Előadást letölteni
1
NC - CNC

2
NC-technika: megmunkálógépek számjegyes vezérlése
(Computer) Numeric Control tipikus NC-vezérelt gyártási műveletek: esztergálás, marás fúrás vágás hegesztés köszörülés
 Numeric Control. tipikus NC-vezérelt gyártási műveletek: esztergálás, marás. fúrás. vágás. hegesztés. köszörülés.")
3
A megmunkálások során többnyire mozgással kapcsolatos műveleteket kell vezérelni:
egy vagy több tengely mentén elmozdulás helyzet és sebesség vezérlés egy vagy több tengely körül elfordulás szöghelyzet és fordulatszám vezérlés szerszámok váltása munkadarab megfogása, cseréje

4
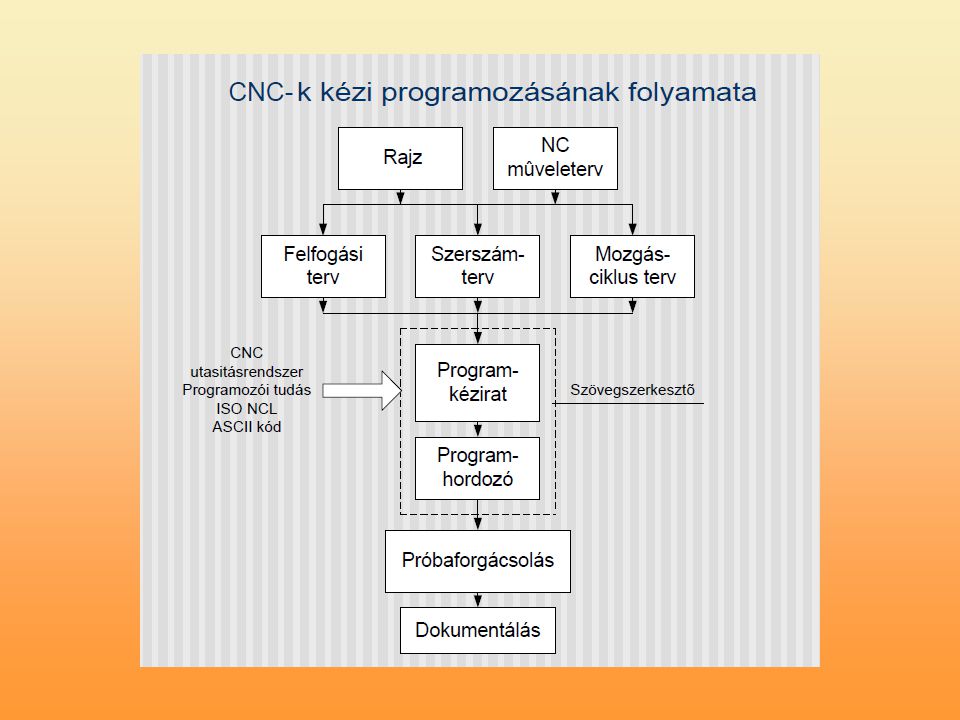
Az NC-gép által végzendő műveleteket az elemi lépésekből álló alkatrészprogram adja meg, pl:
szerszám P1 pontba gyorsmenetben szerszám P2 pontba gyorsmenetben főmozgás bekapcsolása (pl. eszterga főtengely forgás) szerszám P3 pontba V1 sebességgel stb. ... Minden egyes lépés csak az előző végrehajtása után következhet – ezért az NC-vezérlés a lefutó vezérlések közé tartozik.
 szerszám P3 pontba V1 sebességgel. stb. ... Minden egyes lépés csak az előző végrehajtása után következhet – ezért az NC-vezérlés a lefutó vezérlések közé tartozik.")
5
A mozgatási lehetőségek szerint három alapesetet különböztetünk meg:
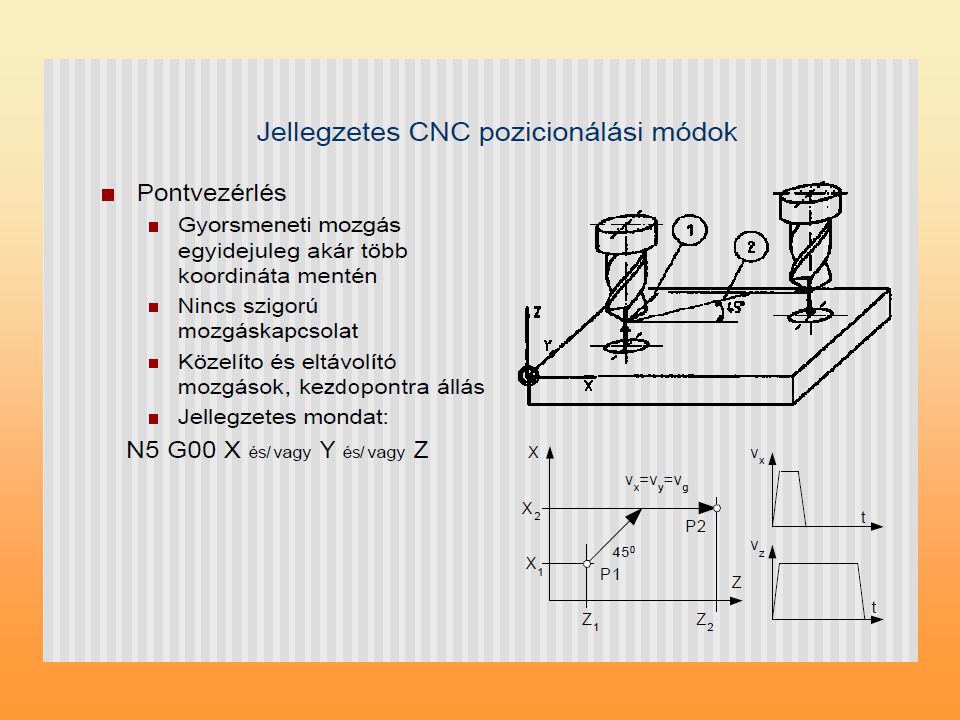
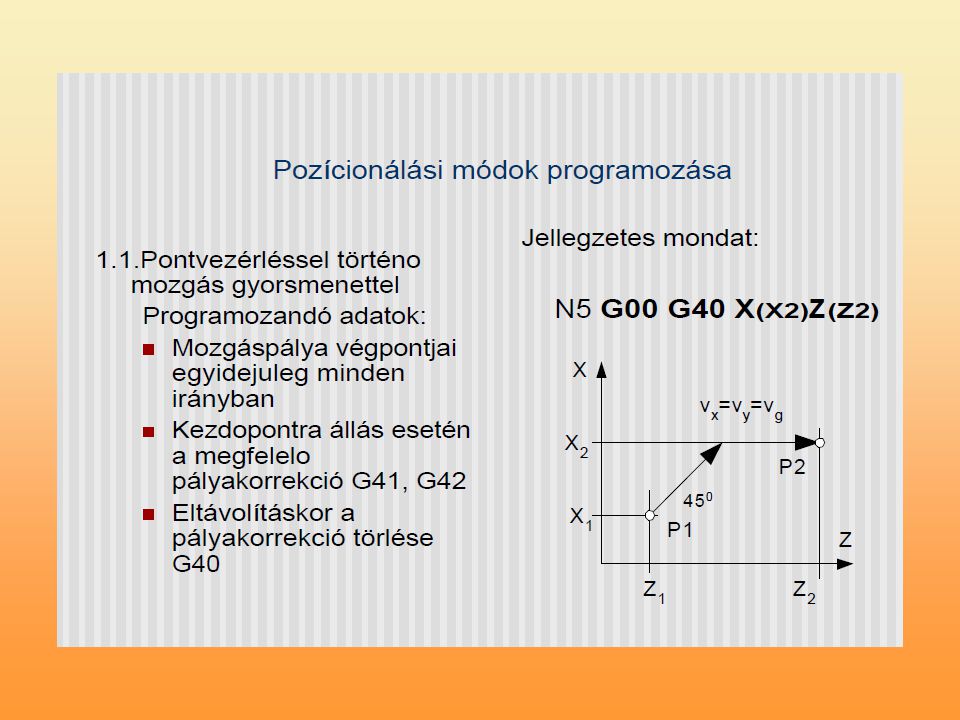
pontvezérlés a szerszámot az egyik pontból a másikba mozgatva a mozgás pályája nem írható elő, csak a végpont elérése garantált. A szerszám csak a végpontokban végezhet megmunkálást. B ? A

6
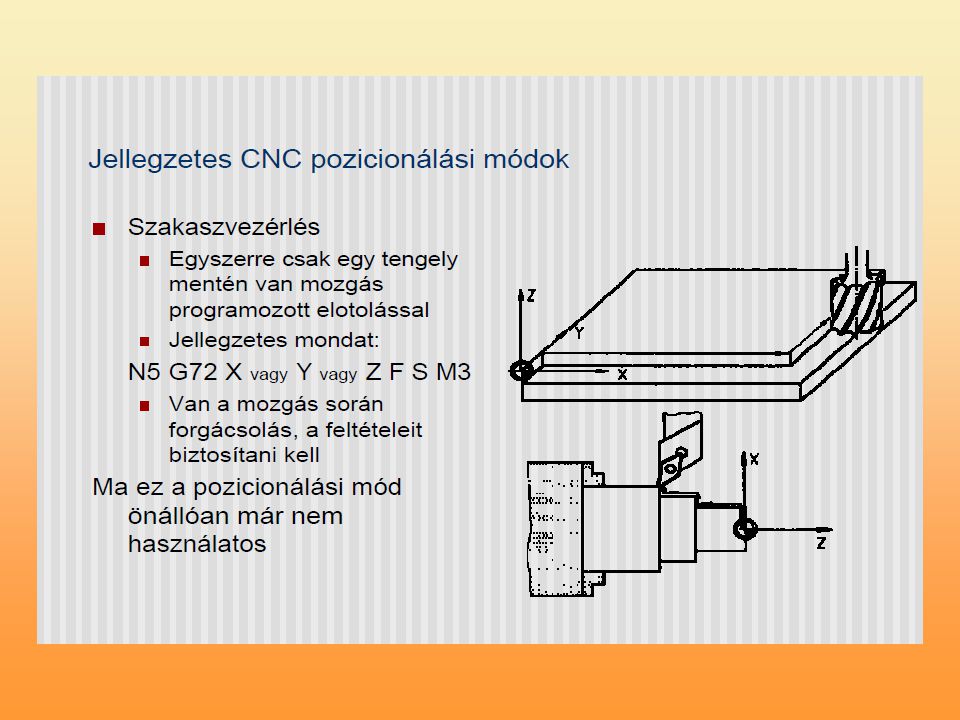
A mozgatási lehetőségek szerint három alapesetet különböztetünk meg:
szakaszvezérlés A szerszám a koordinátatengelyek mentén precízen, adott sebességgel mozgatható egyik pontból a másikba, miközben megmunkálást is végezhet. C megmunkálás megmunkálás A B

7
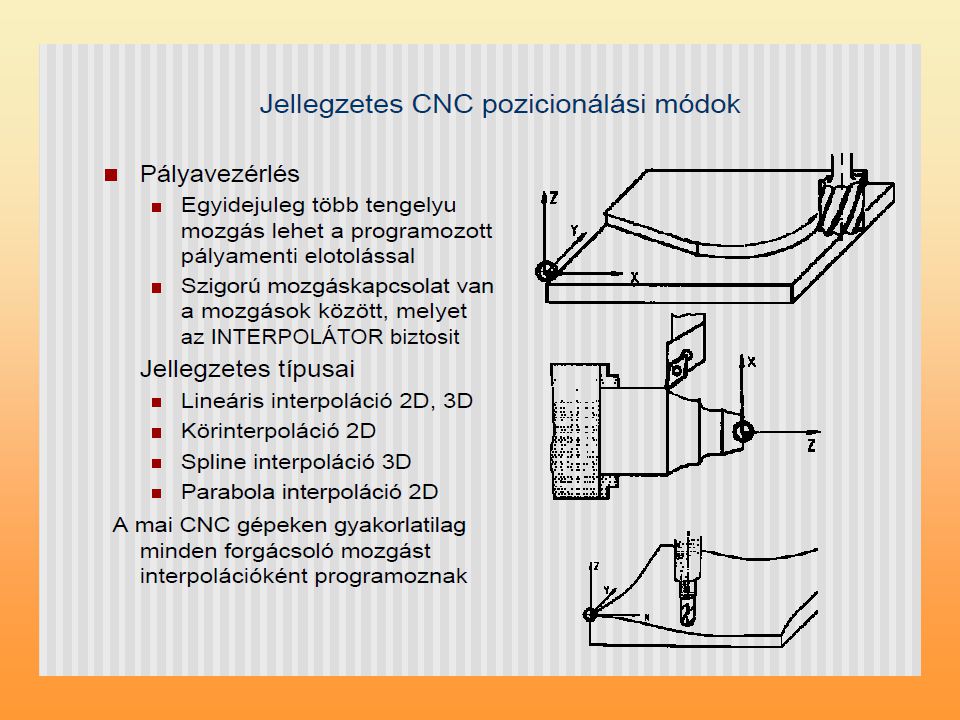
A mozgatási lehetőségek szerint három alapesetet különböztetünk meg:
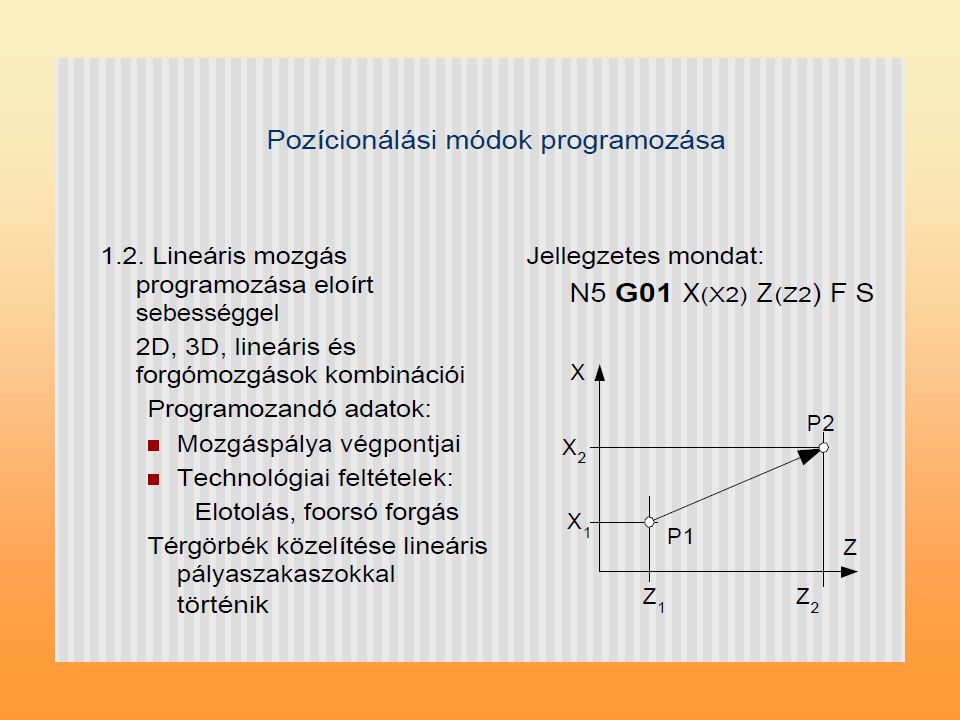
pályavezérlés a szerszám előírt sík- vagy térgörbe mentén, adott sebességgel mozgatható. A gépek legtöbbje az előírt pályát egyenes és körív szakaszokkal közelíti. B közben megmunkálás adott sebességgel A Pályavezérlés esetén az interpolátor feladata a megfelelő mozgáshoz szükséges tengelyenkénti alapjelek előállítása.

8
CNC irányítási rendszer
X Y Z R PLC érzékelők helyzet, sebesség, fordulatszám hajtások egyenesvonalú, forgó meghajtó-ák. tápegységek, telj.elektronika Kezelő felület Személyi számítógép (PC)
")
9
Érzékelési feladatok csoportosítása: Helyzetérzékelés
Megállapítja, hogy adott pozícióban vagyunk-e vagy sem. Eszközei: Mikrokapcsolók Optikai kapuk Mágneses, induktív és kapacitív közelítéskapcsolók Helyzetmérés Megállapítja, hogy milyen pozícióban vagyunk.

10
Helyzetmérés csoportosítása
Relatív ( másnéven: növekményes, inkrementális) Megállapítja, hogy utoljára milyen irányba és mennyit mozdultunk el. Abszolút Bármely pillanatban megadja, hogy milyen pozícióban vagyunk Hétköznapi példák: Relatív : a PC-hez csatlakoztatott egér pozícióját nem ismerjük, csak az elmozdulását. Abszolút : Műholdas helymeghatározó rendszer (GPS)
 Megállapítja, hogy utoljára milyen irányba és mennyit mozdultunk el. Abszolút. Bármely pillanatban megadja, hogy milyen pozícióban vagyunk. Hétköznapi példák: Relatív : a PC-hez csatlakoztatott egér pozícióját nem ismerjük, csak az elmozdulását. Abszolút : Műholdas helymeghatározó rendszer (GPS)")
11
Fordulatszám, sebesség méréséhez használható eszközök pl.:
Miniatűr egyenáramú generátor a kapocsfeszültség arányos a fordulatszámmal Miniatűr szinkron generátor a kapocsfeszültség és a frekvencia is arányos a fordulatszámmal Relatív helyzetmérők (erre is használhatók) A kimenő jel frekvenciája arányos a fordulatszámmal, sebességgel
 A kimenő jel frekvenciája arányos a fordulatszámmal, sebességgel.")
12
Hajtások Egyenáramú motor Aszinkron motor Kefenélküli egyenáramú motor
Többnyire villamos hajtásokat alkalmaznak, minden motortípus esetén fordulatszám és forgásirány változtatást lehetővé tevő elektronikus meghajtással. Egyenáramú motor Jó dinamikus tulajdonságok (gyorsulás, fékezés, irányváltás) Hátrány: kefe-szikrázás, -kopás Aszinkron motor Kevés karbantartást igényel, megfelelő meghajtó áramkörökkel jó tulajdonságok érhetőek el vele Kefenélküli egyenáramú motor Az egyenáramú motor kedvező tulajdonságaival rendelkezik, kommutátor problémák itt nincsenek Léptetőmotor Gyengébb nyomaték, kisebb gyorsulások - viszont pozíciója közvetlenül vezérelhető
 Hátrány: kefe-szikrázás, -kopás. Aszinkron motor. Kevés karbantartást igényel, megfelelő meghajtó áramkörökkel jó tulajdonságok érhetőek el vele. Kefenélküli egyenáramú motor. Az egyenáramú motor kedvező tulajdonságaival rendelkezik, kommutátor problémák itt nincsenek. Léptetőmotor. Gyengébb nyomaték, kisebb gyorsulások - viszont pozíciója közvetlenül vezérelhető.")
13
Tipikus helyzetszabályozás (szervohajtás)
Pozíció- alapjel Erősítés, jelformálás (PID) Motor- meghajtó áramkör Áttétel Mozgatott szerv szervomotor Helyzet- mérés
 Motor- meghajtó áramkör. Áttétel. Mozgatott szerv. szervomotor. Helyzet- mérés.")
28
A CAD-CAM TERVEZÉS