Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Forgácsolás szerszámai
ELŐADÁS –

2
FONTOS AZ ÓRAI ELŐADÁS KIEGÉSZÍTI, MAGYARÁZZA AZ ANYAGOT, DE AZ ELEKTRONIKUS TANANYAG HASZNÁLATA, TANULÁSA ELENGEDHETETLEN!

3
Köszörülés

4
KÖSZÖRÜLÉS A köszörülés szabálytalan élgeometriájú szerszámmal végzett forgácsolás, amellyel nagy pontosságú, sima, sőt tükrös felületeket lehet előállítani. A köszörülés főleg befejező megmunkálás, de néhány nagyteljesítményű köszörűgép alkalmas előkészítő vagy nagyoló műveletekhez is. Köszörüléssel nagyon sokféle felület megmunkálható (hengeres, sík, kúpos, alakos). Pontossága: IT6-7, az átlagos érdesség: Ra = 0,16-1,25 μm
. Pontossága: IT6-7, az átlagos érdesség: Ra = 0,16-1,25 μm.")
5
FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
KÖTÖTT SZEMCSE SZABAD SZEMCSE KÖSZÖRÜLÉS - FORGÓ SZERSZÁMMAL - TÜKRÖSÍTÉS - SZALAGOS KÖSZÖRÜLÉS - SUGARAS CSISZOLÁS - LÖKETES KÖSZÖRÜLÉS - KOPTATÁS DÖRZSCSISZOLÁS DIN 8589 KÖSZÖRÜLÉS

6
KÖSZÖRÜLÉS SZABÁLYTALAN, SOKÉLŰ SZERSZÁM FORGÁCSOLÓ FŐMOZGÁS
FORGÓ – SZERSZÁM MELLÉKMOZGÁS – FORGÓ, EGYENES VONALÚ (MUNKADARAB), SZERSZÁM SZERSZÁM – KORONG, HASÁB STB. JELLEMZŐI: - ALAKJA, MÉRETE - SZEMCSE - ANYAGA - NAGYSÁGA - KÖTÉS - KÖTŐANYAG - KEMÉNYSÉG - TÖMÖRSÉG
, SZERSZÁM. SZERSZÁM – KORONG, HASÁB STB. JELLEMZŐI: - ALAKJA, MÉRETE. - SZEMCSE. - ANYAGA. - NAGYSÁGA. - KÖTÉS. - KÖTŐANYAG. - KEMÉNYSÉG. - TÖMÖRSÉG.")
7
a köszörülés szükségessége

8
Abrazív megmunkálások

11
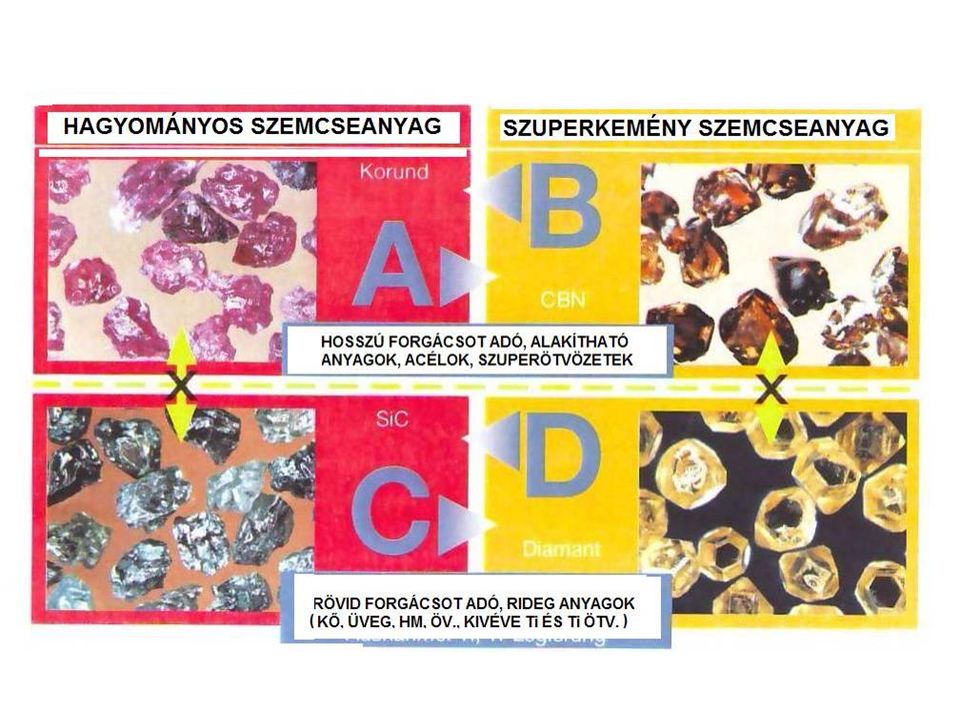
SZEMCSE TERMÉSZETES - KVARC, FLINT FAIPAR - KORUND, SMIRGLI BŐRIPAR - GRANAT OPTIKA - GYÉMÁNT FÉMIPAR MESTERSÉGES - KORUND (Al2O3) A - SZILÍCIUM-KARBID (SiC) C - BÓR-KARBID (BC) - GYÉMÁNT D - KÖBÖS BÓRNITRID (CBN) B
 A. - SZILÍCIUM-KARBID (SiC) C. - BÓR-KARBID (BC) - GYÉMÁNT D. - KÖBÖS BÓRNITRID (CBN) B.")
13
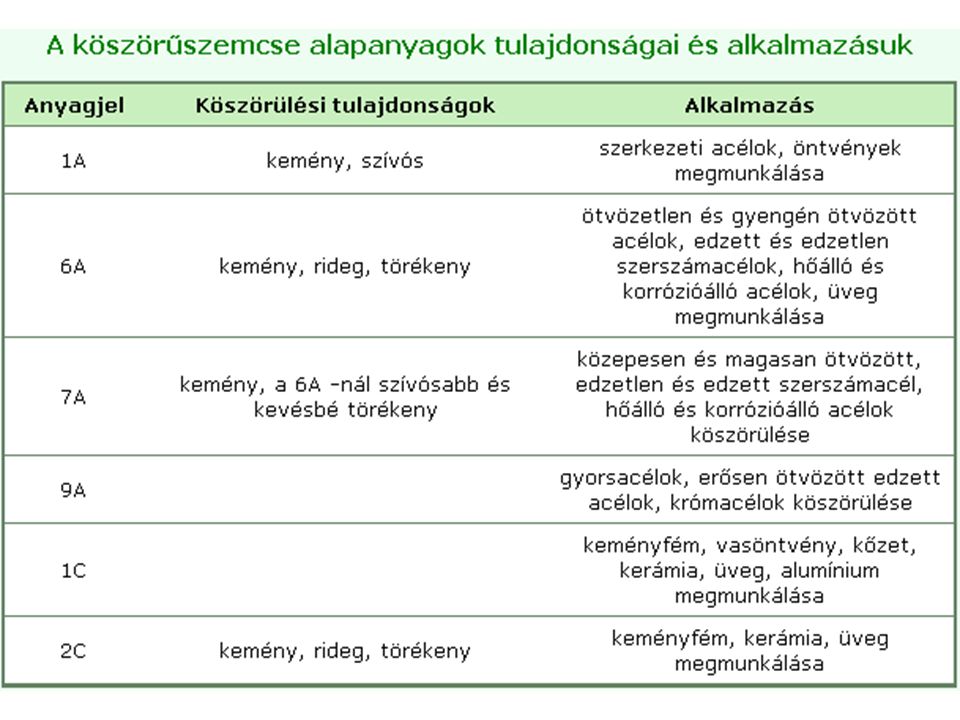
Köszörűszemcsék alkalmazási területei

14
SZEMCSEANYAGOK ÉS TULAJDONSÁGAIK
TYROLIT

15
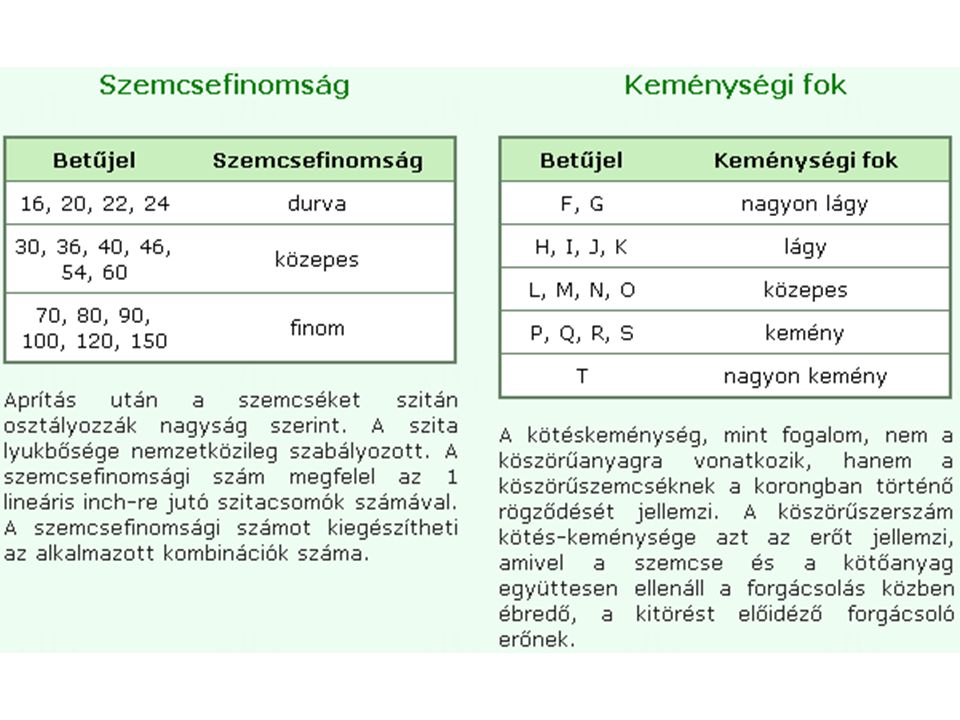
SZEMCSENAGYSÁG - 1 COLLRA ESŐ SZITALYUKAK SZÁMA – MELYEN MÁR FENNAKAD A SZEMCSE „MESH” - LEGNAGYOBB SZEMCSEMÉRET μm-BEN TYROLIT

16
SZEMCSEMÉRETEK GRANIT

17
MAGNEZIT, SZILIKÁT (HIDEGEN KEMÉNYEDŐ) NAGY HŐÁLL. POLIMID GYANTA
KÖTŐANYAG V – KERÁMIA KÖTÉS S – SZILIKÁT R – GUMI RF – SZÁLERŐSÍTÉSŰ GUMI B – MŰGYANTA BF – SZÁLERŐSÍTÉSŰ MŰGYANTA E – SELLAK Mg - MAGNEZIT M - FÉM V B FÉM KERÁMIA SZERVES SZINTER GALVÁN (PORCELÁN TÍPUSÚ) ÜVEG TÍPUSÚ MAGNEZIT, SZILIKÁT (HIDEGEN KEMÉNYEDŐ) FENOL GYANTA NAGY HŐÁLL. POLIMID GYANTA SCHELLAK EPOXID POLIÉSZ-TER AKRIL GUMI POLIURE-TÁN FŐ ALKALMAZÁSOK TYROLIT
 ÜVEG TÍPUSÚ. MAGNEZIT, SZILIKÁT (HIDEGEN KEMÉNYEDŐ) FENOL GYANTA. NAGY HŐÁLL. POLIMID GYANTA. SCHELLAK. EPOXID. POLIÉSZ-TER AKRIL. GUMI. POLIURE-TÁN. FŐ ALKALMAZÁSOK. TYROLIT.")
18
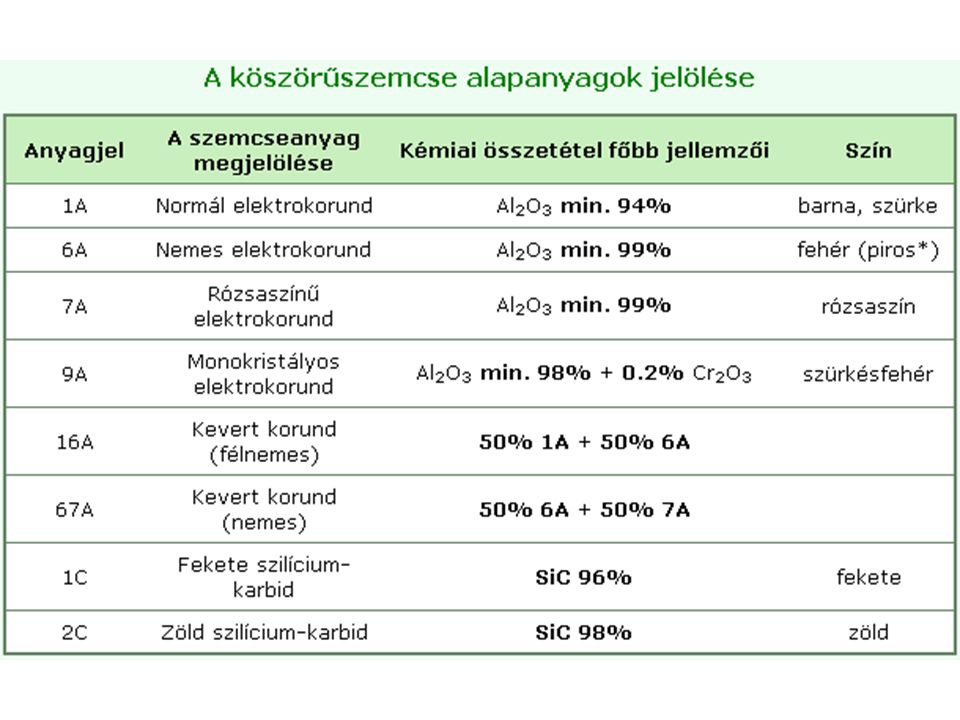
Szemcseanyagok jelölésrendszere

19
KÖTÉS KEMÉNYSÉGE: A SZEMCSÉK KÖTŐANYAGBÓL VALÓ KISZAKADÁSÁVAL SZEMBENI ELLNÁLLÓKÉPESSÉGE. ÖNÉLEZÉS KEMÉNY ANYAGOKHOZ → LÁGY KÖTŐANYAGÚ LÁGY ANYAGOK HOZ → KEMÉNY KÖTŐANYAGÚ SZERSZÁMOT KELL ALKALMAZNI. GRANIT KÖNIG

20
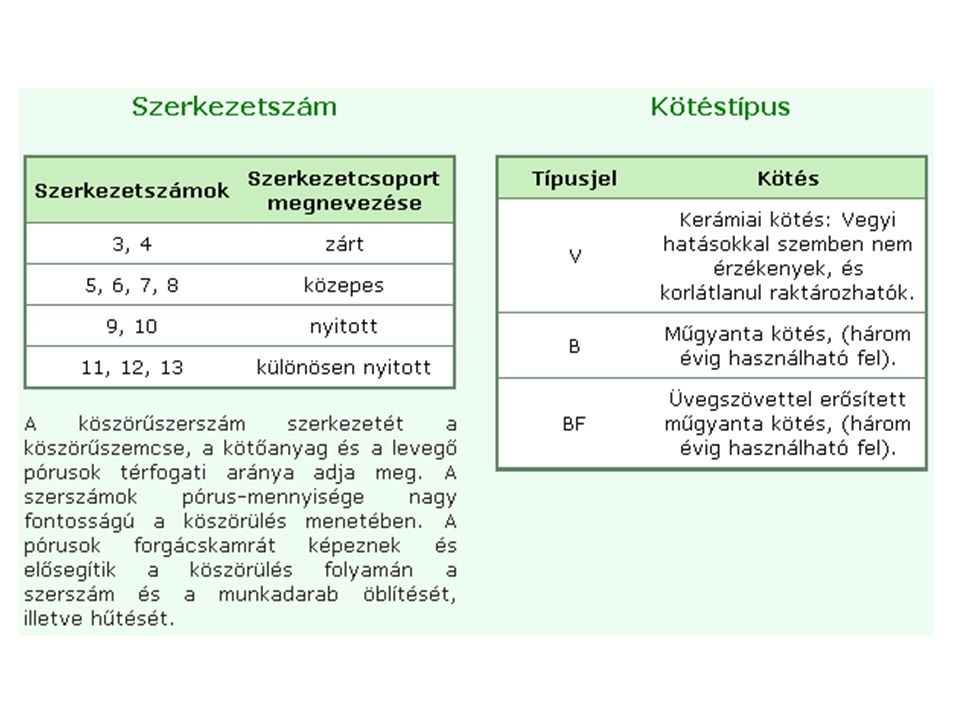
KÖTÉS TÖMÖRSÉGE PÓRUS TÉRFOGAT TELJES TÉRFOGAT VSZ + VK + VP = V
SZERKEZETI SZÁM TELJES TÉRFOGAT VSZ + VK + VP = V SZEMCSE KÖTŐANYAG PÓRUS TÉRFOGAT GRANIT

21
TYROLIT

23
KÖSZÖRŰKORONG MEGNEVEZÉSE:
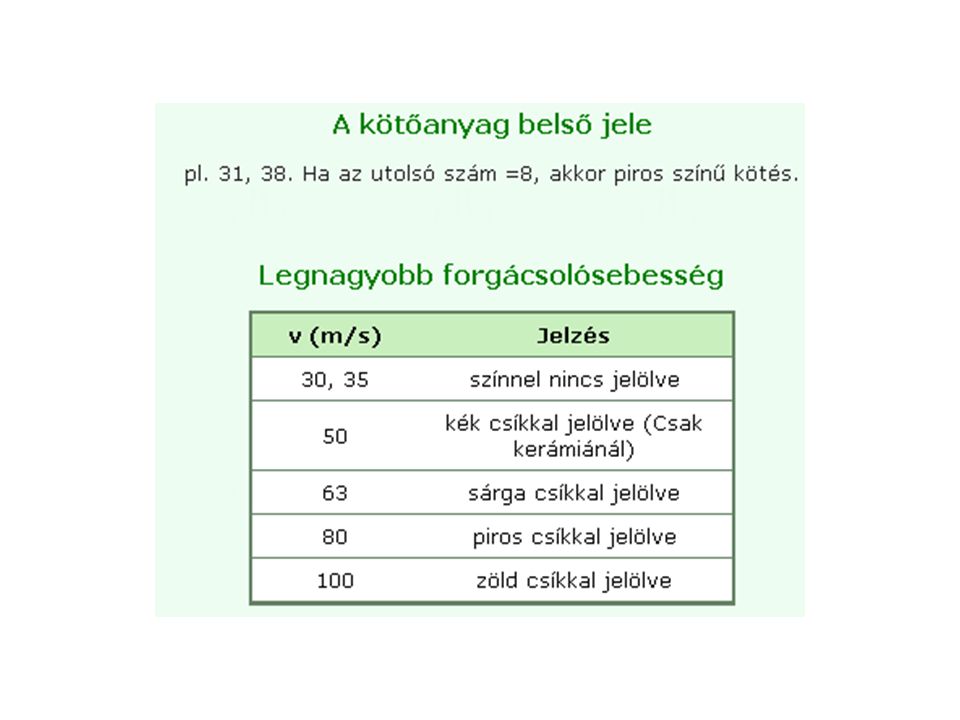
ALAKJEL – MÉRETEK – SZEMCSE ANYAGA – SZEMCSE MÉRETE – KEMÉNYSÉG – SZERKEZET – KÖTÉS – MEGENGEDETT SEBESSÉG

24
Köszörűkorong jelölése

31
Köszörülés szerszámai
A köszörűszerszámok külsőre korong alakú szabályos forgástestek, valójában szabálytalan élgeometriájú, sokélű szerszámok, amelyek a forgácsolást nagy sebességű karcolással végzik. Néhány jellegzetes köszörűkorongot foglal össze az ábra.

32
Tschätsch

33
Tschätsch

34
ÉLGEOMETRIA KÖSZÖRÜLÉSNÉL
α - HÁTSZÖG β – ÉKSZÖG > 90 ° γ – HOMLOKSZÖG NEGATÍV δ – METSZŐSZÖG Φ – NYÍRÁSI SZÖG a – FOGÁSMÉLYSÉG hf - FORGÁCSVASTAGSÁG ÉLGEOMETRIA KÖSZÖRÜLÉSNÉL TYROLIT

35
TYROLIT

36
KÖNIG

37
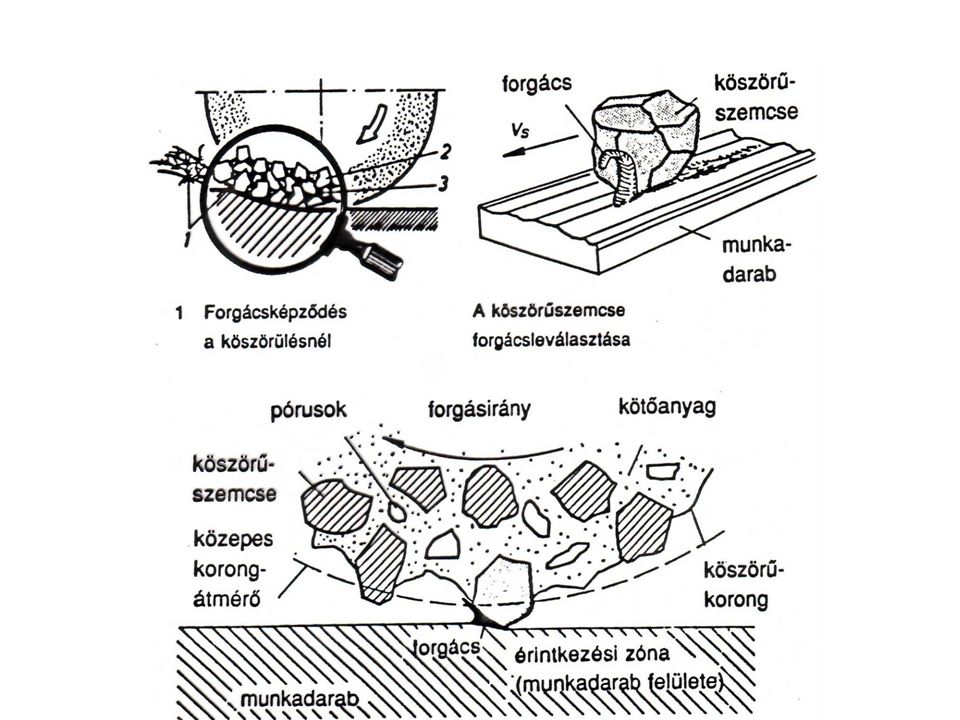
FORGÁCSKÉPZŐDÉS FÁZISAI KÖSZÖRÜLÉSNÉL
RUGALMAS ALAKVÁLTOZÁS RUGALMAS ÉS KÉPLÉKENY ALAKVÁLTOZÁS RUGALMAS ÉS KÉPLÉKENY ALAKVÁLTOZÁS ÉS NYÍRÁS RUGALMAS ALAKVÁLTOZÁS ÉS NYÍRÁS RUGALMAS ALAKVÁLTOZÁSI ZÓNA KÉPLÉKENY ALAKVÁLTOZÁSI ZÓNA FORGÁCS FORGÁCSKÉPZŐDÉS FÁZISAI KÖSZÖRÜLÉSNÉL

38
ENERGIAMÉRLEG

39
ENERGIAMÉRLEG KÖNIG

40
TYROLIT

41
A SZEMCSE ÉS A KÖTŐANYAG KOPÁSI MÓDJAI
KÖNIG

42
STUTE

43
STUTE

44
FORGÁCSOLÁSI ERŐ F – FŐFORGÁCSOLÁSI ERŐ Ff – ELŐTOLÁS IRÁNYÚ ERŐ
Fn – NORMÁL IRÁNYÚ ERŐ STUTE

45
FORGÁCSOLÁSI ERŐ (PALÁSTKÖSZÖRÜLÉS)
F=kS∙A A=? KÜLÖNBÖZŐ MÓDSZEREK v = 1000∙a∙f∙vt [mm3/perc] V – IDŐEGYSÉG ALATT LEVÁLASZTOTT ANYAG Apill= V L vt – TÁRGY SEBESSÉG [m/min] a – FOGÁS f – ELŐTOLÁS L – KÖSZÖRÜLÉSI ÚTHOSSZ [mm] vk – KORONGSEBESSÉG [m/s] L = 60∙1000∙vk [mm2] 1000∙a∙f∙vt a ∙ f ∙ vt 60∙1000∙vk 60 ∙ vK Apill= = a ∙ f ∙ vt 60 ∙ vK F= ks∙

46
F1=ks∙A1 a BALI

47
KORONG KÖSZÖRÜLÉSI TELJESÍTMÉNYE
PK=F∙vk [W] MUNKADARAB FORGATÁSÁHOZ SZÜKSÉGES TELJESÍTMÉNY PMDB=F∙vt [W] SEBESSÉG-TÉNYEZŐ q=60 NAGYOLÁS >90-60 SIMÍTÁS ~ 90 FINOMSIMÍTÁS >90-120 vK vmdb ÁTKÖSZÖRÜLÉSI SZÁM u= NAGYOLÁS 3-4 SIMÍTÁS 5-6 KORONG SZÉLESSÉG ELŐTOLÁS

48
KÖSZÖRÜLÉSI MÓDOK - KÖRKÖSZÖRÜLÉS - SÍK - MENET - FOGAZAT - PROFIL - MÁSOLÓ KÖSZÖRÜLÉS SZALAG KÖSZÖRÜLÉS SZERSZÁM KÖSZÖRÜLÉS

49
Köszörülési módszerek
Valamennyi köszörülési módszer alkalmazásakor a szerszám végzi a forgácsolómozgást mintegy 30 m/s sebességgel. A nagy sebességű köszörülés tartománya: vs = m/s, az ultrasebességűé m/s. A munkadarab sebességét (vw) a q sebességhányadossal fejezzük ki. Általában Előköszörüléskor a fogásvétel: a = 0,02-0,06 mm, készreköszörüléskor: a = 0,002-0,01 mm.
 a q sebességhányadossal fejezzük ki. Általában. Előköszörüléskor a fogásvétel: a = 0,02-0,06 mm, készreköszörüléskor: a = 0,002-0,01 mm.")
50
KÖSZÖRÜLÉSI MÓDOK - KÖRKÖSZÖRÜLÉS - SÍK - MENET - FOGAZAT - PROFIL - MÁSOLÓ KÖSZÖRÜLÉS SZALAG KÖSZÖRÜLÉS SZERSZÁM KÖSZÖRÜLÉS

51
Oldalelőtolásos palástköszörülés
Hosszú tengelyeket ezzel az eljárással köszörülnek.. Fogásvétel lehet löketenként, kettőslöketenként. Előköszörüléskor az előtolás: s = (0,5...0,75) · Bs, készreköszörüléskor (simítás): s = (0,25...0,5) · Bs. Az utolsó néhány löketet fogásvétel nélkül szokás elvégezni.
 · Bs, készreköszörüléskor (simítás): s = (0,25...0,5) · Bs. Az utolsó néhány löketet fogásvétel nélkül szokás elvégezni.")
52
Beszúró palástköszörülés
A módszer elve a következő ábrán látható. Általában akkor alkalmazzák, ha l < Bs, ezért oldalelőtolás nincs, legfeljebb 1-3 mm-es oszcilláció. A szerszám vt beszúrósebességgel mozogva végzi a forgács leválasztását. Lépcsős tengelyek vállainak a köszörülése az alsó ábra szerint végezhető el.

53
Furatköszörülés Vékonyfalú munkadarab megmunkálásához (pl. gördülőcsapágy-gyűrűk) az ún. csúszósarus eljárást használják. A munkadarab forgatását a vt kerületi sebességű mágneses támasztóharang végzi. A csúszósaru nélküli eljárás alkalmazásakor a munkadarabot mereven lehet befogni (pl. tokmányba). A köszörülést mindig előtolással végezzük. A vf előtolósebességet a percenkénti kettőslöketek számával lehet beállítani.
 az ún. csúszósarus eljárást használják. A munkadarab forgatását a vt kerületi sebességű mágneses támasztóharang végzi. A csúszósaru nélküli eljárás alkalmazásakor a munkadarabot mereven lehet befogni (pl. tokmányba). A köszörülést mindig előtolással végezzük. A vf előtolósebességet a percenkénti kettőslöketek számával lehet beállítani.")
54
Csúcs nélküli köszörülés
A csúcs nélküli köszörülés lehet beszúró vagy áteresztő. A beszúró eljárás alkalmazásakor a támasztókorong nincs megdöntve. Az áteresztő módszerhez a támasztókorongot 2-6 fokkal megdöntik, így a munkadarab vf előtoló sebességgel halad a vezetősínen. Ezzel a módszerrel több méter hosszú rudak is köszörülhetők

55
Síkköszörülés A síkköszörülés végezhető a köszörűkorong palástjával vagy homlokfelületével. A korongpalásttal végzett síkköszörülés (a) lassú, kis termelékenységű, de pontos módszer A koronghomlokkal végzett síkköszörülés (b) nagy termelékenységű eljárás, mivel a korong átmérője nagyobb a munkadarab szélességénél. Minden löket vagy kettőslöket után lehet fogást venni, oldalirányú előtolás nincs.
 lassú, kis termelékenységű, de pontos módszer. A koronghomlokkal végzett síkköszörülés (b) nagy termelékenységű eljárás, mivel a korong átmérője nagyobb a munkadarab szélességénél. Minden löket vagy kettőslöket után lehet fogást venni, oldalirányú előtolás nincs.")
56
STUTE

57
MENET KÖSZÖRÜLÉS TSCHÄTSCH
~1 KÖRÜLFORDULÁS HOSSZKÖSZÖRÜLÉS EGYPROFILÚ KŐVEL TÖBBPROFILÚ KŐVEL BESZÚRÓ KÖSZÖRÜLÉS BELSŐ MENET KÖSZÖRÜLÉSE MENET KÖSZÖRÜLÉS TSCHÄTSCH

58
FOGASKERÉK KÖSZÖRÜLÉSE

59
KÖSZÖRŰKORONGOK FELFOGÁSA TSCHÄTSCH

60
KÖSZÖRŰKORONGOK KIEGYENSÚLYOZÁSA
- STATIKUS - DINAMIKUS GÉPEN ÜZEMI FORDULATON - FORMÁHOZ KAPCSOLÓDÓ- - STRUKTÚRÁHOZ KÖTÖTT KIEGYENSÚLYOZATLANSÁG STATIKUS KIEGYENSÚLYOZÁS KÖSZÖRŰKORONGOK KIEGYENSÚLYOZÁSA

61
Szabályozó szerszámok

62
KOPÁS A NYOMÁS ÉS A HŐ HATÁSÁRA KIPERGÉS (KRISTÁLYCSO-PORTOK)
SZEMCSE- TÖRÉS SZEMCSE KIFORDULÁS SZEMCSE KOPÁSFORMÁI STUTE

63
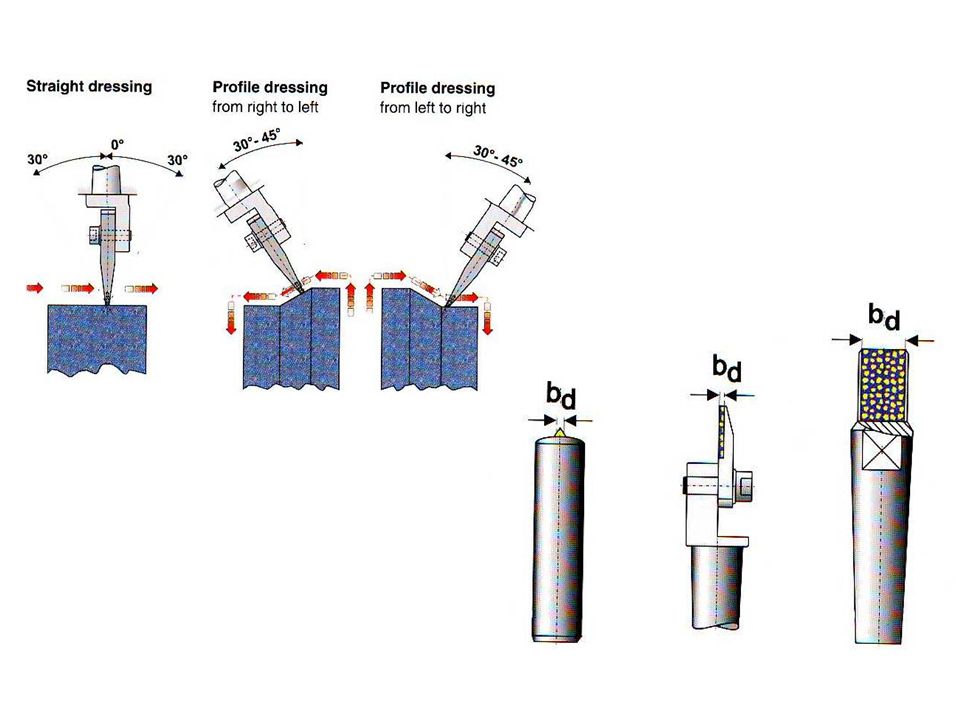
LESZABÁLYOZÁS, LEHÚZÁS
- FRISS SZEMCSÉK - MEGFELELŐ GEOMETRIA BIZTOSÍTÁSA SIMA KORONG ESETÉN KŐ PALÁST ÉS A FORGÁSTENGELY II BIZTOSÍTÁSA ALAKOS KORONG MÁSOLÓ, VAGY NC/CNC LESZABÁLYOZÓ BERENDEZÉSEK SZABÁLYOZÓ - ÁLLÓ GYÉMÁNT EGYKRISTÁLY - MOZGÓ TÁRCSA

65
CNC LESZABÁLYOZÓ GÉP

66
KÖSZÖRÜLÉSI FOLYAMAT - NAGYOLÁS - SIMÍTÁS - KISZIKRÁZTATÁS ! KÖSZÖRŰGÉPEK - KÖRKÖSZÖRŰK - PALÁST - FURAT - SÍKKÖSZÖRŰK - HOSSZ - KÖRASZTALOS - SZERSZÁMKÖSZÖRŰK - KOORDINÁTA KÖSZÖRŰK - DARABOLÓ KÖSZÖRŰK - KÜLÖNLEGES KÖSZÖRŰK - HENGER - BÜTYKÖS-, FORGATTYÚS TENG. - ÁGYKÖSZÖRŰK, VEZETÉK KÖSZ. - MENET - FOGASKERÉK - BORDA - SZALAGKÖSZÖRŰK

67
Köszörűgépek Köszörüléskor a forgácsoló főmozgást (forgómozgás) a szerszám, míg az előtolás- és fogásmélység-irányú mellékmozgásokat a felület alakjától, a munkadarab méreteitől függően vagy a munkadarab, vagy a szerszám végzi.
 a szerszám, míg az előtolás- és fogásmélység-irányú mellékmozgásokat a felület alakjától, a munkadarab méreteitől függően vagy a munkadarab, vagy a szerszám végzi.")
68
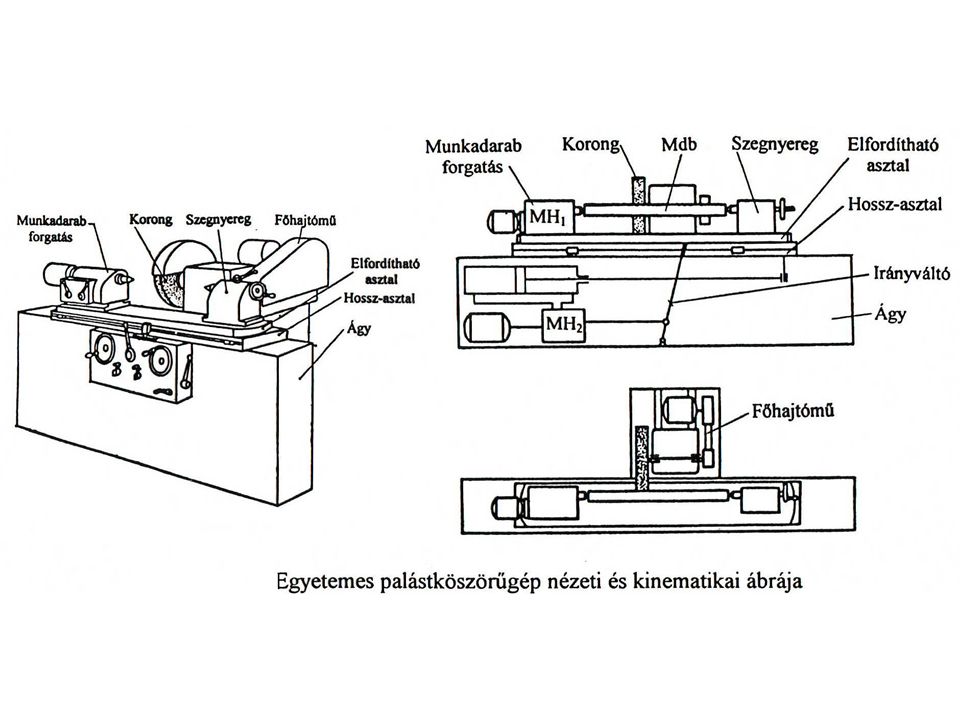
Egyetemes palástköszörűgépek
Ezek a legsokoldalúbban használható köszörűgépek. A forgácsoló főmozgást a pontosan csapágyazott köszörűorsóra szerelt köszörűkorong végzi. A munkadarabot tokmányba, csúcsok közé, vagy patronba lehet befogni, amit külön hajtómű forgat

70
Csúcs nélküli köszörűgépek
Az ilyen típusú gépeken a munkadarab a köszörű- és a továbbító korong között helyezkedik el, alulról vezetősín (támasztóléc) vezeti, ill. támasztja meg. A darab a forgómozgást finom szemcsézetű gumi- vagy bakelitkötésű továbbító korongról kapja súrlódó erőkapcsolat útján. A továbbító korong a köszörűkorong tengelyéhez viszonyítva a vízszintes síkban ferdére állítható. Áteresztő köszörüléskor így a munkadarab forgómozgása mellett tengely irányú előtolási sebességet kap
 vezeti, ill. támasztja meg. A darab a forgómozgást finom szemcsézetű gumi- vagy bakelitkötésű továbbító korongról kapja súrlódó erőkapcsolat útján. A továbbító korong a köszörűkorong tengelyéhez viszonyítva a vízszintes síkban ferdére állítható. Áteresztő köszörüléskor így a munkadarab forgómozgása mellett tengely irányú előtolási sebességet kap.")
71
CSÚCSNÉLKÜLI KÖSZÖRŰGÉP VÁZLATA

72
Furatköszörűgépek A furatköszörű-gépek szerkezeti felépítése hasonló az egyetemes palástköszörű-gépekéhez. Ezek a gépek alkalmasak hengeres, kúpos és beszúró köszörüléssel lépcsős vagy alakos felületek megmunkálására is. Fazék alakú koronggal homlokfelületek is köszörülhetők

73
Furatköszörű

74
Síkköszörűgépek A korongpalásttal végzett köszörülésre alkalmas gép szerkezeti vázlatát szemlélteti az ábra. Ilyen gépen akkor köszörülünk, ha a munkadarab deformálódását, káros felmelegedését biztosan el kell kerülni (pl. szerszámgyártáskor).
.")
75
Koronghomlokkal végzett köszörüléskor nagy forgácsteljesítmény érhető el, de ezzel együtt nagyok az erő- és hőhatások. Ilyen köszörülésre alkalmas függőleges síkköszörűgép vázlatát mutatja az ábra.

76
SÍKKÖSZÖRŰGÉPEK ELVI FELÉPÍTÉSE

77
EGYETEMES KÖSZÖRŰGÉP (Szimfék)
")
78
EGYETEMES KÖSZÖRŰGÉP (Szimfék)
")
79
CNC KÖSZÖRŰGÉP(Szimfék)
")
80
FORGATTYÚS TENGELY KÖSZÖRŰ
(Szimfék)
")
81
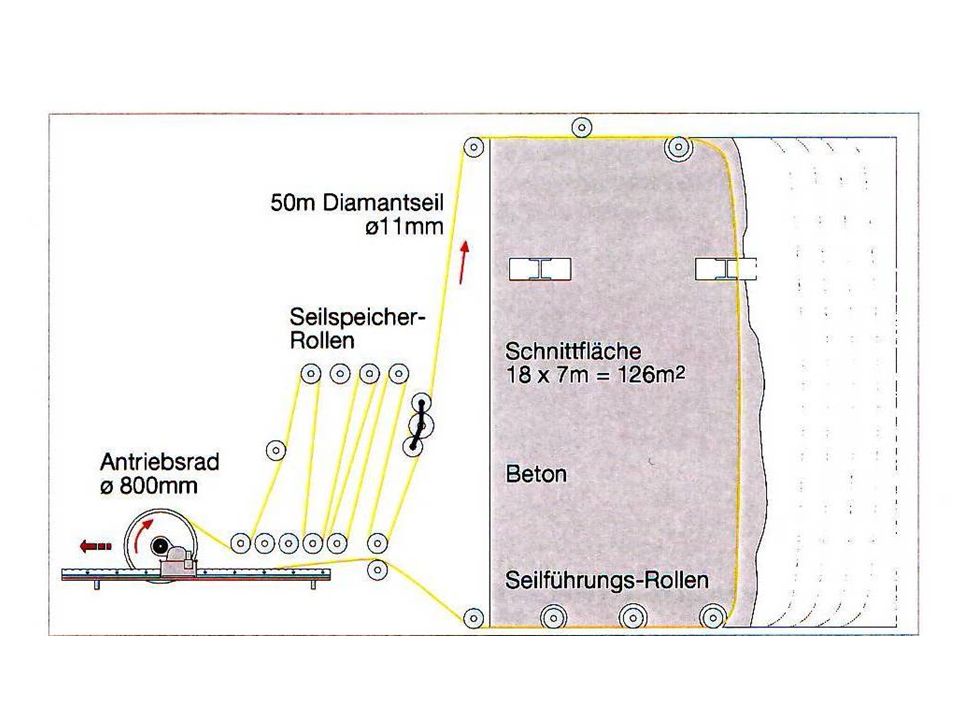
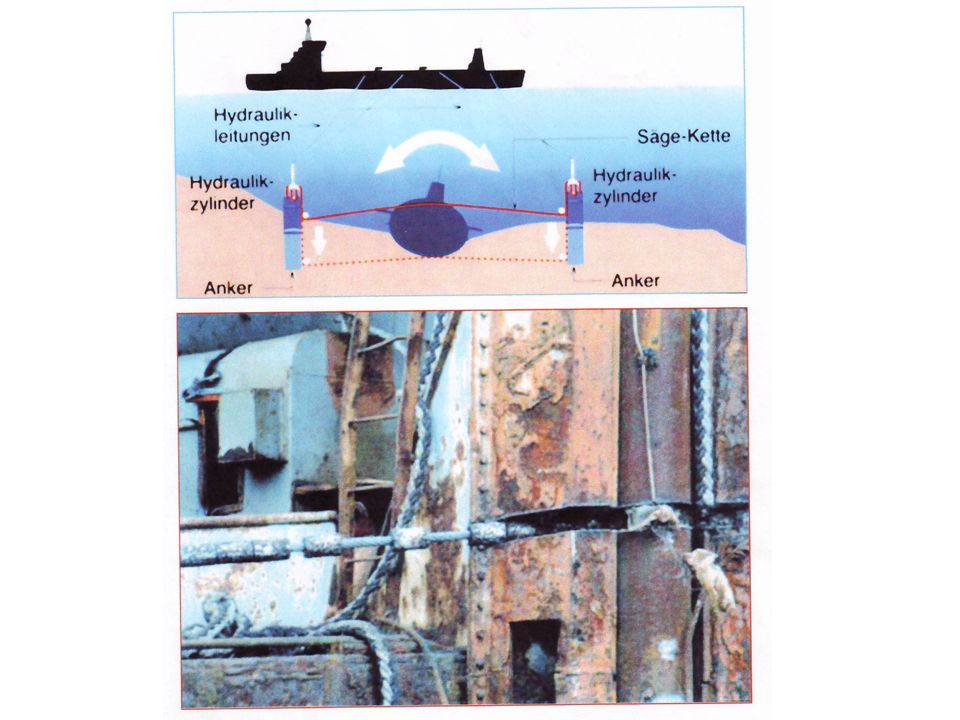
KÖSZÖRŰKÖTÉL TYROLIT

84
FINOMFELÜLETI MEGMUNKÁLÁSOK

85
FINOMFELÜLETI MEGMUNKÁLÁSOK
- TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS (HONOLÁS) - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS)
 - DÖRZSKÖSZÖRÜLÉS (HONOLÁS) - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS)")
86
TÜKRÖSÍTÉS (LEPPELÉS)
A LEPPELŐSZEMCSÉK MOZGÁSA ÉS HATÁSA A LEPPELŐFILMBEN (MARTIN NYOMÁN) KÖNIG
 KÖNIG.")
87
KICSI Ra Rt NAGY AZ ANYAGLEVÁLASZTÁS BEFOLYÁSOLÓ JELLEMZŐI LEPPELÉSNÉL
F TERHELÉS ANYAGLEVÁL. HORD. K. VASTAG AZ ANYAGLEVÁLASZTÁS BEFOLYÁSOLÓ JELLEMZŐI LEPPELÉSNÉL TÜKRÖSÍTŐ ANYAGOK: - SiC - KORUND - BC - GYÉMÁNT SZEMCSÉK SZEMCSEMÉRET: 2-40μm -PETRÓLEUM -ZSÍR -OLAJ -FAGGYÚ -TERPENTIN -VIASZ … … KÖNIG

88
TÜKRÖSÍTÉS FRISCHHERZ

89
KÉTKORONGOS TÜKRÖSÍTŐ GÉP

90
LEPPELŐ KÖSZÖRÜLÉS LEPPELÉS KÖTÖTT SZEMCSÉVEL LEPPELŐGÉP - WOLTERS

91
TÜKRÖSÍTÉS ALKALMAZÁSI TERÜLETE
FÉMIPAR ACÉL, SZINTERFÉMEK, KEMÉNYFÉM, RÉZ, BRONZ, ÖV… DÍZELBEFECSKENDEZŐK, HIDRAULIKA ALK., PREC. CSAPÁGYAK, VÁLTÓLAPKÁK, MÉRŐHASÁBOK ELEKTRONIKA Si, SiC, GERMÁNIUM, GALLIUM-ARZENID STB. ÜVEGIPAR KVARC, ZAFÍR KERÁMIA TÖMÍTÉSEK, CSAPBETÉTEK, VÁLTÓLAPKÁK, MÉRŐHASÁBOK

92
DÖRZSKÖSZÖRÜLÉS (HONOLÁS)
FORGÓ FŐMOZGÁS (SZERSZÁM) MELLÉKMOZGÁS – ALTERNÁLÓ EGYENES VONALÚ (SZERSZÁM, MDB) A FORGÁCSOLÁSI SEBESSÉG: vax – AXIÁLIS SEBESSÉG vk – KERÜLETI SEBESSÉG Conrad
 MELLÉKMOZGÁS – ALTERNÁLÓ EGYENES VONALÚ (SZERSZÁM, MDB) A FORGÁCSOLÁSI SEBESSÉG: vax – AXIÁLIS SEBESSÉG. vk – KERÜLETI SEBESSÉG. Conrad.")
93
MEGNEVEZÉS HASONLÓ, MINT A KÖSZÖRŰKORONGOKNÁL.
HONOLÓ SZERSZÁMOK HONOLÓ HASÁBOK SZEMCSE - KORUND (NEMES) - SiC - GYÉMÁNT - CBN KÖTÉS - KERÁMIA - MŰGYANTA - FÉM MEGNEVEZÉS HASONLÓ, MINT A KÖSZÖRŰKORONGOKNÁL. A LEGGYAKRABBAN HASZNÁLT HONOLÓFEJEK FOGÁSVÉTEL-ÁLLÍTÁSÁNAK ELVEI KÖNIG
 - SiC. - GYÉMÁNT. - CBN. KÖTÉS. - KERÁMIA. - MŰGYANTA. - FÉM. MEGNEVEZÉS HASONLÓ, MINT A KÖSZÖRŰKORONGOKNÁL. A LEGGYAKRABBAN HASZNÁLT HONOLÓFEJEK FOGÁSVÉTEL-ÁLLÍTÁSÁNAK ELVEI. KÖNIG.")
94
(GEHRING)
")
95
GEHRING HONOLÓ SZERSZÁM

96
KETTŐS CSUKLÓS SZERSZÁM
A HONOLÓ SZERSZÁM ÖNVEZETŐ, EZÉRT ÚSZÓ-LENGŐ SZERSZÁMBEFOGÁS FIX - MUNKADARAB MEREV SZERSZÁMBEFOGÁS ÚSZÓ-LENGŐ MDB. MEGFOGÁS KARDÁNOS MDB. MEGFOGÁS KETTŐS CSUKLÓS SZERSZÁM SZERSZÁM ÉS MUNKADARAB FELFOGÁSA STUTE

97
A HORDFELÜLET KIALAKÍTÁSA – ABBOT DIAGRAM
-TEHERVISELÉS -KENŐANYAG TÁROLÁS HONOLÁSI FOLYAMAT CONRAD

98
HONOLÁS OPTIMÁLIS FORGÁCSOLÁSI SEBESSÉG KÜLÖNBÖZŐ ÉLANYAGOKNÁL:
RÁHAGYÁS: 0,025 – 0,5 mm ELÉRHETŐ PONTOSSÁG: IT4 – IT5 ELÉRHETŐ ÉRDESSÉG: ACÉL: Ra=0,025 – 0,2 μm ÖV: Ra=0,2 – 0,3 μm OPTIMÁLIS FORGÁCSOLÁSI SEBESSÉG KÜLÖNBÖZŐ ÉLANYAGOKNÁL: a – NEMESKORUND (FEHÉR) b – SZINTETIKUS GYÉMÁNT c – KÖBÖS BÓRNITRID SZEMCSE STUTE HONOLÁS
 b – SZINTETIKUS GYÉMÁNT. c – KÖBÖS BÓRNITRID SZEMCSE. STUTE. HONOLÁS.")
99
HONOLÁS KÖNIG

100
HONOLÁS KÖNIG

101
HONOLÁS KÖNIG

102
CSAK GYÉMÁNT SZERSZÁMOKHOZ
HONOLÓ OLAJ KERÁMIA ÉS MŰGYANTA KÖTÉSŰ-, NORMÁL- ÉS GYÉMÁNT SZERSZÁMOKHOZ EMULZIÓ (VIZES OLDAT) CSAK GYÉMÁNT SZERSZÁMOKHOZ HŰTŐ-KENŐ ANYAGOK HONOLÁSNÁL STUTE
 CSAK GYÉMÁNT SZERSZÁMOKHOZ. HŰTŐ-KENŐ ANYAGOK HONOLÁSNÁL STUTE.")
103
HONOLÓ GÉPEK STUTE VÍZSZINTES KÉZI HONOLÓGÉP B.
KÖNNYŰ ÉPÍTÉSŰ TERMELŐ HONOLÓGÉP NEHÉZ ÉPÍTÉSŰ TERMELŐ HONOLÓGÉP FÜGGŐLEGES CSŐHONOLÓ GÉP F. VÍZSZINTES HOSSZÚ CSŐ HONOLÓ GÉP (ORSÓSZÁN) HONOLÓ GÉPEK STUTE
 HONOLÓ GÉPEK STUTE.")
104
ALKALMAZÁSI TERÜLET: JÁRMŰGYÁRTÁS MOTORHENGER, PERSELY, HAJTÓRÚD, FÉKHENGER, FÉKDOB, KORMÁNYHÁZ, HAJTÓMŰ FOGASKEREKEK, BEFECSKENDEZŐ HIDRAULIKUS, PNEUMATIKUS BERENDEZÉSEK MUNKA-, VEZÉRLŐHENGER FURATAI CSAPÁGYGYÁRTÁS HŰTŐGÉP GYÁRTÁS KOMPRESSZOR HENGER ELEKTROMOS GÉPEK: CSAPÁGYFURATOK SZERSZÁMGÉP GYÁRTÁS: SZEGNYEREG, ORSÓFURAT

105
LÉZERES HONOLÁS GEHRING

106
TÜKÖRSIMÍTÁS (SZUPERFINIS)
- HASÁB KŐVEL - CSÚCSOK KÖZÖTT - CSÚCSNÉLKÜLI ELJÁRÁSSAL - BESZÚRÓ - ÁTERESZTŐ - PROFIL -SÍK MEGMUNKÁLÁS - SZALAGOS TÜKÖRSIMÍTÁS (SZUPERFINIS) KÖNIG
 KÖNIG.")
107
TÜKÖRSIMÍTÁS (SZUPERFINIS) CSÚCSOK KÖZÖTT, HASÁBKŐVEL:
ELŐTTE UTÁNA TÜKÖRSIMÍTÁS (SZUPERFINIS) CSÚCSOK KÖZÖTT, HASÁBKŐVEL: ELŐTOLÁS (vf=2-3 mm/ford) MDB. MOZGÁS: v=15-25 m/min) REZGÉS: /min (AMPLITÚDÓ 3-6 mm) SZERSZÁM: MINT A HONOLÁSNÁL HŰTŐ-KENŐ FOLYADÉK: PETRÓLEUM % OLAJ (FRISCHHERZ) TÜKÖRSIMÍTÁS (SZUPERFINIS)
 CSÚCSOK. KÖZÖTT, HASÁBKŐVEL: ELŐTOLÁS (vf=2-3 mm/ford) MDB. MOZGÁS: v=15-25 m/min) REZGÉS: /min. (AMPLITÚDÓ 3-6 mm) SZERSZÁM: MINT A HONOLÁSNÁL. HŰTŐ-KENŐ FOLYADÉK: PETRÓLEUM % OLAJ. (FRISCHHERZ) TÜKÖRSIMÍTÁS (SZUPERFINIS)")
108
ESZTERGÁRA SZERELT TÜKÖRSIMÍTÓ EGYSÉG (PNEUMATIKUS REZGETÉSSEL)
(STUTE)
")
109
FORGATTYÚS TENGELY SZALAGOS TÜKÖRSIMÍTÁSA (SUPERFINA)
")
110
UNIVERZÁLIS TÜKÖRSIMÍTÓ GÉP
KÖVES SZALAGOS EGYSÉGEK UNIVERZÁLIS TÜKÖRSIMÍTÓ GÉP

111
Polírozás szikraforgácsolással

112
Polírozás robottal

113
Köszönöm a figyelmet

Hasonló előadás














>")






