Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
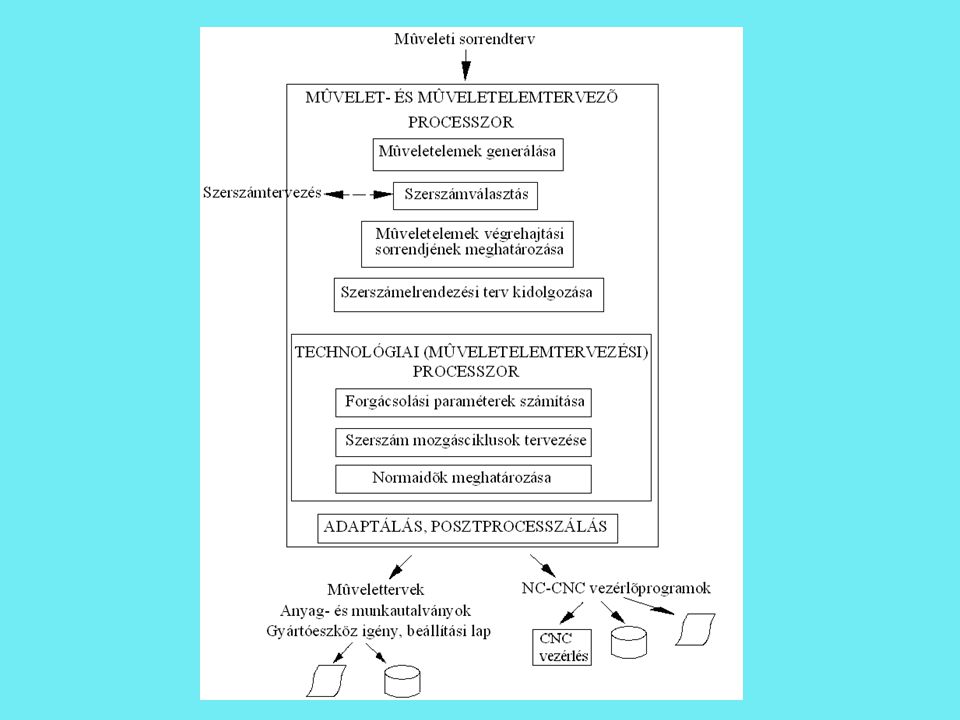
A FORGÁCSOLÁSTECHNOLÓGIAI TERVEZŐRENDSZER (ATTR) FUNKCIONÁLIS STRUKTÚRÁJA
 FUNKCIONÁLIS STRUKTÚRÁJA")
3
Élletörés központfúráskor
Nagyolt kontúr kisimítása és elemi megmunkálási sorrend változatok

4
Elemi megmunkálási sorrendváltozatok

5
Szerszámválasztási (tervezési) kritériumok
fúró-marószerszámok esetében A szerszámok számának minimalizálása SZER=f(ti, tm, m, etap, dmin, dmax, lm.min, lsz.min,Gforg., Gbev, tihely.) ti = szerszám típusa lm.min = min. működési hossz tm = műveletelem típusa lsz.min = min. szabad (ütközésmentes) hossz m = megmunkálandó anyag kódja Gforg = élgeometria etap = megm. szakasz (nagyolás…) Gbev = bevezető rész geometriája dmin, dmax = átmérő határok tihely = helyettesítő szerszámtípusok
 ti = szerszám típusa. lm.min = min. működési hossz. tm = műveletelem típusa. lsz.min = min. szabad. (ütközésmentes) hossz. m = megmunkálandó. anyag kódja. Gforg = élgeometria. etap = megm. szakasz. (nagyolás…) Gbev = bevezető rész geometriája. dmin, dmax = átmérő. határok. tihely = helyettesítő. szerszámtípusok.")
6
Szerszámméretek szerinti kritérium-összevonás

7
gyakorlati tapasztalatokra, ökölszabályokra épül
Dörzsölés típusú műveletelem-ciklus tervezésének algoritmusa Egzakt Heurésztikus algoritmusok gyakorlati tapasztalatokra, ökölszabályokra épül

8
Esztergálás 5D-s marás

9
ATTR funkcionális modulok összefoglaló táblázata
1. FELÜLETCSOPORTOK KÉPZÉSE, MEGMUNKÁLÁSI IGÉNYÜK ELEMZÉSE 1.1 Rögzítőfuratok 1.2 Lépcsős és egytengelyű furatok 1.3 Síkok, lépcsős síkok 1.4 Felöntések, sík keretfelületek 1.5 Hornyok, átvágások 1.6 Zsebek, esetleg szigetekkel 1.7 Forgástest főelemek 1.8 Forgástest mellékelemek 1.9 Lelapolások, sokszög alakzatok 1.10 Transzlációs vonal- és szoborfelületek … 2. LEHETSÉGES BEFOGÁSI SÉMÁK MEGHATÁROZÁSA 2.1 Forgástestekhez 2.2 Prizmatikus, szekrényes alk.-hez 3. PRIMER SORREND GENERÁLÁSA 3.1 Forgástestekhez 3.2 Prizmatikus alkatrészekhez 4. GYÁRTÓBERENDEZÉSEK KIVÁLASZTÁSA, MEGM. SORRENDVÁLTOZÁSOK GEN. műveletkoncentrációra törekedve más stratégiával 4.1 Forgástestekhez 4.2 Prizmatikus alkatrészekhez 4.3 Forgástestekhez 4.4 Prizmatikus alkatrészekhez 5. OPTIMÁLIS SORREND KIVÁLASZTÁSA 6. MŰVELETKÖZI MÉRETEK, RÁHAGYÁSOK MEGHATÁROZÁSA 6.1 Forgástestekhez 6.2 Prizmatikus alkatrészekhez 7. BEFOGÓKÉSZÜLÉKEK KIVÁLASZTÁSA 7.1 Forgástestekhez 7.2 Szekrényes alkatrészekhez 8. MŰVELETIRÁNYÍTÁSI LAP SZERKESZTÉSE 9. MŰVELETLEMEK GENERÁLÁSA 9.1 Esztergáláshoz 9.2 Méretes szerszámokkal végzett furatmegmunkáláshoz 9.3 Maráshoz 9.4 Egyszerű fúrási-marási munkákhoz forgástestek esetében 10. SZERSZÁMVÁLASZTÁS mint 9.1 mint 9.2 mint 9.3 mint 9.4 11. MŰVELETELEMEK VÉGREHAJTÁSI SORRENDJÉNEK MEGHATÁROZÁSA 11.1 Esztergagépi művelethez 11.2 Fúró-marógépi, megmun. központi műveletekhez 11.3 Esztergaközponti műveletekhez 12. SZERSZÁMELRENDEZÉSI TERV KIDOLGOZÁSA mint 11.1 mint 11.2 mint 11.3 13. FORGÁCSOLÁSI PARAMÉTEREK MEGHATÁROZÁSA 13.1 Furatmegmunkáláshoz 13.2 Fúrórudas megmunkáláshoz 13.3 Esztergáláshoz 13.4 Maráshoz 14. SZERSZÁM MOZGÁSCIKLUSOK TERVEZÉSE 14.1 Estergagépi üresjárati mozgások 14.2 Fúró-marógépi üresjárati mozgások 14.3 Eszterga-központi üresjárati mozgások 14.4 Mozgáspálya transzformáció 14.5 Fúró-marógépi elemi mozgásutasítások 14.6 Fúró-marógépi elemi mozgásutasítások 14.7 Egyszerű fúrási-marási ciklusok forgástestekhez 14.8 Furatmegmunkálási ciklusok 14.9 Nagyoló és simító esztergálás 14.10 Beszúrás, alászúrás, menetvágás /2D-s marási ciklusok 14.12 Vonalfelületek 3-5D-s marása 14.13 Transzlációs felületek 3-5D-s marása 14.14 Szoborfelületek 3-5D-s marása 14.15 Összetett felületek 3-5D-s marása 14.16 Hagyományos (nem NC) gépekre műszaki normaidők számítása (eszterga+maró+fúrógépek)
 gépekre műszaki normaidők számítása (eszterga+maró+fúrógépek)")
10
ESPRIT tanulmány alapján: ATTR struktúra és információs kapcsolatok

11
ATTR=CAPP Az automatizált technológiai tervezőrendszerek
(ATTR-ek) fő jellemzői. Az alkatrészgyártás technológiai folyamatai tervezésének fő elvei és módszerei. A technológiai tervezés helye, ideje, működési mechanizmusa a gyártás műszaki előkészítésének rendszerében. Az ATTR kapcsolatai a gyártáselőkészítés és – irányítás más rendszereivel. Alkatrészgyártás technológiai tervezése része az előző előadásokon tárgyalt gyártástervezésnek. ATTR=CAPP Automatizált Technológiai Tervező rendszer Computer Aided Process Planning
 fő jellemzői. Az alkatrészgyártás technológiai folyamatai tervezésének fő elvei és módszerei. A technológiai tervezés helye, ideje, működési mechanizmusa a gyártás műszaki előkészítésének rendszerében. Az ATTR kapcsolatai a gyártáselőkészítés és – irányítás más rendszereivel. Alkatrészgyártás technológiai tervezése része az előző előadásokon tárgyalt gyártástervezésnek. ATTR=CAPP. Automatizált Technológiai Tervező rendszer. Computer Aided Process Planning.")
12
A tervezés célja: műszaki; gazdasági Olyan technológiai folyamat tervezése, amelynek révén a kívánt (előírt) funkcionális rendeltetésű gyártmány előállítható, mégpedig a legkedvezőbb gazdasági eredmény mellett, azaz a gyártórendszer működésének optimumát biztosítva. t min.(gyártási idő minimalizálása) k min.(gyártási költség minimalizálása) P max.(profit maximalizálása) p max.(maximális nyereségráta)
 funkcionális rendeltetésű gyártmány előállítható, mégpedig a legkedvezőbb gazdasági eredmény mellett, azaz a gyártórendszer működésének optimumát biztosítva. t min.(gyártási idő minimalizálása) k min.(gyártási költség minimalizálása) P max.(profit maximalizálása) p max.(maximális nyereségráta)")
13
Az ATTR-ek fő jellemzői
Input (tartalom és forma) Gyártáselő-készítési rendszerek ATTR Termelésirá-nyítási rendszerek Output (tartalom és forma) Adaptálhatóság helyi viszonyokra (technológiai adatbázis, processzálás-posztprocesszálás felépítés, fokozatos adaptálás/illesztés elve) Tervezési elv, módszertan: generatív variáns (típustechnológiai) vario-generatív (félgeneratív)
 Gyártáselő-készítési rendszerek. ATTR. Termelésirá-nyítási rendszerek. Output (tartalom és forma) Adaptálhatóság helyi viszonyokra (technológiai adatbázis, processzálás-posztprocesszálás felépítés, fokozatos adaptálás/illesztés elve) Tervezési elv, módszertan: generatív. variáns (típustechnológiai) vario-generatív (félgeneratív)")
14
A jövő = vario-generatív szakértői (expert) rendszerelvekkel és –eszközökkel ötvözve, valamint az AI (mesterséges intelligencia) alkalmazásával. Pl.: genetikus algoritmusok Ugyanis a technológiai tudás intuitív modellek receptek (zavaros, hiányos, (általános algoritmusok) ellentmondásos) (típusmegoldások) Működési mód: kötegelt, batch (determinisztikus) interaktív (párbeszédes) ciklikusan interaktív (ideális)
 ellentmondásos) (típusmegoldások) Működési mód: kötegelt, batch (determinisztikus) interaktív (párbeszédes) ciklikusan interaktív (ideális)")
15
Vertikális és horizontális modularitás
Modularitás valamennyi zárt feladatmegoldást, főként az ismételten előfordulókat célszerű külön modulban megvalósítani. Vertikális és horizontális modularitás az egymás után következő egy tervezési szinten belül tervezési szinteknek tagozódás egymást kiegészítő megfelelő modulok és helyettesítő modulokra Modularitás nyitottság, továbbfejleszthetőség egyes modulok cseréjével, újak hozzácsatolásával.

16
Rugalmasság adaptálhatóság a konkrét alkalmazási
környezetre technológiai számítástechnikai gyártórendszer összetétele egyes gyártóberendezések technológiai képességei alkalmazott gyártóeszközök helyi technológiai szokások Megvalósítási eszköz: Technológiai adatbázis + tudásbázis és arra építve a fokozatos adaptálás, illesztés elvének megvalósítása Processzor – posztprocesszor felépítés Ciklikusan interaktív tervezés

17
interaktivitás fokozatos illesztés (adaptálás) = megvalósítható technológiai megoldások feltárása CLDATA (Cutter Location Data) ISO TC 184 végső illesztés

18
OSI – Open System Interconnection ISO szabvány
Kompatibilitás= képesség együttműködni más rendszerekkel Feltétel: közös modellek alkalmazása pl.: mdb modell (3D), műhelyrajz modell (2D) szabványos interfészek - input - output közbenső (pl. CLDATA) ISO TC184: bemenő nyelv CLDATA STEP (gyártmánymodell) MAP (Manufacturing Automation Protocol) OSI-ra építve General Motors TOP (Technical and Office Protocol) OSI – Open System Interconnection ISO szabvány Nyílt rendszerek összekapcsolása
, műhelyrajz modell (2D) szabványos interfészek. - input. - output. közbenső (pl. CLDATA) ISO TC184: bemenő nyelv. CLDATA. STEP (gyártmánymodell) MAP (Manufacturing. Automation Protocol) OSI-ra építve General Motors. TOP (Technical and. Office Protocol) OSI – Open System Interconnection ISO szabvány. Nyílt rendszerek összekapcsolása.")
19
Az ATTR-ek fő építőelemei, komponensei

20
Fő adatcsoportok az Adat és Tudásbázisban:
gyártórendszer leírás, gyártóberendezések, gyártóeszközök (szerszámok, készülékek), típustechnológiai megoldások, technológiai tervezési szabályok, technológiai adatok, anyagok megmunkálhatósági jellemzői szabványok , normáliák (ISO tűréstáblán) szabványos alakzatok méretei, stb., szövegek, üzenetek, tervezési eredmények, közbenső eredmények, kiindulási adatok
, típustechnológiai megoldások, technológiai tervezési szabályok, technológiai adatok, anyagok megmunkálhatósági jellemzői. szabványok , normáliák (ISO tűréstáblán) szabványos alakzatok. méretei, stb., szövegek, üzenetek, tervezési eredmények, közbenső eredmények, kiindulási adatok.")
21
ATTR-ek alrendszerei

Hasonló előadás






 helye és szerepe CIM rendszerben A tevékenységmodellekben a számítógéppel segített folyamat-tervezés egy.>")



, valamint a különböző szintű.>")








