Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Megmunkálási eljárások II.
Prof. Dr. Kundrák János

2
1. Tengellyel párhuzamos alkotójú felületek megmunkálása

3
1. Tengellyel párhuzamos alkotójú felületek megmunkálása
Sokszögfelületek megmunkálása Bordástengelyek és hornyos agyak megmunkálása Ékek, reteszek megmunkálása

4
Bordástengelyek és hornyos agyak megmunkálása
Szabványosítva van Mind a tengelyborda, mind a furathorony bármely keresztmetszete azonos méretű, minden borda A tengelyvonallal párhuzamos és Középsíkjához képest szimmetrikus Jellemző méret amivel a bordástengelyt megadjuk: Belső, külső átmérő, borda szélessége A felületek közül csak az egyik központosíthat Van: külső átmérőn Belső átmérőn Bordaszelvényen központosított tengelykötés

5
Bordástengelyek és hornyos agyak megmunkálása
Bordástengelykötések helyzetpontosságát és minőségét meghatározza Központosító átmérők egytengelyűsége és méretpontossága A bordák szélességének méretei Osztáspontossága Oldallapjainak párhuzamossága a tengelyközépvonalához Az egymáson elmozduló felületek simasága, keménysége A központosító felületek szűk tűréssel illeszkednek, és ezek biztosítják az elempár egytengelyűségét. A másik két méret lazább tűrésű. Lehetnek: laza és átmeneti illesztésüek Külső átm. Központosított kötések: alapcsapcsoportban Belső átmérőn és bordaszélességen közp.: alaplyukcsoportban

6
1. Tengellyel párhuzamos alkotójú felületek megmunkálása
Bordástengelyek és hornyos agyak megmunkálása A központosítási módok technológiai előnyei és hátrányái A belső átmérőn való központosítás előnyei: az agy furatátmérőjének megmunkálása egyszerű a belső átmérő egytengelyűsége köszörüléssel biztosítható a tengely és az agy edzhető hátrányai: a bordástengely belső átmérőjének köszörülése nehéz, munkaigényes rendkívül nehezen lehet az agyfuratban a hornyok oldalfelületeit szabályozni, ha hőkezeléskor vetemednek

7
1. Tengellyel párhuzamos alkotójú felületek megmunkálása
Bordástengelyek és hornyos agyak megmunkálása A központosítási módok technológiai előnyei és hátrányái A külső átmérőn való központosítás előnyei: a megmunkálás kevésbé munkaigényes, mint a belső átmérő szerinti központosításnál a bordástengely külső átmérőjét méretre lehet köszörülni feleslegesek különleges gépek a bordástengely belső átmérőjének köszörüléséhez a bordaköszörüléshez nem szükséges a bordatőt alászúrni hátrányai: a hornyosagy furata nem edzhető amennyiben hőkezelni kell az alkatrész többi felületét, a kalibráló üregelés elengedhetetlen kalibráló üregeléskor eltérések keletkezhetnek az egytengelyűségtől

8
1. Tengellyel párhuzamos alkotójú felületek megmunkálása
Bordástengelyek típus műveleti sorrendje Műveletek Alkalmazott gépek tömeg és nagysorozat gyártás kissorozat gyártás darabolás többorsós leszúró automata keretes vagy körfűrész két vég oldalazása, központfúrása oldalmaró és központfúró automata revolver vagy csúcseszterga nagyoló esztergálás I. és II. oldalról többkéses félautomata vagy másoló eszterga hornyok marása lefejtő eljárás szerint csigamaróval alakos maróval bordánként vagy tárcsamaróval több lépésben felületi hőkezelés nagyfrekvenciás edzés cementálás, edzés központfuratok köszörülése célgépen kézben vagy fúrógépen külső átmérők köszörülése köszörűgépen beszúró eljárással köszörűgép belső átmérő és bordaoldal köszörülése különleges horony köszörűgép, alakos korong, önműködő szabályozással köszörülés két műveletben: I. bordaoldalak II. belső átmérő

9
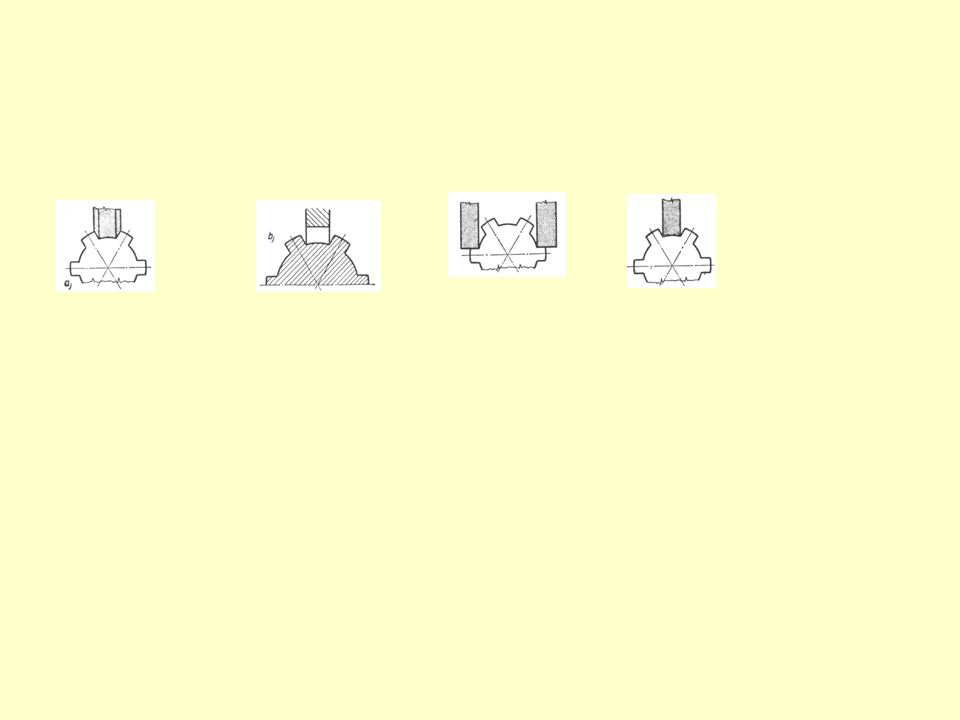
Borda marása csoportos tárcsamaróval
a) első b) második művelet borda marása lefejtőmaróval borda marása alakos maróval
 első b) második művelet. borda marása lefejtőmaróval. borda marása alakos maróval.")
Hasonló előadás






 helye és szerepe CIM rendszerben A tevékenységmodellekben a számítógéppel segített folyamat-tervezés egy.>")






>")





