Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Kvázi-adiabatikus reaktor
Két megoldást alkalmaznak: Kvencselés (hideg gáz bevezetés közbenső helyeken) Szakaszokra osztott katalizátorágy, köztük hűtőkígyókkal
 Szakaszokra osztott katalizátorágy, köztük hűtőkígyókkal.")
2
Az ICI kis nyomású metanol eljárás
Tiszta metanol kolonna Könnyű termék kolonna Hőcserélő Hűtő Szeparátor Reaktor Kompresszor h) Kompresszor recirkuláltató
 Kompresszor recirkuláltató.")
3
Teljesen zárt tartályokban Tűztől és emberektől teljesen elzártan
Tárolás és szállítás Tárolás Teljesen zárt tartályokban Tűztől és emberektől teljesen elzártan A tartályokat földelni kell, lefuvató szeleppel ellátni, amiből az esetleges (gőz formájában) kibocsájtást szabályozni illetve ártalmatlanítani. Elkerülendő a nem összeférhető anyagokkal való érintkezés (például Pd katalizátorok). Tároló ajánlott anyaga szénacél.
 kibocsájtást szabályozni illetve ártalmatlanítani. Elkerülendő a nem összeférhető anyagokkal való érintkezés (például Pd katalizátorok). Tároló ajánlott anyaga szénacél.")
4
Környezeti hatás Biodegradálhatóság:
A metanol biodegradálódik könnyen vízben és talajban egyaránt. Nagyobb koncentrációban (>1%) élővizekben a kiömlés helyén károsíthatja a vizi élőlényeket.
 élővizekben a kiömlés helyén károsíthatja a vizi élőlényeket.")
6
A termékek Sztirol Gumi Pentán HIPS üzem EPS üzem Ütésálló PS
Habosítható PS 66 kt 6 kt 45,5 kt 4,5 kt 75 kt 50 kt Alap- és Segédanyagok 3 kt

7
Benzolból polisztirol
Kőolaj Finomítás Versalis Mantova DUNASTYR

8
Termékek EDISTIR® EXTIR® HIPS EDISTIR terméktípus
EPS EXTIR terméktípus EDISTIR® EXTIR®

9
EDISTIR Fröccsöntéssel készült és extrudált termékek elektronikai és nagy méretű berendezések számára. Filmextrúzió az élelmiszeripar számára. Kiváló felületi minőség.

10
EXTIR Csomagolóanyagok valamint fali és lábazati szigetelőanyagok; (égésgátolt típus), besorolása B1, amely megfelel a DIN 4102 szabványnak.
, besorolása B1, amely megfelel a DIN 4102 szabványnak.")
11
A sztirol polimerizációja
A peroxid típusú iniciátor termikus bomlása: Iniciálás:

12
A sztirol polimerizációja
Láncnövekedés: A polimer:

13
A sztirol polimerizációja
Lánclezárás rekombinációval: Lánclezárás diszproporcionálódással:

14
A Dunastyr-ben alkalmazott technológiák
EPS gyártás technológiája HIPS gyártás technológiája Kiszolgáló (segéd) üzemek
 üzemek.")
15
EPS gyártási technológia – Versalis SpA eljárás
Szakaszos vizes szuszpenziós polimerizáció üstreaktorban: sómentes vízben diszpergált sztirol cseppek - a szuszpendáló ágens trikálcium-foszfát (TCP; apatit) - többféle recept a terméktípusokhoz (...égésgátolt) - kétféle iniciátor (peroxid típusú: BPO és TBP-EHC) - habosító anyag pentán %-os konverzió exoterm reakcióban (nincs monomer mentesítés) - a termék 0,2-2 mm átmérőjű gyöngy A polimer gyöngyök feldolgozása folyamatos műveletek összessége (mosás, szárítás, osztályozás, felületkezelés) Porbevonatolás a termék teljesítményének meghatározásához 1 db oldótartály 4 db (egyenként 50 m3-es) reaktor (22 t/batch)
 - többféle recept a terméktípusokhoz (...égésgátolt) - kétféle iniciátor (peroxid típusú: BPO és TBP-EHC) - habosító anyag pentán - 100%-os konverzió exoterm reakcióban (nincs monomer mentesítés) - a termék 0,2-2 mm átmérőjű gyöngy. A polimer gyöngyök feldolgozása folyamatos műveletek összessége. (mosás, szárítás, osztályozás, felületkezelés) Porbevonatolás a termék teljesítményének meghatározásához. 1 db oldótartály 4 db (egyenként 50 m3-es) reaktor (22 t/batch)")
16
Az EPS gyártás technológiája

17
Az EPS gyártás technológiája

18
HIPS gyártási technológia – Versalis SpA eljárás
Folyamatos tömbpolimerizáció plug-flow reaktorokban: műgumi (BR/SBR) 4-8%-ban - többféle recept a terméktípusokhoz (alkalmazásokhoz) - iniciátor (peroxid típusú: TBP) - láncátadó anyagok (merkaptánok) - ~% etilbenzol oldószer %-os konverzió exoterm reakcióban (illóanyag mentesítés) - a termék extrudált szálból vágott granulátum Illóanyag mentesítés vákuumban (a technológia egyik kulcsa) 2 db oldótartály, 1 db előpolimerizáló 3 db (sorba kötött) 13 m3-es reaktor
 4-8%-ban - többféle recept a terméktípusokhoz (alkalmazásokhoz) - iniciátor (peroxid típusú: TBP) - láncátadó anyagok (merkaptánok) - ~% etilbenzol oldószer %-os konverzió exoterm reakcióban (illóanyag mentesítés) - a termék extrudált szálból vágott granulátum. Illóanyag mentesítés vákuumban (a technológia egyik kulcsa) 2 db oldótartály, 1 db előpolimerizáló 3 db (sorba kötött) 13 m3-es reaktor.")
19
A HIPS gyártás technológiája
160 DEGC 90 DEGC

20
A HIPS gyártás technológiája

21
Folyamatirányítás

22
Folyamatirányítás – recept vezérlés (BMS)
No Phase CC* Basic operation 1 SZTIROL O_SZTIR BO_KEV 2 FUTES BO_TEMP WAIT 3 O2_MENT EO_TEMP O_NITR 4 HONTART O_HONT 5 HUTES O_TEMP EO_KEV

23
Folyamatirányítás – abnormális események kezelése (reteszek)
")
25
Aromás vegyületek gyártása, felhasználása
Dr. Fürcht Ákos BME

26
Aromás vegyületek – Források

27
Aromás források – Összetétel

28
Aromás vegyületek – Felhasználás

29
Benzol

30
Történelem Michael Faraday – 1825 – először került izolálásra és majd egy évszázadig „rejtély” marad (viselkedése eltért a többi kettős kötésű vegyület reakciókészségétől) August Kekulé – 1865 – javaslat a molekulaszerkezetre (váltakozó egyszeres-kettős kötések, melyek folyamatosan cserélődnek/oszcillálnak – „Kekulé képlet”) Linus Pauling – 1930-as évek – Kekulé elméletének kvantummechanikai megerősítése, finomítása (közös elektronfelhő)
 August Kekulé – 1865 – javaslat a molekulaszerkezetre (váltakozó egyszeres-kettős kötések, melyek folyamatosan cserélődnek/oszcillálnak – „Kekulé képlet ) Linus Pauling – 1930-as évek – Kekulé elméletének kvantummechanikai megerősítése, finomítása (közös elektronfelhő)")
31
Hajtóerők XIX. század – korlátozott, kismennyiségű felhasználás, leginkább oldószerként XX. század első fele – rájöttek, hogy jó oktánszámú komponens, ezért igyekeztek a kokszgyártás során (acélipar) melléktermékként képződő benzolt minél jobban kinyerni és benzinkeverő komponensként felhasználni II. vh. környéke – vegyipari felhasználás kezdete, robbanószerek gyártása XX. század közepétől – petrolkémiai felhasználások gyors növekedése (nylon, sztirol, stb.)
 melléktermékként képződő benzolt minél jobban kinyerni és benzinkeverő komponensként felhasználni. II. vh. környéke – vegyipari felhasználás kezdete, robbanószerek gyártása. XX. század közepétől – petrolkémiai felhasználások gyors növekedése (nylon, sztirol, stb.)")
32
Források - Kokszgyártás
Acélipari segédanyag Alapanyaga a szén Feldolgozása: a szén destruktív desztillációja 1 tonna szén 1900°C felett, levegő kizárása mellett a történő termikus krakkolódása során „tiszta” szén (koksz) marad vissza, de a benzolgyűrűk részben épek maradnak 750 kg koksz 250 kg melléktermék Széngáz Szén olaj Kőszénkátrány
 marad vissza, de a benzolgyűrűk részben épek maradnak. 750 kg koksz. 250 kg melléktermék. Széngáz. Szén olaj. Kőszénkátrány.")
33
Források - Kokszgyártás
Széngáz Városi gázként a közvilágítás energiaforrása volt 1900 körül Kőszénkátrány Jó minőségű építőipari szigetelőanyag, aszfaltburkolatok komponense volt egykor Szén olaj Kb. 80% aromás tartalmú folyadék, ezen belül 60% benzol 15% toluol 5 % xilol Az 1950-es évekig az acélgyártás volt az elsődleges benzolforrás 1950-es évek után a benzoligény sokkal gyorsabban nőtt, mintsem az acélipar el tudta volna látni a piacot a melléktermékével

34
Források – Kőolaj feldolgozás
Kőolaj – eredendően csak 0,1-0,3% benzolt tartalmaz Katalitikus reformálás – 3-12% benzoltartalom, technológiától, szigorúságtól függően Fluid katalitikus krakkolás – 0,5-1,5% Anyagáram Benzol-tartalom, % Hatások Benzol hozzájárulás a benzin poolban, % Könnyű SR benzin 1-5 Kőolajfüggő 2-5 HCK benzin (VGO-ból) 4-5 Melléktermék FCC benzin (VGO-ból) 0,5-1,5 Fő benzin komponens 10-15 Reformátum 3-12 Aag forrpont tartománya, működési paraméterek 75-80
 4-5. Melléktermék. FCC benzin (VGO-ból) 0,5-1,5. Fő benzin komponens Reformátum Aag forrpont tartománya, működési paraméterek")
35
Reformálás – Hajtóerők
XX. század első fele Benzinigény gyors növekedése a motorizáció elterjedése miatt (ld. USA limuzinok, 5-6 sávos autópályák) Benzin minőségi igényének növekedése a belső égésű motorok kompressziófokának növekedésével 1949 – UOP – platforming technológia bevezetése Oktánszám növelés egységgel Bifunkciós katalizátor szabadalmaztatása 1970-es évektől – ólomadalék visszaszorítása Ólom-tetraetil, mint oktánszámnövelő adalék folyamatos kivezetése (Magyarországon 1999 óta nincs adalékolás) 1971 – UOP – CCR technológia bevezetése Continuous Catalyst Regeneration (alacsony nyomás, „folyamatos” regenerálás) oktánszám: Hidrogén – kénmentesítés finomítói igényének kielégítése
 Benzin minőségi igényének növekedése a belső égésű motorok kompressziófokának növekedésével – UOP – platforming technológia bevezetése. Oktánszám növelés egységgel. Bifunkciós katalizátor szabadalmaztatása es évektől – ólomadalék visszaszorítása. Ólom-tetraetil, mint oktánszámnövelő adalék folyamatos kivezetése (Magyarországon 1999 óta nincs adalékolás) 1971 – UOP – CCR technológia bevezetése. Continuous Catalyst Regeneration (alacsony nyomás, „folyamatos regenerálás) oktánszám: Hidrogén – kénmentesítés finomítói igényének kielégítése.")
36
Reformálás – Reakciók Dehidrogéneződés (naftének aromások)
Dehidrociklizáció (paraffinok aromások) Izomerizáció (paraffinok izoparaffinok) Hidrodealkileződés (alkil-aromások aromások) Hidrokrakkolódás (nagyobb kisebb molekulák) Kokszképződés (poliaromások koksz) Alkilezés (aromások alkil-aromások)
 Izomerizáció (paraffinok izoparaffinok) Hidrodealkileződés (alkil-aromások aromások) Hidrokrakkolódás (nagyobb kisebb molekulák) Kokszképződés (poliaromások koksz) Alkilezés (aromások alkil-aromások)")
37
Reformálás – Fix ágyas technológia

38
Reformálás – Fix ágyas technológia
Bruttó endoterm hőszínezetű reakciók Sorba kapcsolt, növekvő térfogatú reaktorok (1:1 1:3 1:5) a hőegyensúly biztosítása érdekében Hőmérséklet: 500°C Nyomás: 15-30 bar Ciklusidő: 3-12 hónap Katalizátor: Pt/Al2O3 Jellemzően régebbi építésű üzemek
 a hőegyensúly biztosítása érdekében. Hőmérséklet: 500°C. Nyomás: 15-30 bar. Ciklusidő: 3-12 hónap. Katalizátor: Pt/Al2O3. Jellemzően régebbi építésű üzemek.")
39
Reformálás – CCR technológia

40
Reformálás – CCR technológia
Bruttó endoterm hőszínezetű reakciók Fizikailag egymásra telepített növekvő térfogatú reaktorok (1:1 1:3 1:5) a hőegyensúly biztosítása érdekében A katalizátor folyamatos, lassú mozgásban van Hőmérséklet: 500°C Nyomás: 6-8 bar Ciklusidő: akár 3-4 év Katalizátor élettartam: 10-12 év Katalizátor: jellemzően Pt-Re/Al2O3 Újabb építésű üzemek Magas oktánszám
 a hőegyensúly biztosítása érdekében. A katalizátor folyamatos, lassú mozgásban van. Hőmérséklet: 500°C. Nyomás: 6-8 bar. Ciklusidő: akár 3-4 év. Katalizátor élettartam: 10-12 év. Katalizátor: jellemzően Pt-Re/Al2O3. Újabb építésű üzemek. Magas oktánszám.")
41
Reformálás – Benzin minőség
A motorbenzinek szabvány szerinti aromás- és benzoltartalmának szigorodása az elmúlt időszakban

42
Reformálás – Benzoltartalom csökkentés
Előfrakcionálás prekurzorok mennyiségének csökkentése Utófrakcionálás benzoltartalom csökkentése Technológiafüggőség nyomástól független FCC forrás állandó a hozzájárulás USA benzol limit 0,62 vol% Utófrakcionálás megkerülhetetlen

43
Reformálás – Benzolhozam
A benzolhozam változása az előfrakcionálás hatására

44
Források - Olefingyártás
Régi technológia – 1930-as évektől kezdve A gazdaságos üzemméret a többszázezer t/év nagyságrendbe esik Különböző hozamok az alapanyag függvényében Magyarországon vegyipari benzin az alapanyag Erős verseny a FG alapú, új építésű arab üzemekkel

45
Olefingyártás – Technológia

46
Olefingyártás – Pygas összetétel
Pygas felhasználható benzinkeverő komponensként aromás extrakció alapanyagaként

47
Források – Toluol hidrodealkilezés
Amennyiben a toluol igény kisebb, mint a kínálat, hidrodealkilezéssel benzolt lehet képezni Katalizátor: Nemes fém katalízis: Pt alumina hordozón Paraméterek: °C 20-60 bar Hozamok: Benzol: 90% Egyéb: 10%

48
Források – Toluol diszproporcionálás
Amennyiben a toluol igény kisebb, mint a kínálat, diszproporcionálással benzolt és xilolokat lehet képezni Katalizátor: Nemes fém katalízis: Pt és Pd alumina hordozón + Ce és Nd Nem nemesfém katalízis: Cr alumina/szilika hordozón Paraméterek: °C 10-35 bar Hozamok: Benzol: 40% Xilolok: 55%

49
Toluol

50
Toluol – Források, igények
Források, mint a benzol esetén, de Reformálás 2/3 Olefingyártás 1/3 Kokszgyártás 0 Igények kisebbek benzolhoz képest abszolút értékben kínálathoz képest relatívan II. vh. idején futott fel a toluol igény robbanóanyagok – TNT Repülőbenzinek (RON ) 1960-as évektől kezdve repülőbenzinek helyét átvették a kerozin/JET üzemanyagok motorbenzin oktán igény kielégítés a fő terület (+petrolkémia)
 1960-as évektől kezdve. repülőbenzinek helyét átvették a kerozin/JET üzemanyagok. motorbenzin oktán igény kielégítés a fő terület (+petrolkémia)")
51
Toluol – Azeotróp desztilláció
Metil-etil-keton (MEK) – víz (10%) oldószer azeotróp elegyet képez a kísérő komponensekkel (paraffinok, naftének)
 – víz (10%) oldószer azeotróp elegyet képez a kísérő komponensekkel (paraffinok, naftének)")
52
Xilolok

53
Xilolok – Források, igények
Források, mint a benzol esetén, de eltérő arányban Reformálás Olefingyártás Toluol diszproporcionálás

54
Xilolok – Elválasztási lehetőségek
O-xilol és etil-benzol elválasztása desztillációval könnyen megvalósítható, mert forráspontjuk kellő mértékben eltér (o144°C, EB136°C) Meta és para izomer fizikai tulajdonságai Forráspontjuk között <1°C különbség van, emiatt desztillációval nagyon költséges lenne az elválasztásuk (m139°C vs. P138°C) Fagyáspontjuk között viszont több, mint 60°C, ezért kifagyasztással könnyedén megoldható az elválasztás (m-48°C vs. p13°C) Térbeli alakjuk eltérő, emiatt alkalmasak molekulaszitán történő elválasztásra (a para-xilol szelektíven megkötődik a molekulaszitán, a meta-xilol nem – vagy fordítva)
 Meta és para izomer fizikai tulajdonságai. Forráspontjuk között <1°C különbség van, emiatt desztillációval nagyon költséges lenne az elválasztásuk (m139°C vs. P138°C) Fagyáspontjuk között viszont több, mint 60°C, ezért kifagyasztással könnyedén megoldható az elválasztás (m-48°C vs. p13°C) Térbeli alakjuk eltérő, emiatt alkalmasak molekulaszitán történő elválasztásra (a para-xilol szelektíven megkötődik a molekulaszitán, a meta-xilol nem – vagy fordítva)")
55
Xilolok – Kriogenikus kristályosítás
A folyamatot két kristályosítási lépcsőben szokás végezni Az első lépésben a mélyhűtés miatt nagy p-xilol kristályok keletkeznek (80-90% tisztaság), de a felületükön marad anyaoldat (m-xilol) A második lépésben (felolvasztás után) már csak a két komponens fagyáspontja közötti hőmérsékletre hűtjük az elegyet, 99%-os tisztaságú p-xilolt nyerünk
, de a felületükön marad anyaoldat (m-xilol) A második lépésben (felolvasztás után) már csak a két komponens fagyáspontja közötti hőmérsékletre hűtjük az elegyet, 99%-os tisztaságú p-xilolt nyerünk.")
56
Xilolok – Molekulaszitás adszorpció
UOP MX Sorbex technológia m-xilol kötődik meg A folyamatot két párhuzamosan kapcsolt adszorberen valósítjuk meg Adott pillanatban az egyiken adszorpció, a másikon deszorpció játszódik le Deszorbensként jellemzően toluolt használnak

57
Elválasztási módszerek Aromás extrakció

58
Aromás extrakció Az aromás vegyületeket jellemzően extrakcióval választjuk el nem aromás komponensektől Klasszikus extrakcióval Extraktív desztillációval Előfrakcionálás során leszűkítjük a forrás-frakciók forráspont tartományát (aagtól és céltól függően) Kisebb mennyiséget kell extrahálni Gazdaságosabb lesz a megvalósítás Benzol/toluol/xilol dús frakció Kombinált frakció A különböző aagokat külön-külön vagy együttesen dolgozzuk fel
 Kisebb mennyiséget kell extrahálni. Gazdaságosabb lesz a megvalósítás. Benzol/toluol/xilol dús frakció. Kombinált frakció. A különböző aagokat külön-külön vagy együttesen dolgozzuk fel.")
59
Aromás extrakció – Oldószerek
Elvárások az oldószerrel szemben termikus stabilitás kémiai stabilitás alacsony toxicitás alacsony korrozivitás rendelkezésre állás mérsékelt költség kellően alacsony kristályosodási hőmérséklet forráspont jelentősen legyen magasabb mint az o-xilol forráspontja a fajlagos sűrűség 1,1 vagy nagyobb a viszkozitás szobahőmérsékleten lehet magas, de a működési hőmérsékleten kisebb mint 2,5 mPas

60
Aromás extrakció – Oldószerek

61
Extraktív desztilláció

62
Integrált aromás gyártás – UOP
ED Sulfolane™ – extraktív desztillációval kinyeri a benzolt és a toluolt THDA ™ – a toluolt és a nehezebb aromásokat benzollá hidrodealkilezi Tatoray™ – toluol és C9/C10 aromások transzalkilezése benzollá és xilolokká Parex™ – nagy tisztaságú p-xilolt nyer ki C8 aromás elegyből MX Sorbex™ – m-xilolt választ el xilol elegyből Isomar™ – xilol elegy egyensúlyi összetételű előállítása

63
USA aromás kereslet ellátási arányok

64
Aromások felhasználása

65
Felhasználás – Főbb termékek

66
Felhasználás – Benzol Etil-benzol sztirol Polisztirol (PS)
Akrilnitril-butadién-sztirol (ABS) Sztirol-butadién gumi (SBR)
 Sztirol-butadién gumi (SBR)")
67
Felhasználás – Benzol Kumol Fenol (+ Aceton) Ciklohexán Anilin
fenol gyanták (furnér ragasztás, elektronikai ipar/szigetelő gyanta) bisfenol-A 1891 óta gyártják (2 fenol és 1 aceton molekula) 70% - polikarbonát (CD, DVD, golyóálló „üveg”) 25% - epoxi gyanta (bevonatok) Ciklohexán nylon 6 nylon 66 Anilin 90% MDI poliuretán 10% festékipar, pigmentek, gyomírtók
 bisfenol-A 1891 óta gyártják (2 fenol és 1 aceton molekula) 70% - polikarbonát (CD, DVD, golyóálló „üveg ) 25% - epoxi gyanta (bevonatok) Ciklohexán nylon 6. nylon 66. Anilin 90% MDI poliuretán. 10% festékipar, pigmentek, gyomírtók.")
68
Felhasználás – Toluol Diszproporcionálás Hidrodealkilezés benzol
Xilol Hidrodealkilezés benzol TDI poliuretán

69
Felhasználás – Xilolok
p-xilol tereftálsav PET o-xilol ftálsav anhidrid (poliészter, alkidgyanták, PVC lágyító) m-xilol izoftálsav (kis mennyiségben)
 m-xilol izoftálsav (kis mennyiségben)")
70
Trendek

71
Jegyzésárak 2014 Termék 2014. jan-júl 2014. nov.
BRENT DTD CRUDE OIL PLATTS $ 760 $ 557 DIESEL 10PPM FOB ROTT PLATTS $ 920 $ 737 PREM UNL 10PPM (95RON) FOB ROTT PLATTS $ 994 $ 768 NAPHTHA FOB MED PLATTS $ 903 $ 600 BENZENE NWE CONTRACTS PLATTS $ 1 280 $ 1 169 BENZENE SPOT BARGES FOB ROTT PLATTS $ 1 419 $ 1 033 ORTHOXYLENE NWE MONTH CONTR PLATTS $ 1 184 $ 1 137 XYLENE SPOT BARGES FOB ROTT PLATTS $ 1 079 $ 866
 FOB ROTT PLATTS. $ 994. $ 768. NAPHTHA FOB MED PLATTS. $ 903. $ 600. BENZENE NWE CONTRACTS PLATTS. $ $ BENZENE SPOT BARGES FOB ROTT PLATTS. $ $ ORTHOXYLENE NWE MONTH CONTR PLATTS. $ $ XYLENE SPOT BARGES FOB ROTT PLATTS. $ $ 866.")
72
p-Xilol – Kereslet-kínálati mérleg

73
Kínálati oldalt korlátozó tényezők
Csökkenő igény a reformálásra Csökkenő üzemanyag igény, javuló gépkocsi fogyasztások Európa a dízelizáció irányába mozdul, egyre kisebb fogyasztású autók, elektromos/hibrid meghajtások Szigorodó minőségi előírások (aromás/benzol), alternatív/megújuló komponensek aránya Bio-etanol, bio-ETBE Nagyon alacsony USA fölgáz ár (Európai fele-harmada) hidrogénigény alternatív módon kielégíthető (SMR) Környezetvédelmi előírások miatt a legtöbb finomító kiépítette a hidrogéngyártó kapacitását (10 ppm-es motorhajtóanyagok, maradékfeldolgozás hidrogénigénye miatt) Reformálók minimumon járnak, régebbieket leállítják Átállítás petrolkémiai alapanyag gyártásra???
, alternatív/megújuló komponensek aránya. Bio-etanol, bio-ETBE. Nagyon alacsony USA fölgáz ár (Európai fele-harmada) hidrogénigény alternatív módon kielégíthető (SMR) Környezetvédelmi előírások miatt a legtöbb finomító kiépítette a hidrogéngyártó kapacitását (10 ppm-es motorhajtóanyagok, maradékfeldolgozás hidrogénigénye miatt) Reformálók minimumon járnak, régebbieket leállítják. Átállítás petrolkémiai alapanyag gyártásra")
74
Felhasznált irodalom D.L. Burdick, W. Leffler: Petrochemicals in nontechnical language, 4th edition, PennWell, 2010 W. Leffler: Petroleum Refining in nontechnical language, 4th edition, PennWell, 2008 M. Bender, BASF SE: „Global Aromatics Supply – Today and Tomorrow” on New Technologies and Alternative Feedstocks in Petrochemistry and Refining DGMK Conference October 9-11, 2013, Dresden, Germany J. Meister et al., UOP: „Study outlines US refiners’ options to reduce gasoline benzene levels” 09/11/2006 Guangdong Qu, UOP: „Opportunities and Developments in para-Xylene Production” on China PX Development Forum, April 10-11, 2014, Beijing China DeWitt & Hart Energy: „Reformer Operations and Impact on Aromatics Supply - Short and Long Term Outlook on Atlantic Basin” Valkai et al., MOL: „Korszerű motorbenzinek előállítása – KBI és katalitikus reformáló üzemek kapcsolatrendszerének vizsgálata”

75
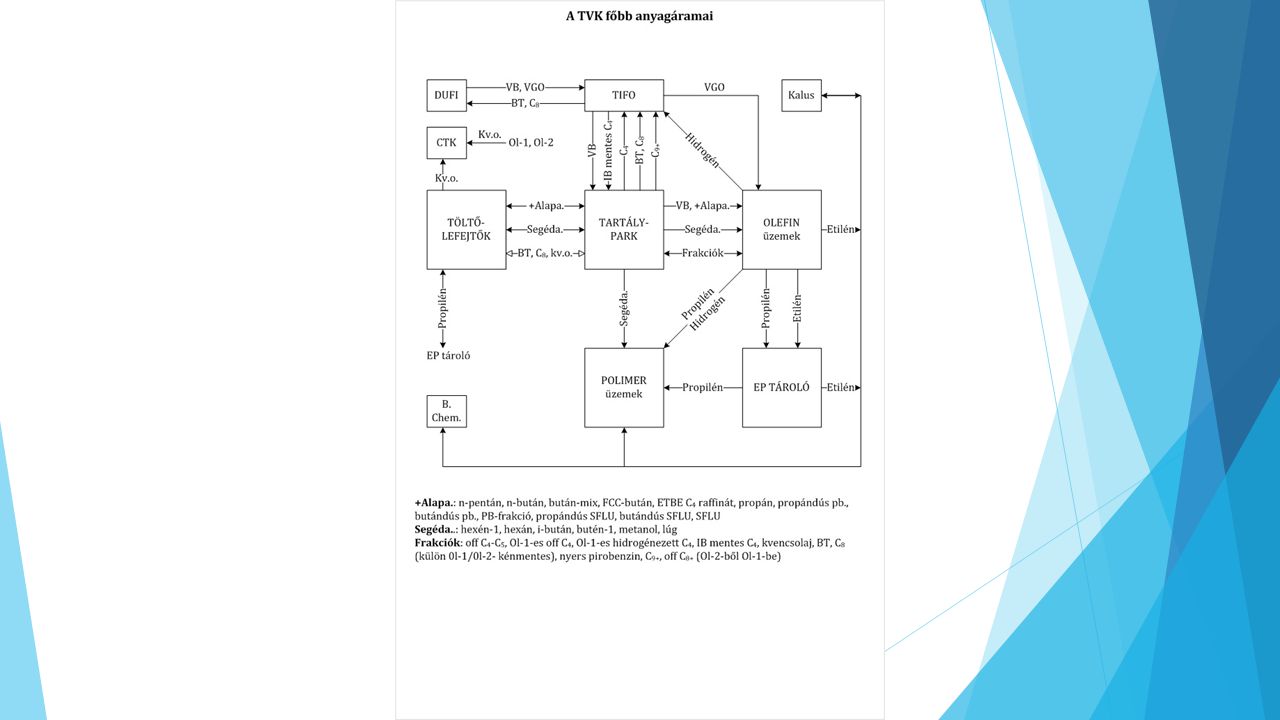
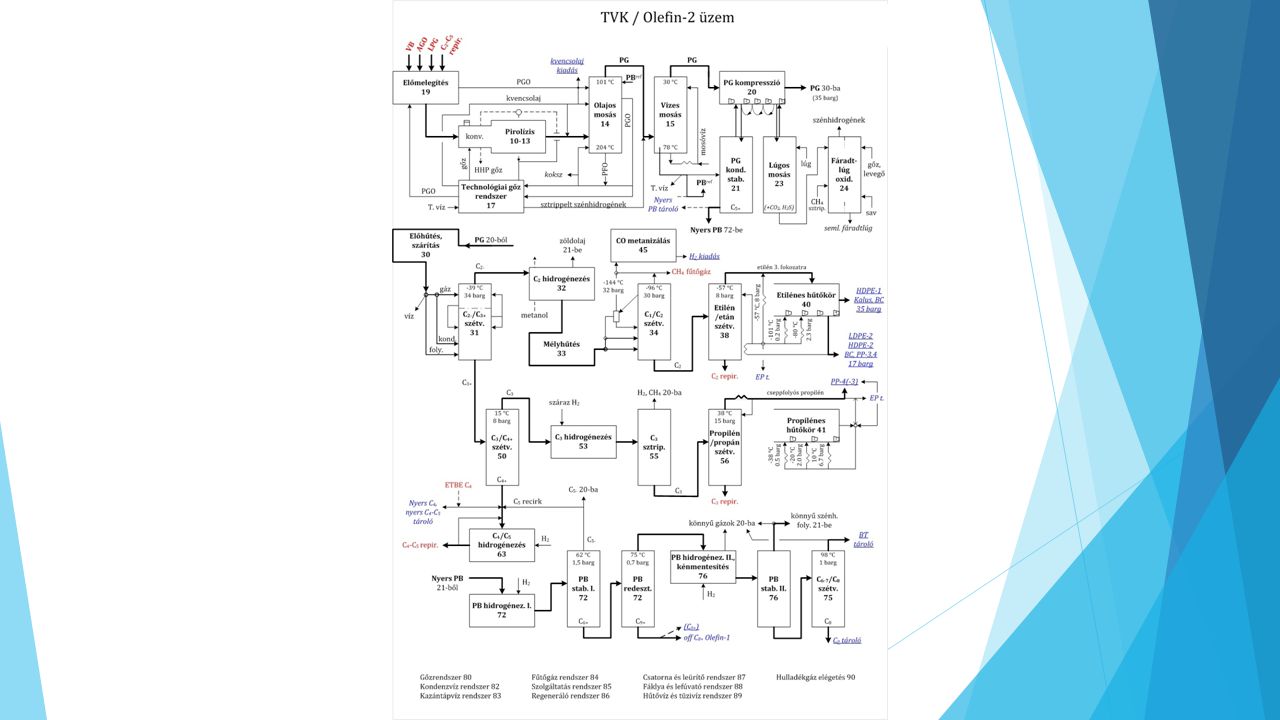
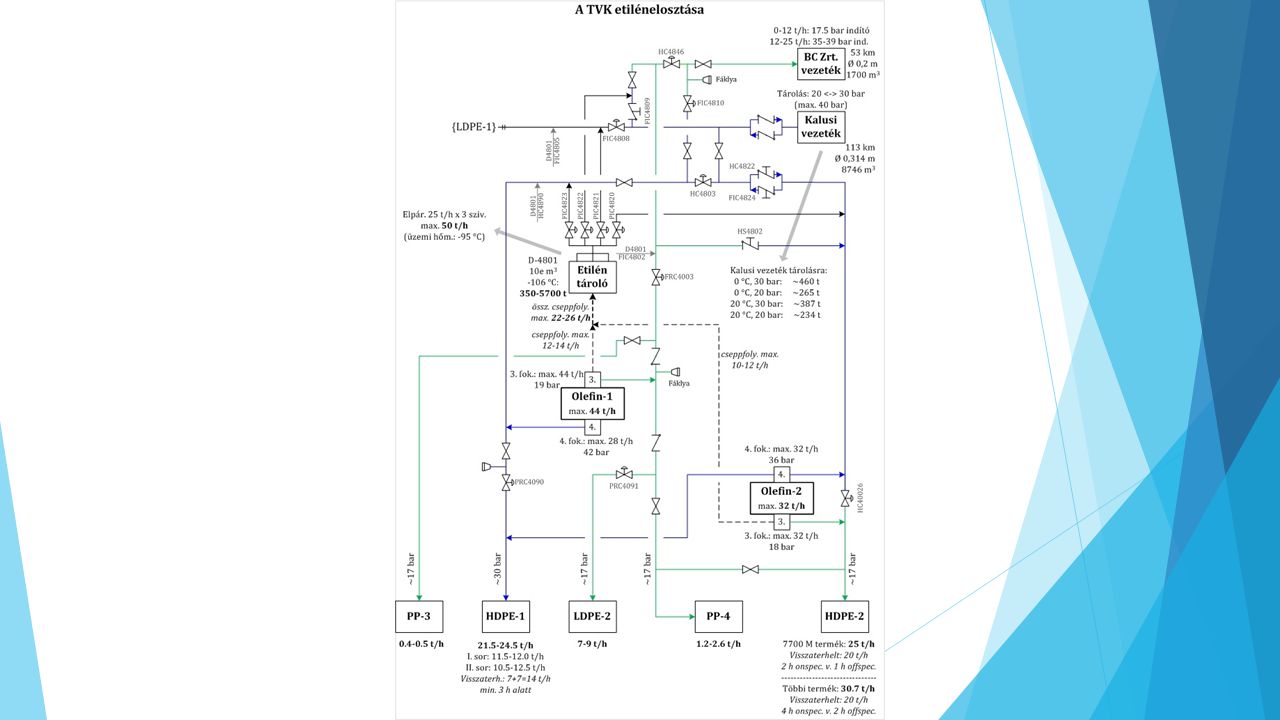
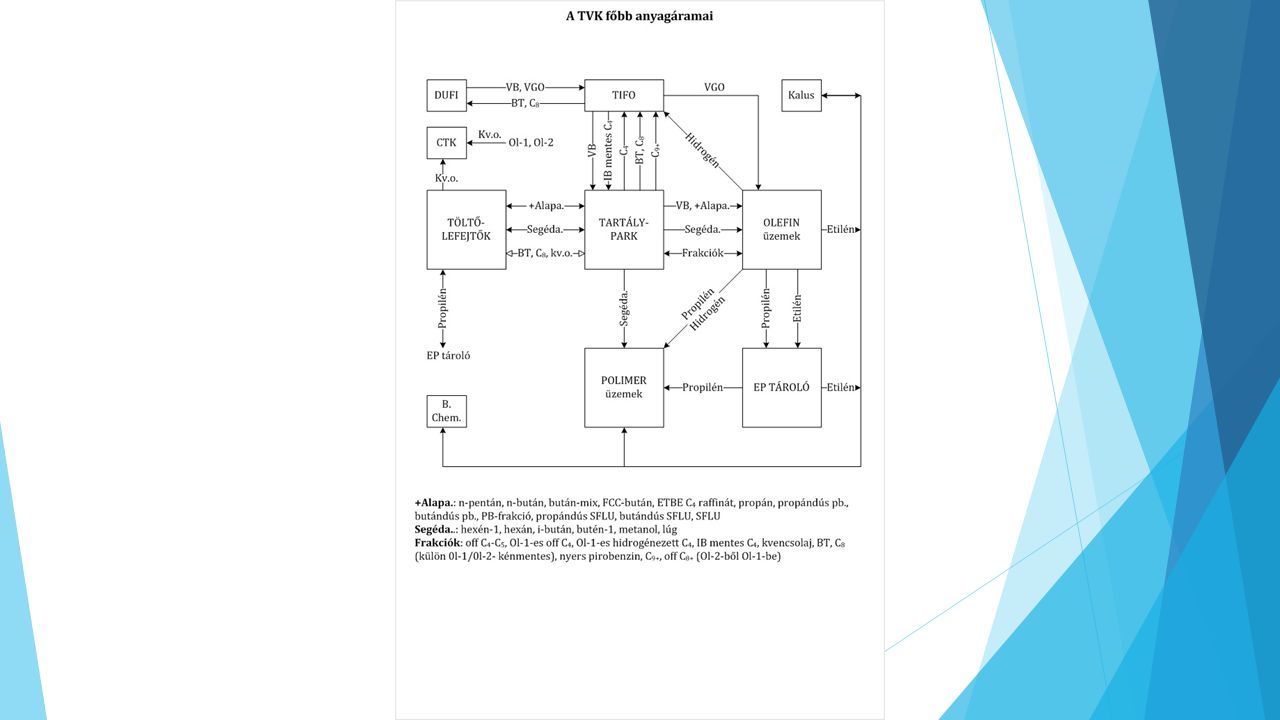
TVK

79
The Pyrolysis Furnaces
Main structural elements of a furnace Radiant Coil Convection cell bundles Transfer Line Exchangers Burners

81
Az Olefin-1 üzem technológiai blokksémája

82
Katalizátorok mérgeződése, katalizátormérgek
Bevezetés és alapfogalmak Régóta ismert, hogy sok vegyület már kis mennyiségben is csökkenti, sőt teljesen meg is szünteti a katalizátorok aktivitását. Ezeket az anyagokat katalizátormérgeknek nevezzük, amelyek jellemzően nitrogén-, foszfor-, arzén-, illetve kéntartalmú molekulák, fémek (pl. Pb), fémionok (pl. Fe2+), valamint halogenid ionok (pl. Cl-) lehetnek [1,2]. A mérgeket hatásuk szerint a következő csoportokba sorolhatjuk: – reverzibilis, – irreverzibilis, – kumulálódó, – „kedvező” mérgek. Reverzibilis mérgezés esetén a mérgező anyag eltávolítása után a katalizátor visszanyeri eredeti aktivitását, ugyanúgy működik tovább, mint a mérgeződés előtt. Ilyen például a metanolszintézis ZnO–Cr2O3 katalizátora, ami a kénszennyeződés megszüntetése után ismét aktív lesz. Irreverzibilis mérgezéskor a méreg olyan erősen kemiszorbeálódik a katalizátoron, hogy az nem távolítható el róla, például Raney®-nikkel vagy CuO-ZnO/Al2O3 és kén esetében. Kumulálódó mérgezésnél a méreganyag hosszabb idő alatt fejti ki a hatását, amely során a katalizátor aktivitása lassan, de állandóan csökken, ilyen pl. a higany. A „kedvező” mérgek a katalizátorok bizonyos aktív helyeit blokkolhatják egy adott reakcióban és így növelhetik a szelektivitást, pl. egy konszekutív reakció-ban a közbenső termék jó termeléssel állítható elő. Tipikus példái ennek a mérgezésnek a savkloridok Rosenmund-féle [3,4] redukciója aldehidekké kinolin-S típusú vegyületekkel (pl. tiokinantrén) részlegesen mérgezett, bárium-szulfát hordozóra felvitt palládiumkatalizátorral, vagy a Lindlar-katalizátor (Pd-Pb/CaCO3) [5] alkalmazása acetilének olefinekké való szelektív hidrogénezésében.
, fémionok (pl. Fe2+), valamint halogenid ionok (pl. Cl-) lehetnek [1,2]. A mérgeket hatásuk szerint a következő csoportokba sorolhatjuk: – reverzibilis, – irreverzibilis, – kumulálódó, – „kedvező mérgek. Reverzibilis mérgezés esetén a mérgező anyag eltávolítása után a katalizátor visszanyeri eredeti aktivitását, ugyanúgy működik tovább, mint a mérgeződés előtt. Ilyen például a metanolszintézis ZnO–Cr2O3 katalizátora, ami a kénszennyeződés megszüntetése után ismét aktív lesz. Irreverzibilis mérgezéskor a méreg olyan erősen kemiszorbeálódik a katalizátoron, hogy az nem távolítható el róla, például Raney®-nikkel vagy CuO-ZnO/Al2O3 és kén esetében. Kumulálódó mérgezésnél a méreganyag hosszabb idő alatt fejti ki a hatását, amely során a katalizátor aktivitása lassan, de állandóan csökken, ilyen pl. a higany. A „kedvező mérgek a katalizátorok bizonyos aktív helyeit blokkolhatják egy adott reakcióban és így növelhetik a szelektivitást, pl. egy konszekutív reakció-ban a közbenső termék jó termeléssel állítható elő. Tipikus példái ennek a mérgezésnek a savkloridok Rosenmund-féle [3,4] redukciója aldehidekké kinolin-S típusú vegyületekkel (pl. tiokinantrén) részlegesen mérgezett, bárium-szulfát hordozóra felvitt palládiumkatalizátorral, vagy a Lindlar-katalizátor (Pd-Pb/CaCO3) [5] alkalmazása acetilének olefinekké való szelektív hidrogénezésében.")
83
A katalizátormérgek típusai
A katalizátormérgek leggyakrabban a katalizátor aktivitását csökkentik, de a szelektivitását, stabilitását is leronthatják. Az aktivitáscsökkenés vagy inaktív felületi vegyületek keletkezése vagy inaktív katalitikus helyek kialakulása miatt következhet be. Mérgeződésre a fémek és fémoxidok, valamint a zeolit alapú katalizátorok hajlamosak a leginkább. 1. Nitrogén-, foszfor-, arzén- és kéntartalmú molekulák A méreghatás oka, hogy a nitrogén-, foszfor-, arzén vagy kénatomok nemkötő elektronpárjai datív kötést alakítanak ki a nemesfémek d-pályáival és így a katalizátor aktív komponense és a méregmolekula között erős, kémiai jellegű és nagyon specifikus kötés jön létre, ami meggátolja a további katalitikus folyamatok végbemenetelét. Ennek kiküszöbölésére használt általános módszerek, hogy a hidrogénezendő vegyületeket „védett formába” viszik át, azaz a méregcentrum valamennyi elektronját megkötik és így maximális vegyértékűvé alakítják át. Ilyen lehet például a bázikus nitrogén esetében savak alkalmazása [6–9], amikor sót képezünk (R–NH2 R–NH3+) és így gátoljuk meg a mérgező hatás kialakulását, míg kén [10–12], arzén [10,13,14] vagy foszfor [10,14,15] esetében oxidációval (pl. R–SH R–SO2–OH) érhető el a kívánt hatás. Azonban ha egy szubsztrátum érzékeny pl. savakra, akkor nem lehet a fentebb említett módszert alkalmazni, mert ennek hatására számos mellékreakció (pl. polimerizáció) játszódhat le, megakadályozva a kívánt termék előállítását.
 és így gátoljuk meg a mérgező hatás kialakulását, míg kén [10–12], arzén [10,13,14] vagy foszfor [10,14,15] esetében oxidációval (pl. R–SH R–SO2–OH) érhető el a kívánt hatás. Azonban ha egy szubsztrátum érzékeny pl. savakra, akkor nem lehet a fentebb említett módszert alkalmazni, mert ennek hatására számos mellékreakció (pl. polimerizáció) játszódhat le, megakadályozva a kívánt termék előállítását.")
84
Néhány példa a N-, S-, P- és As-tartalmú méregmolekulák aktív és védett formájára

85
2. Fémek és fémionok Azok a fémek vagy fémionok, amelyeknek d-elektronpályáin elektronpár(ok) vagy párosítatlan elektronok vannak, erős mérgező hatást mutatnak főként hordozós platina- vagy palládiumkatalizátorok esetében. Feltehetően a fémionok d-elektronjai vesznek részt a mérgező ion és a katalitikusan aktív fém között létrejövő, valószínűleg intermetallikus vegyületek kialakulásában. A mérgező fémek abban különböznek az 1. fejezetben bemutatott nemfémes mérgektől, hogy utóbbiak s- vagy p-vegyértékelektronjaikkal képeznek erős kötést a katalizátor aktív komponensével [1,2]. Jellemző mérgező fémionok a következők: Pb2+, Cu2+, Zn2+, Cd2+, Sn2+, Hg2+, Tl+, Mn2+, Fe2+. 3. Telítetlen kötéseket tartalmazó molekulák Mérgező hatásuk abban nyilvánul meg, hogy erősebben adszorbeálódnak a katalizátoron, mint a szubsztrátum, ezért akadályozhatják egy adott reakció lejátszódását. Az ilyen típusú vegyületek mérgező hatása tehát szorpciós természetű, ellentétben a mérgező fémekkel, fémionokkal és egyéb méreganyagokkal, amelyek elektronokkal képeznek kovalens kötést a fémkatalizátorokkal [1]. Jellegzetes képviselők például a cianidion és a szén-monoxid.
 vagy párosítatlan elektronok vannak, erős mérgező hatást mutatnak főként hordozós platina- vagy palládiumkatalizátorok esetében. Feltehetően a fémionok d-elektronjai vesznek részt a mérgező ion és a katalitikusan aktív fém között létrejövő, valószínűleg intermetallikus vegyületek kialakulásában. A mérgező fémek abban különböznek az 1. fejezetben bemutatott nemfémes mérgektől, hogy utóbbiak s- vagy p-vegyértékelektronjaikkal képeznek erős kötést a katalizátor aktív komponensével [1,2]. Jellemző mérgező fémionok a következők: Pb2+, Cu2+, Zn2+, Cd2+, Sn2+, Hg2+, Tl+, Mn2+, Fe Telítetlen kötéseket tartalmazó molekulák. Mérgező hatásuk abban nyilvánul meg, hogy erősebben adszorbeálódnak a katalizátoron, mint a szubsztrátum, ezért akadályozhatják egy adott reakció lejátszódását. Az ilyen típusú vegyületek mérgező hatása tehát szorpciós természetű, ellentétben a mérgező fémekkel, fémionokkal és egyéb méreganyagokkal, amelyek elektronokkal képeznek kovalens kötést a fémkatalizátorokkal [1]. Jellegzetes képviselők például a cianidion és a szén-monoxid.")
86
A mérgezésre ható egyéb tényezők
A mérgezésre ható tényezők között fontos paraméter a méregkoncentráció. Általában kis méregkon-centrációnál a katalizátor aktivitása és a méreg mennyisége közötti összefüggés lineáris, azonban egy adott értéken túl már kevésbé csökken a katalizátor aktivitása. Egy katalizátorméreg toxicitását két tényező, az egyéni befedő faktor (a mérgező csoporthoz kapcsolódó felületi atomok száma) és a méregmolekula tartózkodási ideje (a katalizátor felületen) határozza meg. Leggyakrabban az ún. effektív toxicitást használják a mérgek jellemzésére, amikor a katalizátor aktivitásának csökkenését az összes méregmennyiséghez viszonyítják. A mérgező hatás általában növekvő hőmérséklettel csökken, azonban a katalizátor stabilitása is csökkenhet. A mérgező hatást befolyásolhatja továbbá a méregmolekula mérete és alakja, illetve szerkezete [1].
 és a méregmolekula tartózkodási ideje (a katalizátor felületen) határozza meg. Leggyakrabban az ún. effektív toxicitást használják a mérgek jellemzésére, amikor a katalizátor aktivitásának csökkenését az összes méregmennyiséghez viszonyítják. A mérgező hatás általában növekvő hőmérséklettel csökken, azonban a katalizátor stabilitása is csökkenhet. A mérgező hatást befolyásolhatja továbbá a méregmolekula mérete és alakja, illetve szerkezete [1].")
87
A 2-(N-metilpirrolidin-2-il)etanol és a clemastine szerkezete.
Heterogén katalitikus hidrogénezések Gyógyszeripari intermedierek előállításakor gyakori reakciólépés a heterogén katalitikus hidrogénezés. Mivel a biológiailag aktív anyagok között nagyon sok olyan található, amelyek nitrogént, kenet vagy foszfort tartalmaznak, ezért számos fontos és értékes intermedier, illetve hatóanyag előállításánál felléphetnek a fentebb említett, a hidrogénezési eljárásokat megnehezítő mérgezési jelenségek. a) Nitrogéntartalmú molekulák redukciója A 2-(N-metilpirrolidin-2-il)etanol (1) a Tavegyl (clemastine, 2) márkanevű allergiaellenes gyógyszer egyik fontos és drága intermediere. A 2-(N-metilpirrolidin-2-il)etanol és a clemastine szerkezete.
 Nitrogéntartalmú molekulák redukciója. A 2-(N-metilpirrolidin-2-il)etanol (1) a Tavegyl (clemastine, 2) márkanevű allergiaellenes gyógyszer egyik fontos és drága intermediere. A 2-(N-metilpirrolidin-2-il)etanol és a clemastine szerkezete.")
88
Az 1-es jelű molekula szintézisének utolsó lépése a 2-(N-metilpirrol-2-il)etanol (3) katalitikus hidrogénezése. Ezt a hidrogénezést nem lehet a szokásos módon, sav hozzáadásával pl. kénsavas metanolban végrehajtani, mert a 2-(N-metilpirrol-2-il)etanol nagyon érzékeny már híg savak jelenlétére is, ugyanis hatásukra gyorsan – szilárd, gyantaszerű anyag képződése közben – polimerizálódik. A kifejlesztett új, savmentes közegű hidrogénezési módszer a következő: egymással nem elegyedő oldószerpárt alkalmazva (pl. hexán/metanol), aktívszén-hordozós palládium-katalizátorral, 6 bar nyomáson és 80 C-on teljes konverzió érhető el. A hozam mintegy 80%, a hidrogénezett termék tisztasága pedig min. 99,9% [16]. A nem elegyedő oldószerpárok, feltehetően, megváltoztatják a katalizátoron végbemenő adszorpciós folyamatokat, azaz gátolhatják vagy legyengíthetik a mérgeződést okozó termékek és/vagy szubsztrátumok, valamint a katalizátor aktív centrumai közötti kemiszorpciós kölcsönhatást a) b) A 2-(N-metilpirrol-2-il)etanol híg savak hatására is bekövetkező polimerizációja (a) és annak végterméke (b).
![Az 1-es jelű molekula szintézisének utolsó lépése a 2-(N-metilpirrol-2-il)etanol (3) katalitikus hidrogénezése. Ezt a hidrogénezést nem lehet a szokásos módon, sav hozzáadásával pl. kénsavas metanolban végrehajtani, mert a 2-(N-metilpirrol-2-il)etanol nagyon érzékeny már híg savak jelenlétére is, ugyanis hatásukra gyorsan – szilárd, gyantaszerű anyag képződése közben – polimerizálódik. A kifejlesztett új, savmentes közegű hidrogénezési módszer a következő: egymással nem elegyedő oldószerpárt alkalmazva (pl. hexán/metanol), aktívszén-hordozós palládium-katalizátorral, 6 bar nyomáson és 80 C-on teljes konverzió érhető el. A hozam mintegy 80%, a hidrogénezett termék tisztasága pedig min. 99,9% [16]. A nem elegyedő oldószerpárok, feltehetően, megváltoztatják a katalizátoron végbemenő adszorpciós folyamatokat, azaz gátolhatják vagy legyengíthetik a mérgeződést okozó termékek és/vagy szubsztrátumok, valamint a katalizátor aktív centrumai közötti kemiszorpciós kölcsönhatást](http://slideplayer.hu/slide/2843303/10/images/88/Az+1-es+jel%C5%B1+molekula+szint%C3%A9zis%C3%A9nek+utols%C3%B3+l%C3%A9p%C3%A9se+a+2-%28N-metilpirrol-2-il%29etanol+%283%29+katalitikus+hidrog%C3%A9nez%C3%A9se.+Ezt+a+hidrog%C3%A9nez%C3%A9st+nem+lehet+a+szok%C3%A1sos+m%C3%B3don%2C+sav+hozz%C3%A1ad%C3%A1s%C3%A1val+pl.+k%C3%A9nsavas+metanolban+v%C3%A9grehajtani%2C+mert+a+2-%28N-metilpirrol-2-il%29etanol+nagyon+%C3%A9rz%C3%A9keny+m%C3%A1r+h%C3%ADg+savak+jelenl%C3%A9t%C3%A9re+is%2C+ugyanis+hat%C3%A1sukra+gyorsan+%E2%80%93+szil%C3%A1rd%2C+gyantaszer%C5%B1+anyag+k%C3%A9pz%C5%91d%C3%A9se+k%C3%B6zben+%E2%80%93+polimeriz%C3%A1l%C3%B3dik.+A+kifejlesztett+%C3%BAj%2C+savmentes+k%C3%B6zeg%C5%B1+hidrog%C3%A9nez%C3%A9si+m%C3%B3dszer+a+k%C3%B6vetkez%C5%91%3A+egym%C3%A1ssal+nem+elegyed%C5%91+old%C3%B3szerp%C3%A1rt+alkalmazva+%28pl.+hex%C3%A1n%2Fmetanol%29%2C+akt%C3%ADvsz%C3%A9n-hordoz%C3%B3s+pall%C3%A1dium-kataliz%C3%A1torral%2C+6+bar+nyom%C3%A1son+%C3%A9s+80+%EF%82%B0C-on+teljes+konverzi%C3%B3+%C3%A9rhet%C5%91+el.+A+hozam+mintegy+80%25%2C+a+hidrog%C3%A9nezett+term%C3%A9k+tisztas%C3%A1ga+pedig+min.+99%2C9%25+%5B16%5D.+A+nem+elegyed%C5%91+old%C3%B3szerp%C3%A1rok%2C+feltehet%C5%91en%2C+megv%C3%A1ltoztatj%C3%A1k+a+kataliz%C3%A1toron+v%C3%A9gbemen%C5%91+adszorpci%C3%B3s+folyamatokat%2C+azaz+g%C3%A1tolhatj%C3%A1k+vagy+legyeng%C3%ADthetik+a+m%C3%A9rgez%C5%91d%C3%A9st+okoz%C3%B3+term%C3%A9kek+%C3%A9s%2Fvagy+szubsztr%C3%A1tumok%2C+valamint+a+kataliz%C3%A1tor+akt%C3%ADv+centrumai+k%C3%B6z%C3%B6tti+kemiszorpci%C3%B3s+k%C3%B6lcs%C3%B6nhat%C3%A1st.jpg "a) b) A 2-(N-metilpirrol-2-il)etanol híg savak hatására is bekövetkező polimerizációja (a) és annak végterméke (b).")
89
b) Kéntartalmú vegyületek hidrogénezése
Kéntartalmú anyagok katalitikus hidrogénezésekor, ha nincs lehetőség védett formába átalakítani az adott vegyületet, akkor jellemzően szulfidkatalizárokat mint pl. NiS, MoS2 vagy WS2 alkalmaznak. Ezen típusú katalizátorok aktivitása viszont kicsi, emiatt csak erélyes reakciókörülmények között (200– 300 bar, 400–500 C) működnek kielégítően. Fontos megemlíteni ugyanakkkor, hogy a Varga József műegyetemi professzor által, műbenzin előállítására kidolgozott eljárás során – barnakőszenek nagynyomású hidrogénezésekor – keletkező kénhidrogén nem csökkenti, hanem növeli az alkalmazott katalizátor aktivitását [17]. Ezt a „kénhidrogén-effektust” azóta Varga-effektusként tartják számon a szakirodalomban. Az egymással nem elegyedő oldószerpárok használata kéntartalmú vegyületek palládiumkatalizált hidrogenolízisében is sikeresnek bizonyult. Például az angiotenzinkonvertáló enzimet (ACE) gátló vérnyomáscsökkentő, a captopril [(2S)-1-(3-merkapto-2-metilpropionil)-l-prolin] előállításakor captopril-diszulfidot (3,3’-ditio-bisz{1-[(2S)-metilpropionil]-l-prolin}) alakítottak át víz/diklórmetán oldószerelegyben, Pd/C katalizátorral (Selcat Q [18]), 50 C-on és 5 bar nyomáson. Így nagy tisztaságú captopril (a szennyezés kevesebb, mint 0,3%) állítható elő teljes konverzió mellett, 90% feletti hozammal, iparilag is gazdaságos módon [19].
 működnek kielégítően. Fontos megemlíteni ugyanakkkor, hogy a Varga József műegyetemi professzor által, műbenzin előállítására kidolgozott eljárás során – barnakőszenek nagynyomású hidrogénezésekor – keletkező kénhidrogén nem csökkenti, hanem növeli az alkalmazott katalizátor aktivitását [17]. Ezt a „kénhidrogén-effektust azóta Varga-effektusként tartják számon a szakirodalomban. Az egymással nem elegyedő oldószerpárok használata kéntartalmú vegyületek palládiumkatalizált hidrogenolízisében is sikeresnek bizonyult. Például az angiotenzinkonvertáló enzimet (ACE) gátló vérnyomáscsökkentő, a captopril [(2S)-1-(3-merkapto-2-metilpropionil)-l-prolin] előállításakor captopril-diszulfidot (3,3’-ditio-bisz{1-[(2S)-metilpropionil]-l-prolin}) alakítottak át víz/diklórmetán oldószerelegyben, Pd/C katalizátorral (Selcat Q [18]), 50 C-on és 5 bar nyomáson. Így nagy tisztaságú captopril (a szennyezés kevesebb, mint 0,3%) állítható elő teljes konverzió mellett, 90% feletti hozammal, iparilag is gazdaságos módon [19].")
90
A captopril-diszulfid hidrogenolízise Pd-katalizátorral

91
Petrolkémiai példák Fluid katalitikus krakkolás (FCC)
A fluid katalitikus krakkolás során a kőolaj nagy molekulatömegű frakcióinak feldolgozásával érté-kesebb, könnyű termékek előállítása a cél, főként benzin, de a keletkező C3/C4 gázok is értékesek. A katalizátor savas karakterű, poralakú zeolit (X- vagy Y-típusú), aminek a dezaktiválódását a krakkolási reakciókban képződő koksz okozza, azaz inaktív felületi vegyület jön létre (ld. 2. pont). A regenerálása oxidációval történik, a regenerátorban leégetik a katalizátor felületéről a szennyeződéseket, ami ezután visszakerül a reaktorba. Ez a módszer azonban csak akkor használható, ha az adott katalizátor nagy hőstabilitással rendelkezik. Benzinreformálás A benzinreformálás alapkatalizátora a γ-alumínium-oxid-hordozós platina, aminek fémtartalma jel-lemzően 0,5%. A hordozó savasságát metil-klorid hozzáadásával növelik, így ez a katalizátor bifunkciósnak tekinthető, mert a nemesfém felelős a hidrogénezési/dehidrogénezési reakciókért, míg az Al2O3 az izomerizációért. A legnagyobb problémát a nyersbenzin kéntartalma okozta, ezért azt a reformálás előtt kénmentesítik hidrodeszulfurálási (HDS) reakcióban, NiMo-szulfid katalizátoron. A reakcióban képződött kénhidrogén felhasználható elemi kén előállítására (Claus-eljárás), ami a kénsavgyártás alapanyaga. A katalizátor dezaktiválódását itt is a kokszképződés okozhatja, amit úgy kerülnek el, hogy kétfémes katalizátort alkalmaznak (Pt-Re/γ-Al2O3), és hidrogén jelenlétében (10–40 bar) végzik az átalakítást. A benzoltartalom-csökkentése érdekében jelenleg többfémes katalizátort használnak: 0,15–0,4% Pt, 0,1–0,3 % Re és 0,15–0,5 % Sn γ-alumínium-oxid hordozón. Ebben az esetben tehát a katalitikusan aktív fém módosításával érik el a kívánt hatást, mert a magas hőmérsékleten végzett regeneratív oxidáció (a koksz leégetése) a szemcsék szinterelődésével járna, ami aktivitáscsökkenést eredményezhet.
, aminek a dezaktiválódását a krakkolási reakciókban képződő koksz okozza, azaz inaktív felületi vegyület jön létre (ld. 2. pont). A regenerálása oxidációval történik, a regenerátorban leégetik a katalizátor felületéről a szennyeződéseket, ami ezután visszakerül a reaktorba. Ez a módszer azonban csak akkor használható, ha az adott katalizátor nagy hőstabilitással rendelkezik. Benzinreformálás. A benzinreformálás alapkatalizátora a γ-alumínium-oxid-hordozós platina, aminek fémtartalma jel-lemzően 0,5%. A hordozó savasságát metil-klorid hozzáadásával növelik, így ez a katalizátor bifunkciósnak tekinthető, mert a nemesfém felelős a hidrogénezési/dehidrogénezési reakciókért, míg az Al2O3 az izomerizációért. A legnagyobb problémát a nyersbenzin kéntartalma okozta, ezért azt a reformálás előtt kénmentesítik hidrodeszulfurálási (HDS) reakcióban, NiMo-szulfid katalizátoron. A reakcióban képződött kénhidrogén felhasználható elemi kén előállítására (Claus-eljárás), ami a kénsavgyártás alapanyaga. A katalizátor dezaktiválódását itt is a kokszképződés okozhatja, amit úgy kerülnek el, hogy kétfémes katalizátort alkalmaznak (Pt-Re/γ-Al2O3), és hidrogén jelenlétében (10–40 bar) végzik az átalakítást. A benzoltartalom-csökkentése érdekében jelenleg többfémes katalizátort használnak: 0,15–0,4% Pt, 0,1–0,3 % Re és 0,15–0,5 % Sn γ-alumínium-oxid hordozón. Ebben az esetben tehát a katalitikusan aktív fém módosításával érik el a kívánt hatást, mert a magas hőmérsékleten végzett regeneratív oxidáció (a koksz leégetése) a szemcsék szinterelődésével járna, ami aktivitáscsökkenést eredményezhet.")
92
Irodalom (katalizátormérgek)
Petró J., in Kontakt katalízis; Szabó Z., Kalló D., (Szerk.); Akadémiai Kiadó, Budapest, 1966; pp. 509–529. Freifelder M., Practical Catalytic Hydrogenation, Wiley, New York, 1971; pp. 23–56. Rosenmund K.W., Ber. 1918, 51, 585. Rosenmund K.W., Zetzsche F., Ber. 1921, 54, 425. Lindlar H., Helv. Chim. Acta 1952, 35, 446. Hamilton T.S., Adams R., J. Am. Chem. Soc. 1928, 50, 2260. Maxted E.B., Walker A.G., J. Chem. Soc. 1948, 1093. Devereux J.M., Payne K.R., Peeling E.R.A., J. Chem. Soc. 1957, 2845. Maxted E.B., Briggs M.S., J. Chem. Soc. 1957, 3844. Horner L., Reuter, H., Hermann, E. Ann. 1962, 660, 1. Greenfield, H., J. Org. Chem. 1963, 28, 2431. Deem A.G., Kaveckis J.E., Ind. Eng. Chem. 1944, 33, 1373. Stevinson M.R., Hamilton C.S., J. Am. Chem. Soc. 1935, 57, 1298. Maxted E.B., Moorish W.D., J. Chem. Soc. 1940, 252. Freedman L.D., Doak G.O., Petit E.L., J. Am. Chem. Soc. 1955, 77, 4262. Hegedűs L., Máthé T., Tungler A., Appl. Catal. A: Gen. 1996, 143, 309. Varga J., Brennstoff-Chemie 1928, 9, 277. Máthé T., Tungler A., Petró J., Magyar Szab , 1979; US Patent , 1980. Máthé T., Tungler A., Beck I., Dietz A., Jákfalvi E., Mórász T., Töreki J., Magyar Szab. 208 526, 1992.
; Akadémiai Kiadó, Budapest, 1966; pp. 509–529. Freifelder M., Practical Catalytic Hydrogenation, Wiley, New York, 1971; pp. 23–56. Rosenmund K.W., Ber. 1918, 51, 585. Rosenmund K.W., Zetzsche F., Ber. 1921, 54, 425. Lindlar H., Helv. Chim. Acta 1952, 35, 446. Hamilton T.S., Adams R., J. Am. Chem. Soc. 1928, 50, Maxted E.B., Walker A.G., J. Chem. Soc. 1948, Devereux J.M., Payne K.R., Peeling E.R.A., J. Chem. Soc. 1957, Maxted E.B., Briggs M.S., J. Chem. Soc. 1957, Horner L., Reuter, H., Hermann, E. Ann. 1962, 660, 1. Greenfield, H., J. Org. Chem. 1963, 28, Deem A.G., Kaveckis J.E., Ind. Eng. Chem. 1944, 33, Stevinson M.R., Hamilton C.S., J. Am. Chem. Soc. 1935, 57, Maxted E.B., Moorish W.D., J. Chem. Soc. 1940, 252. Freedman L.D., Doak G.O., Petit E.L., J. Am. Chem. Soc. 1955, 77, Hegedűs L., Máthé T., Tungler A., Appl. Catal. A: Gen. 1996, 143, 309. Varga J., Brennstoff-Chemie 1928, 9, 277. Máthé T., Tungler A., Petró J., Magyar Szab , 1979; US Patent , Máthé T., Tungler A., Beck I., Dietz A., Jákfalvi E., Mórász T., Töreki J., Magyar Szab ,")
Hasonló előadás











 A metán C mindkettő B etilén D egyik sem>")









