Villamos ívhegesztés
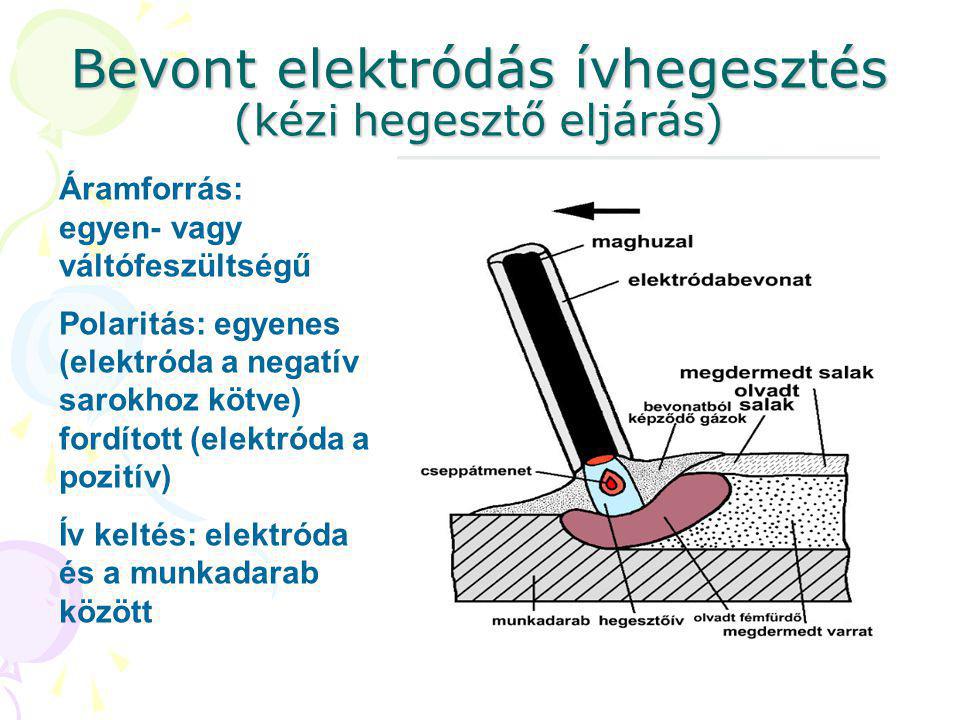
Bevont elektródás ívhegesztés (kézi hegesztő eljárás) Áramforrás: egyen- vagy váltófeszültségű Polaritás: egyenes (elektróda a negatív sarokhoz kötve) fordított (elektróda a pozitív) Ív keltés: elektróda és a munkadarab között
Bevont elektródás ívhegesztés A csepp átmenet folyamata
Bevont elektródás ívhegesztés Anyagok Elektróda: A hegesztendő anyagtól függően lehet acél, réz, alumínium Huzal méretek: Ø 2…5 mm; L 250…450 mm Bevonat: ívstabilizáló, védőgáz- és salakképző, ötvöző anyagokat tartalmaz Salak: A bevonatból és a huzalból keletkezik Védi a varrat felületét
Bevont elektródás ívhegesztés Elektróda típusok Rutilos (R) sokoldalú alk., jó szilárdság Savas (S) jó illesztés, igen jó szil. Oxidos (O) szép sima varrat, gyenge szil. Bázikus (B) vastag keresztmetszet, merev szerk., nagy C tart. Cellulóz (C) kényszerhelyzet, jó szilárdság
Bevont elektródás ívhegesztés Eszközök (1) Hegesztő áramforrás Hegesztőkábelek: Áramforrás-elektróda között Áramforrás-munkadarab között Elektróda fogó Rögzítő eszközök a hegesztendő lemezek helyzetben tartására
Bevont elektródás ívhegesztés Eszközök (2) – áramforrás és tartozékai burkolat transzformátor kábel elektróda- fogó mdb fogó
Bevont elektródás ívhegesztés A hegesztés végrehajtása Ívhúzás Elektróda tartás és vezetés Hegesztési helyzetek: a, b) vízszintes c) fej feletti d, e) függőleges alulról felfelé
Különféle anyagok kézi ívhegesztése Ötvözetlen szerkezeti acél: jól hegeszthető Erősen ötvözött acélok: előmelegítés, lassú hűtés, fesz.csökkentő izzítás Acélöntvény: előmelegítés Öntöttvas: helyi v. teljes előmelegítés