD - Rauchgasentschwefelungsanlage = REA - füstgázkéntelenítő berendezés = ?
 eltávolítására erőművek (esetleg hulladékégetők) kibocsátott füstgázaiból. A nemzetközi szakirodalomban elterjedt elnevezések, ill. rövidítések a folyamatra, ill. magára a berendezésre: - Flue Gas Desulfurization = FGD - Rauchgasentschwefelungsanlage = REA - füstgázkéntelenítő berendezés =")
16
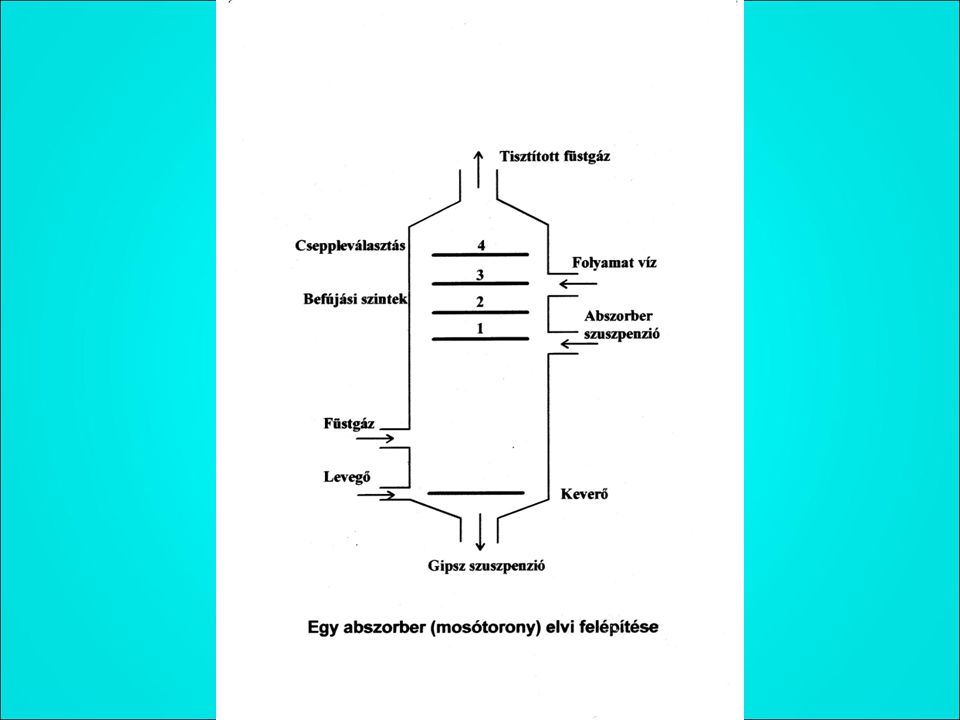
Füstgáz kéntelenítő berendezések
Feladatuk a hagyományos – fosszilis tüzelő-anyaggal – dolgozó erőművekben az égés során keletkező kén-dioxidnak valamilyen vegyi folyamattal történő megkötése és lehetőség szerint valamilyen értékesíthető végtermékké való átalakítása.

17
Módszerek Több mint 100 módszer (eljárásváltozat) ismert: - additív - száraz/félszáraz - nedves Legegyszerűbbek az additív módszerek. Legelterjedtebbek a nedves eljárások.

18
Nedves eljárások A mész/mészkő reagenst alkalmazó KRC-(Knauf-Research-Cottrell)-, ill. a Bischoff-eljárás a legelterjedtebb, melyek során végtermékként gipsz képződik. A keletkező gipsz mennyisége olyan nagy, hogy pl. meghaladja a NSZK szükségletét, így egyre terjedtek a más végterméket nyújtó eljárások, mint pl. a Wellman-Lord eljárás (pl. kénsav) vagy a Walther-eljárás (ammóniák).
-, ill. a Bischoff-eljárás a legelterjedtebb, melyek során végtermékként gipsz képződik. A keletkező gipsz mennyisége olyan nagy, hogy pl. meghaladja a NSZK szükségletét, így egyre terjedtek a más végterméket nyújtó eljárások, mint pl. a Wellman-Lord eljárás (pl. kénsav) vagy a Walther-eljárás (ammóniák).")
19
Gipszhegyek az eljárás melléktermékeként

20
Az alkalmazott módszer
A Mátrai Erőműben, Visontán is a legelterjedtebb és bevált KRC-eljárás került alkalmazásra. Ennek lényege, hogy mésztejet fúvatnak be, melynek hatására a kb. 120 oC-os füstgázok lehűlnek. A kén-dioxid a füstgázból ennek során a mésztejjel kálcium-szulfáttá alakul, ami a mosó zsompjába süllyed. Ennek során egy gipsz-szuszpenzió keletkezik, ami folyamatosan eltávolítható, majd tiszta gipsszé alakítható és tárolható. A befúvatási folyamat során megtörténik a kloridok, ill. fluoridok megkötése is.

21
A lejátszódó kémiai reakciók
SO2 + ½ O2 + H2O + CaCO3 → CaSO4 ×H2O + CO2 2HCl + CaCO3 → CaCl2 + H2O + CO2 2HF + CaCO3 → CaF2 + H2O + CO2 Az egyes komponensek gáz, folyékony, ill. szilárd állapotban lehetnek; a reakciók azonban csak a nedves (folyékony) fázisban történnek.
 fázisban történnek.")
23
… és a valóságban (szerelés közben)
")
24
Napjainkban üzem közben

25
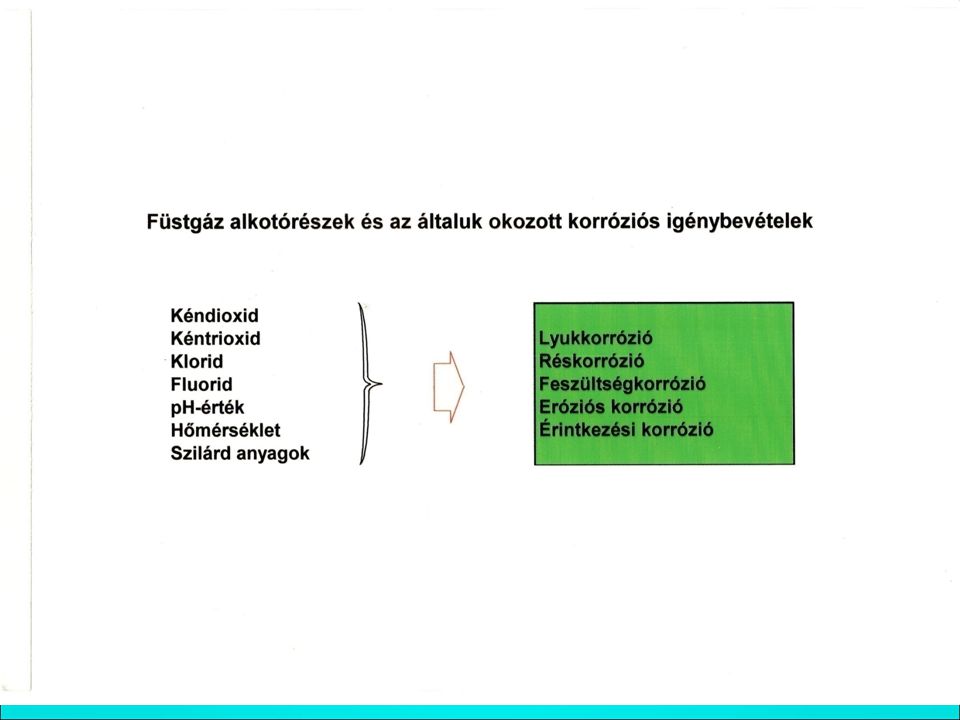
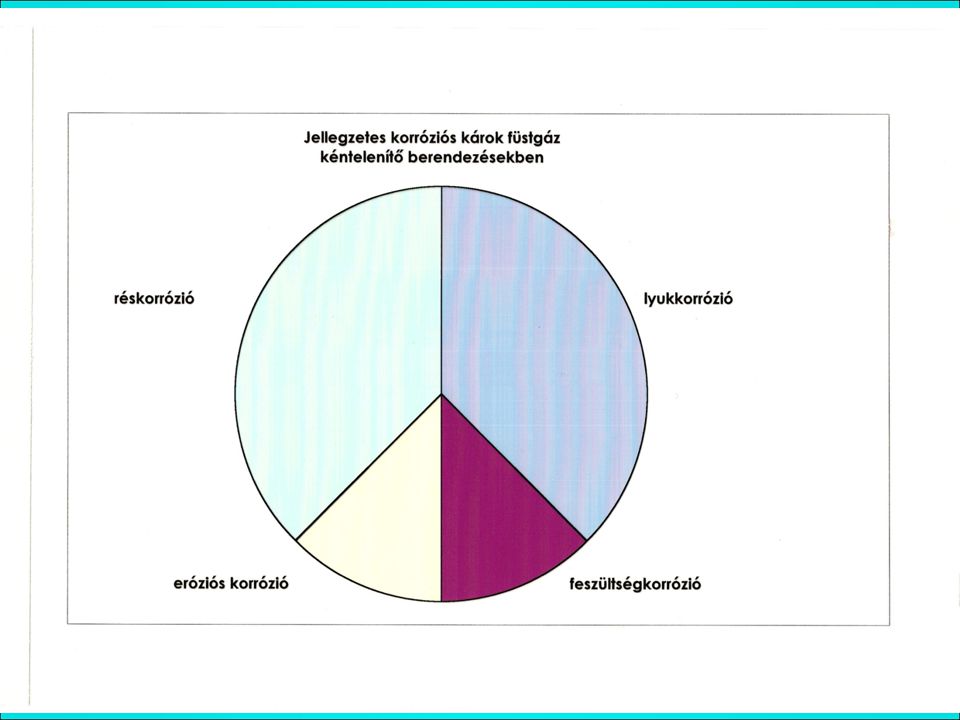
Korróziófajták Vegyi folyamatoknál különböző korróziófajták léphetnek fel: - általános, azaz egyenletes koptató korrózió - kristályközi korrózió - lyukkorrózió - réskorrózió - feszültségkorrózió - eróziós korrózió

28
Anyagválasztás A mosótornyokban eltérő korróziós igénybevételű területek vannak, így azokat ennek megfelelően különböző korrózióállóságú anyagokból lehet készíteni, ill. ezen anyagokkal bélelni. Az igénybevételek – melyek közül a korrózió a meghatározó – három csoportba oszthatók: erős, kö-zepes és gyenge. Ennek megfelelően ún. anyag-választási koncepciók alakultak ki mind az USA-ban, mind Németországban a mosótornyok egyes szerkezeti elemeihez ajánlott anyagokra.

29
Lehetséges anyagok A technológiai folyamat szerkezeti, ill. bélelő anyagai lehetnek: - erősen ötvözött acélok - Ni-bázisú ötvözetek - gumik - kerámiák - polimerek (műanyagok) Alkalmazásuk elsősorban a kémiai reakciók intenzitásától függ.
 Alkalmazásuk elsősorban a kémiai reakciók intenzitásától függ.")
30
Igénybevételek - anyagok
A legnagyobb korróziós igénybevétel a füstgáz belépő csonkoknál, ill. a szóró szinteknél van. Így ezen szerkezeti elemeknél a más anyagokkal szerzett kedvezőtlen tapasztalatok alapján csak a Ni-bázisú ötvözetek alkalmazhatók. A közepes és kis korróziós igénybevételű elemeknél erősen ötvözött korrózióálló acélok, ill. organikus és/vagy szintetikus anyagok is szóba jöhetnek (pl. kerámiák a zsomp falazatánál, gumi a fenéknél).
.")
31
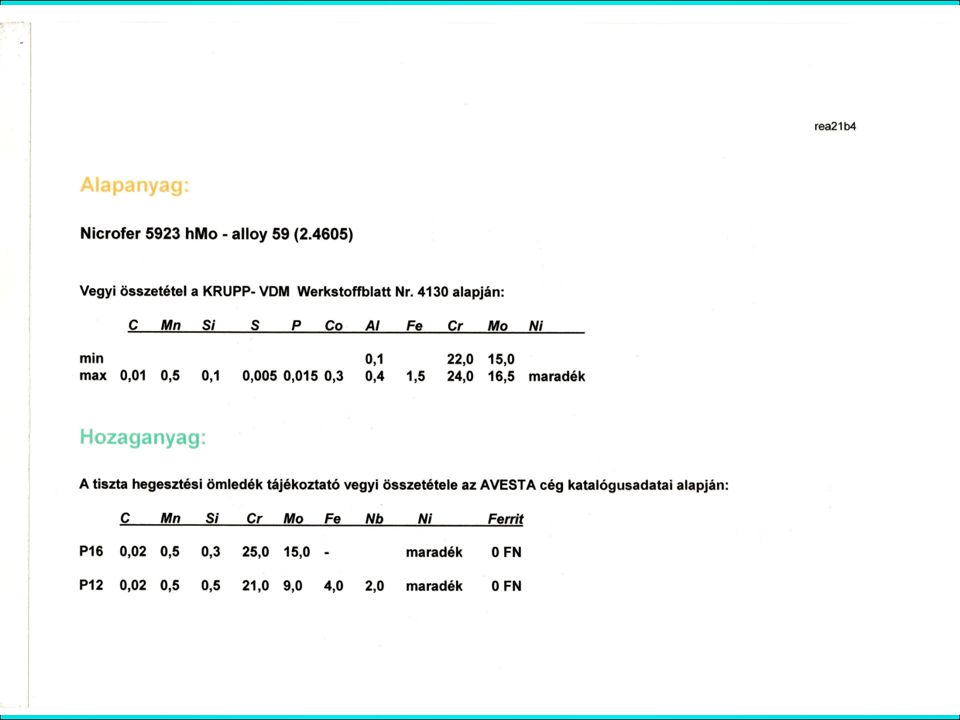
A választott anyag A laboratóriumi, félüzemi kísérletek, valamint a több évtizedes tényleges üzemeltetési tapasz-talatok alapján a legnagyobb korróziós igény-bevételre csak a Ni-bázisú ötvözetek jöhetnek szóba, azok közül is kiemelkedően az Alloy 59 (W-Nr.: ) Nicrofer 5923 hMo ötvözet (gyártó: KRUPP VDM; később Thyssen krupp VDM, jelenleg Outokumpu VDM)
 Nicrofer 5923 hMo ötvözet (gyártó: KRUPP VDM; később Thyssen- krupp VDM, jelenleg Outokumpu VDM)")
32
A fejlesztés állomásai
A Ni-ötvözetek C-sorozatába tartozik. Az első C-típusú ötvözetet – savas (pH < 7) és oxidáló közegekben való alkalmazásra – az 1930-as években fejlesztették ki. A fejlesztő munka jelentősebb állomásai: Alloy C-276 (60-as évek); Alloy C4 (70-es évek); Alloy C22 (90-es évek). E tevékenység azóta sem állt meg (Alloy C-2000).
 és oxidáló közegekben való alkalmazásra – az 1930-as években fejlesztették ki. A fejlesztő munka jelentősebb állomásai: Alloy C-276 (60-as évek); Alloy C4 (70-es évek); Alloy C22 (90-es évek). E tevékenység azóta sem állt meg (Alloy C-2000).")
33
Újabb fejlesztések Az ötvözetet a gyártó szabadalmaztatta, így a konkurencia kénytelen volt ettől kissé eltérő ötvözetekkel megjelenni (Haynes: Alloy C-2000, Special Metals: Alloy 686). (A szabadalmi oltalom a közelmúltban lejárt.) Az Alloy 59 az olaj- és gáziparban kiadható legmagasabb besorolással – ISO / NACE MR osztály – rendelkezik.
. (A szabadalmi oltalom a közelmúltban lejárt.) Az Alloy 59 az olaj- és gáziparban kiadható legmagasabb besorolással – ISO / NACE MR osztály – rendelkezik.")
34
Vizsgálati módszerek A beépíthető anyagok alkalmasságának vizsgálatára többféle vizsgálati módszer is létezik. Közös jellemzőjük, hogy bár eredményeik közvetlenül nem vihetők át a gyakorlatba, azonban lehetővé tesznek egy egyértelmű differenciálást – rangsorolást – a vizsgált anyagok között.

35
Az anyagokkal szembeni követelmények
Első helyen az extrém korróziós viszonyoknak való megfelelés (kiemelkedő korrózióállóság), másodikként a jó termikus stabilitás említendő. A mechanikai tulajdonságok nem játszanak meghatározó szerepet.
, másodikként a jó termikus stabilitás említendő. A mechanikai tulajdonságok nem játszanak meghatározó szerepet.")
36
A leginkább alkalmazott módszerek
A lyuk-, ill. réskorróziós hajlam vizsgálatára: az ASTM G48, különböző összetételű és koncent-rációjú vizsgálóközegekkel, köztük a „green death”, „grüner Tod” („zöld halál”) elnevezésűvel A kristályközi- vagy szemcsehatár menti korróziós hajlam vizsgálatára: az ASTM G28, a Strauss-teszt a DIN 50914, ill. a SEP 1877 alapján (újabban az EN ISO 3651, ill. 9400)
 elnevezésűvel. A kristályközi- vagy szemcsehatár menti korróziós hajlam vizsgálatára: az ASTM G28, a Strauss-teszt a DIN 50914, ill. a SEP 1877 alapján (újabban az EN ISO 3651, ill. 9400)")
37
ASTM G48 módszer Mivel a szokásos 10%-os FeCl3 oldat Ni-bázisú ötvözeteknél nem elég hatékony, ezért „erősebb” vizsgálati módszert kellett keresni. A vizsgáló közeg összetétele a „zöld halál” esetén: 7% H2SO4 + 3% HCl + 1% CuCl2 + 1% FeCl3 + 6H2O. Ez vegyi összetétele, kémhatása stb. alapján megfelelően modellezi a füstgáz-kéntelenítés során fellépő viszonyokat.

38
Facit A független laboratóriumok által elvégzett vizsgálatok eredményei egyértelműen alátámasztják, hogy korrózióállóság szem-pontjából a Nicrofer 3923 hMo - Alloy 59 (2.4605) a legalkalmasabb a füstgáz kéntelenítő berendezésekben való alkalmazásra.
 a legalkalmasabb a füstgáz kéntelenítő berendezésekben való alkalmazásra.")
39
A termikus stabilitás vizsgálata
A kiemelkedő korrózióállóság mellett a magasfokú termikus stabilitás is követelmény. Erről a hőkezelések során alkalmazott idő-hőmérséklet-átalakulás diagramokhoz hasonló idő-hőmérséklet-szenzibilitás diagramok nyújtanak információt.

40
Idő-hőmérséklet-szenzibilitás görbék

41
Idő-hőmérséklet-szenzibilitás görbék
A diagramok lényegében az adott anyag kristályközi korrózióra való hajlamát mutatják. A görbék orrpontjáig terjedő távolságok azt az időintervallumot adják meg, amikor a kiválási folyamat (az „érzékenyedés”, a korróziós tulajdonságok romlása) megkezdődik. Mértéke az 50 μm bemélyedéshez tartozó időtartam.
 megkezdődik. Mértéke az 50 μm bemélyedéshez tartozó időtartam.")
42
Idő-hőmérséklet-szenzibilitás görbék
Míg az Alloy 59-nél csak kb. 1,5 óra elteltével, a másik két (később kifejlesztett) ötvözetnél perc után megkezdődik a szenzibilizáció. A diagram továbbá azt is mutatja, hogy a korrózió-állóság fokozására irányuló törekvések a C-2000 és 686 típusoknál a szenzibilitási hajlam növekedését eredményezték.
 ötvözetnél perc után megkezdődik a szenzibilizáció. A diagram továbbá azt is mutatja, hogy a korrózió-állóság fokozására irányuló törekvések a C-2000 és 686 típusoknál a szenzibilitási hajlam növekedését eredményezték.")
44
Mechanikai tulajdonságok
Bár az erősen ötvözött acéloknál, valamint a Ni-bázisú ötvözeteknél általában nem a szilárdság az elsődleges szempont, az Alloy 59 főbb mechanikai jellemzői elérik, ill. meghaladják a szerkezetépítésben még ma is domináns S355 kategóriájú acélok hasonló jellemzőit (melegen hengerelt állapot, t 30 mm; zárójelben az S355 megfelelő értékei): Rp0,2 = 340 MPa; Rm = 690 MPa; A5 = 40% (ReH = 345 MPa; Rm = MPa; A5 = 22%)
: Rp0,2 = 340 MPa; Rm = 690 MPa; A5 = 40% (ReH = 345 MPa; Rm = MPa; A5 = 22%)")
45
Mechanikai tulajdonságok
Ütőmunka értékek (ISO V-bemetszésű próbatesteken): KV > 225 J oC-on; > 225 J oC-on (KV > 27 J + 20 oC-on; > 27 J oC-on) A zárójelben levő értékek egy S355JR, ill. egy S355J2 minőségű ötvözetlen szerkezeti acélra vonatkoznak.
: KV > 225 J + 20 oC-on; > 225 J oC-on (KV > 27 J + 20 oC-on; > 27 J - 20 oC-on) A zárójelben levő értékek egy S355JR, ill. egy S355J2 minőségű ötvözetlen szerkezeti acélra vonatkoznak.")
46
A hegesztés során figyelembe veendő szempontok
Élkialakítás Varratelőkészítés Tisztítás Szerszámok, gépek Segédeszközök Öltözet Munkahely Hegesztőeljárások Hegesztőanyagok Hegesztési paraméterek Ívgyújtás Utókezelés

47
Néhány kiemelt szempont
A Krupp VDM Werkstoffblatt Nr szerinti számos figyelembe veendő szempont közül csak néhányat kiemelve

48
Felülettisztítás Az alapanyag tisztításának a varratterületen (kétoldalról) és a hegesztési hozaganyagénak (pl. hegesztőpálca) acetonnal kell történnie. A széles körben elterjedt klórtartalmú tisztító-szerek - mint pl. a triklór-etilén ("tri"), perklór-etilén ("per") és széntetra-klorid ("tetra") használatát kerülni kell.
 és a hegesztési hozaganyagénak (pl. hegesztőpálca) acetonnal kell történnie. A széles körben elterjedt klórtartalmú tisztító-szerek - mint pl. a triklór-etilén ( tri ), perklór-etilén ( per ) és széntetra-klorid ( tetra ) használatát kerülni kell.")
49
Hegesztőeljárások A hegesztéshez gyakorlatilag az összes ömlesztő hegesztőeljárás alkalmazható: így a bevont elektródás kézi ívhegesztés, a TIG (AWI), a MIG, a plazmahegesztés, ill. ezek speciális változatai, pl. a meleghuzalos TIG-hegesztés, sőt a fedett ívű eljárás is.
, a MIG, a plazmahegesztés, ill. ezek speciális változatai, pl. a meleghuzalos TIG-hegesztés, sőt a fedett ívű eljárás is.")
50
A kevésbé ismert, ill. alkalmazott eljárásokról
A TIG-hegesztésnek számtalan előnye mellett van néhány hátránya is: ezek közül különösen a kis leolvadási teljesítmény és a kis hegesztési sebesség említhető. Ezek kiküszöbölésére fejlesztették ki a hideg-, ill. a meleghuzalos változatokat. (Utóbbira a hevített huzalos jelző is használatos.)
")
51
A meleghuzalos TIG-hegesztés elve

52
… és gyakorlata

53
A hegesztési technológia vizsgálata során

54
Az eljárásváltozat előnyei
nagy leolvadási teljesítmény nagy hegesztési sebesség kisebb kötéshiba-kialakulási veszély kiváló minőségű finoman pikkelyezett varrat alkalmasság erősen ötvözött acélok és különleges anyagok hegesztésére nincs fröcskölés keskenyebb hőhatásövezet, kisebb elhúzódás

55
Wallpapering Különleges technikának számít a szakiroda-lomban wallpaperingnek nevezett (német nyelvterületen Hemdauskleidung) és magyarra "tapétázás"-nak fordítható eljárás, amelyet az ötvözetlen acélból készült köpenyek bélelésére használnak (elsősorban a szanálások során). Több változata is ismert: mind ömlesztő-hegesztéssel, mind ponthegesztéssel felvihető a bélelés.
 és magyarra tapétázás -nak fordítható eljárás, amelyet az ötvözetlen acélból készült köpenyek bélelésére használnak (elsősorban a szanálások során). Több változata is ismert: mind ömlesztő-hegesztéssel, mind ponthegesztéssel felvihető a bélelés.")
56
Alkalmazási lehetőségek

57
Újabb fejlesztések A legújabb fejlesztési irányt a hibrid-technológiák jelentik. Az egyik ilyen lehetőség a YAG-lézer és a meleg-huzalos TIG-eljárás együttes alkalmazása (TU Magdeburg). A két eljárás interakciója következtében nagy be-olvadási mélység, keskeny hőhatásövezet érhető el nagy leolvadási teljesítmény és hegesztési sebesség mellett. Kis hőbevitele miatt a CMT-eljárás is ígéretesnek mutatkozik.
. A két eljárás interakciója következtében nagy be-olvadási mélység, keskeny hőhatásövezet érhető el nagy leolvadási teljesítmény és hegesztési sebesség mellett. Kis hőbevitele miatt a CMT-eljárás is ígéretesnek mutatkozik.")
58
Lézer-HD-WIG hibrid hegesztés

59
Hegesztőanyagok Hegesztési hozaganyagként az alábbiak ajánlottak:
Védőgázas hegesztőhuzal, ill. pálca: ER NiCrMo-13 (AWS A 5.14) SG-NiCr23Mo16 (EN ISO 18274:2011); W-Nr.: Bevont ívhegesztő elektróda: E NiCrMo-13 (AWS A 5.11); EL-NiCr22Mo16 (EN ISO 14172:2013); W-Nr.:
 SG-NiCr23Mo16 (EN ISO 18274:2011); W-Nr.: Bevont ívhegesztő elektróda: E NiCrMo-13 (AWS A 5.11); EL-NiCr22Mo16 (EN ISO 14172:2013); W-Nr.:")
60
Védőgázok A Ni-bázisú anyagok hegesztéséhez „első közelítésben” az erősen ötvözött korrózióálló acélokhoz szokásos védőgázok (Ar, He, ill. azok keverékei) jöhetnek szóba. A metallurgiai hatások figyelembevétele, az újabb hegesztési technikák következtében a gázforgalmazók speciális két, három – eseten-ként négy – komponensű gázokat fejlesztettek ki.
 jöhetnek szóba. A metallurgiai hatások figyelembevétele, az újabb hegesztési technikák következtében a gázforgalmazók speciális két, három – eseten-ként négy – komponensű gázokat fejlesztettek ki.")
61
Védőgáz-választék Air Liquide: Arcal 10, 15 és 11
Linde: Cronigon He50S, ill. He30S Messer: Inoxmix H15 H2 N A gyártó KRUPP VDM egy négykomponenses (Ar + He + H2 + CO2) védőgáz-keveréket ajánl. Gyökvédelemre az Ar 4.6 ajánlott.
 védőgáz-keveréket ajánl. Gyökvédelemre az Ar 4.6 ajánlott.")
62
Hegesztési paraméterek / hegesztési technika
Kis hőbevitellel történjen a munkavégzés. A közbenső hőmérséklet a 150 oC-ot ne lépje túl. A húzott soros technikát kell alkalmazni. Ügyelni a huzal-, ill. pálcaátmérők helyes megválasztására.

63
Ajánlott hőbevitelek WIG (TIG) kézi 8* WIG-HD 6 kézi ívhegesztés 7
MIG/MAG 8 plazmaív hegesztés 10 * max. értékek [kJ/cm]

64
Utókezelés (pácolás és kefélés)
Rendszerint a pácolás – ha szükséges vagy elő van írva – az utolsó munkafolyamat a kivitelezés során. A munkák optimális végzése esetén a kefélés sok esetben közvetlenül a hegesztés után – tehát még meleg állapotban – a kívánt felületi állapothoz vezet, azaz a futtatási színek maradéktalanul eltávolíthatók (vagyis nem szükséges speciális kikészítési folyamat.)
")
65
Plattírozás Tulajdonképpen lemezelés (de szokásos a borítás elnevezés is); valamely fémlemez felületén korrózió- vagy kopásálló fém-bevonat(réteg) létrehozása különböző technológiai eljárásokkal (hengerlés, robbantás, hegesztés stb.). Alkalmazásával csökkenthető a drága anyagok (pl. Ni, Ti) és ötvözeteik felhasználása.
; valamely fémlemez felületén korrózió- vagy kopásálló fém-bevonat(réteg) létrehozása különböző technológiai eljárásokkal (hengerlés, robbantás, hegesztés stb.). Alkalmazásával csökkenthető a drága anyagok (pl. Ni, Ti) és ötvözeteik felhasználása.")
66
A plattírozás két lehetősége

67
Plattírozott lemezek hegesztése
Cél: minél kisebbre csökkenteni az ötvözetlen és a többnyire erősen ötvözött borítóréteg keveredését. Megvalósítás: A "klasszikusnak" számító kialakításoknál három hozaganyagtípust is alkalmazni kell: - egy az ötvözetlen acélnak megfelelőt, - egy a borítóréteggel egyezőt és - egy átmeneti – általában túlötvözött – minőségűt.

68
Plattírozott lemezek hegesztése
A plattírozott acélok hegesztésére vonatkozó DIN 8553 szabványban (1991) sikerült találni egy olyan megoldást, ami szeparálja a két anyag összekötését a szerelés során: ez alapján előbb elkészíthető az ötvözetlen acélból készült hordozó (teherviselő) részek között a kötés a szokásos C-acél hozag-anyagokkal (jelen esetben elektródákkal), majd ezt követően az illesztési helyeket a plattírozásnak megfelelő anyagú – esetünkben Alloy 59 – lemez-csíkokkal letakarjuk, mivel ennek a hegesztett kötésnek csak tömítő funkciója van.
 sikerült találni egy olyan megoldást, ami szeparálja a két anyag összekötését a szerelés során: ez alapján előbb elkészíthető az ötvözetlen acélból készült hordozó (teherviselő) részek között a kötés a szokásos C-acél hozag-anyagokkal (jelen esetben elektródákkal), majd ezt követően az illesztési helyeket a plattírozásnak megfelelő anyagú – esetünkben Alloy 59 – lemez-csíkokkal letakarjuk, mivel ennek a hegesztett kötésnek csak tömítő funkciója van.")
69
A probléma „megkerülése”

70
Vizsgálati/értékelési előírás
MSZ EN ISO 5817: Hegesztés. Acél, nikkel, titán és ötvözeteik ömlesztő-hegesztéssel készített kötései (a sugaras hegesztések kivételével). Az eltérések minőségi szintjei
. Az eltérések minőségi szintjei.")
71
A hegesztéstechnológia minősítése
Az acélanyagokhoz is használt nemzetközi szabvány alapján történik: MSZ EN ISO :2004 A1 mód:2008 Fémek hegesztési utasítása és hegesztés-technológiájának minősítése. A hegesztés-technológia vizsgálata 1. rész: Acélok ív- és gázhegesztése, valamint nikkel és ötvözetei ívhegesztése

72
Nikkel hegesztők minősítése
MSZ EN ISO :2001 Hegesztők minősítése. Ömlesztőhegesztés. 4. rész: Nikkel és nikkelötvözetek A jelölések alapvetően az acélhegesztők minősítésére vonatkozó szabványban alkalmazottakra hasonlítanak. Minősítési példák MSZ EN ISO T BW W41 nm t02 D20 PA ss nb 111 P FW W43 wm t09

73
A plattírozás szabványai
MSZ EN :2003: Hegesztés. Ajánlások fémek hegesztéséhez. 5. rész: Plattírozott acélok hegesztése (E) MSZ EN ISO :2004 Hegesztés és rokon eljárásai. Élkiképzés és illesztés 4. rész: Plattírozott acélok (E) MSZ EN :2012 Hegesztés. Acélok alapvető hegesztett kötései. 3. rész: Nyomástartó berendezések plattírozott, felrakóhegesztéssel elkészített és bélelt elemei (E)
 MSZ EN ISO :2004 Hegesztés és rokon eljárásai. Élkiképzés és illesztés 4. rész: Plattírozott acélok (E) MSZ EN :2012 Hegesztés. Acélok alapvető hegesztett kötései. 3. rész: Nyomástartó berendezések plattírozott, felrakóhegesztéssel elkészített és bélelt elemei (E)")
74
Irodalom Komócsin Mihály: Nikkel és ötvözeteinek hegesztése Hegesztéstechnika 2007/2 – old. Érsek László: Füstgáz kéntelenítő tornyok szerelése Hegesztéstechnika 1999/3 – old. Érsek László: Füstgáz kéntelenítő tornyok szerelésénél felmerülő hegesztési és korróziós problémák Korróziós Figyelő 2000/4 – old.

75
Irodalom Érsek László: Füstgáz kéntelenítő tornyok szerelése – néhány kivitelezői észrevétel Gép 2000/7 – old. Érsek László: Montage von REA - Einige Bemerkungen von der Herstellerseite 3rd GTE / MHtE / DVS International Conference on Welding Budapest, – p

76
Irodalom HEUBNER, U. et al.: Nickellegierungen und hochlegierte Edelstähle – Expert Verlag; Sindelfingen 1985 HEUBNER, U.: Nickel und seine Legierungen / S. 409 – in Handbuch Konstruktionswerkstoffe - Auswahl, Eigenschaften, Anwendung Hrsg.: Elvira MOELLER Carl HANSER Verlag – München, 2008

77
Irodalom VDM Report Nr. 26: Hochlegierte Werkstoffe für besondere Beanspruchung – Januar 2002 VDM Case History Nr. 5: Nicrofer 5923 hMo – alloy 59: Ein Hochleistungswerkstoff für die chemische Verfahrenstechnik und andere Prozess-industrien – April 1999 Nicrofer 5923 hMo – alloy 59 - Werkstoffdatenblatt Nr. 4130; Ausgabe Februar 2006

78
Irodalom VdTÜV-Werkstoffblatt 505: Hochkorrosionsbeständige Nickel-Basis-Legierung Ni Cr23 Mo16 Al W.-Nr VDM Schweisszusatzwerkstoffe Ausgabe 2013 Outokumpu VDM GmbH - Werdohl

79
Irodalom OBERMAYR, J.: WIG-Heissdrahtschweissen – Schweiss- und Prüftechnik (Wien) – 6/1992 S GEIPL, H.: Neue Entwicklungen beim MSG (Metallschutzgas)-Schweissen von Ni-Werkstoffen – LINDE Sonderdruck 34/97
-Schweissen von Ni-Werkstoffen – LINDE Sonderdruck 34/97.")
80
Irodalom AGARWAL, D. C.: Nickel and Nickel Alloys p – in The Handbook of Advanced Materials – Enabling New Designs; Editor-in-chief: J. K. WESSEL – John Wiley & Sons Inc., 2004 HOFFMANN, T. – AGARWAL, D. C.: „Wallpaper” installation guidelines and other fabrication procedures for FGD maintenance, repair and new construction with VDM-high performance nickel alloys – Krupp VDM Report Nr. 17 – 6/91

Hasonló előadás





 ÖTVÖZETEK TÍPUSAI.>")












 értelmezéséhez,>")
