Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Műszaki Alapozó és Gépészmérnöki szak Gépgyártástechnológiai Tanszék
(hegesztés) 8.előadás: Gázhegesztés (OALH) Lángvágás előadó: Dr. Szigeti Ferenc főiskolai tanár
 8.előadás: Gázhegesztés (OALH) Lángvágás. előadó: Dr. Szigeti Ferenc. főiskolai tanár.")
2
A gázhegesztés jelölései, típusai
Az égést tápláló gáz: O2 ; oxigén – éghető gáz hegesztés kódja: 31 A legnagyobb jelentőségű gázhegesztés: oxigén – acetilén Fontosabb adatai : - ISO-kódja: 311, - legnagyobb a hőáramsűrűsége: 448 W/mm2 (VFI: 5000 W/mm2), - legnagyobb a lánghőmérséklete: ~3200 oC, - fűtőértéke: 56,8 MJ/m3 - égési sebesség O2-ben: 11,6 m/s; Elnevezések: magyar: oxi – acetilén lánghegesztés: OALH; angol: Oxy – acetylene Welding, OAW; Egyéb, gázhegesztéshez használható gáztípusok: - 312: O2 – propán, - 313: O2 – H2
, - legnagyobb a lánghőmérséklete: ~3200 oC, - fűtőértéke: 56,8 MJ/m3. - égési sebesség O2-ben: 11,6 m/s; Elnevezések: magyar: oxi – acetilén lánghegesztés: OALH; angol: Oxy – acetylene Welding, OAW; Egyéb, gázhegesztéshez használható gáztípusok: - 312: O2 – propán, - 313: O2 – H2.")
3
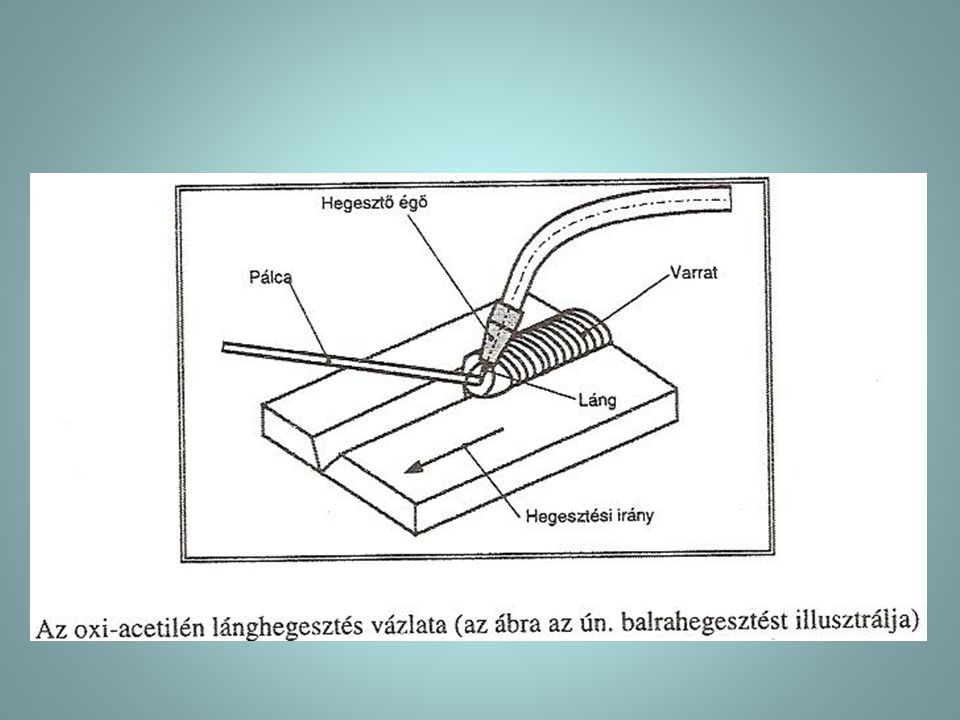
A gázhegesztés elve Lánghegesztés vagy gázhegesztés hőforrása az a meleg, amely valamilyen éghető gáz (általában acetilén) és O2 keveréke égésekor szabadul fel → gázhegesztésnek nevezzük mindazokat az eljárásokat, melyeknél a munkadarab hevítésére a hegesztő pisztolyban képzett gázkeverék magas hőmérsékletű lángját alkalmazzuk. A gázok a pisztolyhoz (hegesztő égőhöz) nyomás alatt áramlanak, benne összekeverednek, és az égőfejből az égési sebességgel kilépve szúrólánggal elégnek. A láng hője megolvasztja a munkadarab széleket, melyeket hegesztő huzallal vagy anélkül képzett varrattal kötünk össze → kötő és felrakó hegesztés.
 és O2 keveréke égésekor szabadul fel → gázhegesztésnek nevezzük mindazokat az eljárásokat, melyeknél a munkadarab hevítésére a hegesztő pisztolyban képzett gázkeverék magas hőmérsékletű lángját alkalmazzuk. A gázok a pisztolyhoz (hegesztő égőhöz) nyomás alatt áramlanak, benne összekeverednek, és az égőfejből az égési sebességgel kilépve szúrólánggal elégnek. A láng hője megolvasztja a munkadarab széleket, melyeket hegesztő huzallal vagy anélkül képzett varrattal kötünk össze → kötő és felrakó hegesztés.")
5
A gázhegesztés jellemzői
tetszőleges térbeli helyzetben is alkalmazható, kis hőáramsűrűsége miatt: vékony falú (s≤3mm) lemezek, csövek, csőszerelvények, öntvény alkatrészek hegeszthetők gazdaságosan, rossz illesztéseknél, nehezen hozzáférhető helyeken (pl.helyszíni csőszerelés) , rövid varratoknál, elavult, alkalmazásának további szűkülése várható.
 lemezek, csövek, csőszerelvények, öntvény alkatrészek hegeszthetők gazdaságosan, rossz illesztéseknél, nehezen hozzáférhető helyeken (pl.helyszíni csőszerelés) , rövid varratoknál, elavult, alkalmazásának további szűkülése várható.")
6
A gázhegesztés előnyei
egyszerű, többcélú, könnyen kezelhető, hordozható, minden hegesztési helyzetben (berendezése lángvágáshoz is alkalmas), a hegfürdő hegesztés közben jól látható, hőbevitel → fürdőméret jól szabályozható, hegesztéshez és forrasztáshoz is alkalmas, nehezen hozzáférhető helyen is alkalmazható, nincs villamos hálózathoz kötve, nem igényes a varratelőkészítésre (illesztési résre nem érzékeny, a szerves szennyezők leégnek, a víz elgőzölög), hozaganyag nélkül is alkalmazható, kötő- és felrakó-hegesztésre is alkalmazható, nem kell salakolni, a szemet kevésbé károsítja (mint a villamos ív).
, a hegfürdő hegesztés közben jól látható, hőbevitel → fürdőméret jól szabályozható, hegesztéshez és forrasztáshoz is alkalmas, nehezen hozzáférhető helyen is alkalmazható, nincs villamos hálózathoz kötve, nem igényes a varratelőkészítésre (illesztési résre nem érzékeny, a szerves szennyezők leégnek, a víz elgőzölög), hozaganyag nélkül is alkalmazható, kötő- és felrakó-hegesztésre is alkalmazható, nem kell salakolni, a szemet kevésbé károsítja (mint a villamos ív).")
7
A gázhegesztés hátrányai
berendezése tűz- és robbanásveszélyes ( a lánghegesztőnek speciális bizonyítvánnyal kell rendelkeznie), a felületi oxidokat csak vegyszerrel (folyósítószerrel) lehet eltávolítani (a folyósítószer korrozív, alkalmazása idő és költség növekedést okoz), termelékenysége kicsi, varratminősége közepes vagy gyenge.
, a felületi oxidokat csak vegyszerrel (folyósítószerrel) lehet eltávolítani (a folyósítószer korrozív, alkalmazása idő és költség növekedést okoz), termelékenysége kicsi, varratminősége közepes vagy gyenge.")
8
A gázhegesztés alkalmazása
a kis hőáramsűrűség miatt → vékony lemezek, vékonyfalú csövek, rövid varratok hegesztésénél, folyasztószerrel a legtöbb technológiai fém (acél, öv, Cu, Ni, Al, Mg ötvözetek ) hegeszthető, nem hegeszthetők gázhegesztéssel: - magas olvadáspontú fémek (W, Mo, Nb, Ta), - O2 iránt affin fémek : Ti, Zr, - alacsony olvadáspontú fémek (Al, Mg, Zn, Cd, Pb, Sn) hegesztése: H, metán, propán-bután gázzal, javító, karbantartó munkáknál, helyszíni szerelésnél, termék és szerkezet gyártásban már nem! hegesztés mellett előmelegítésre, utóhőkezelésre, egyengetésre, darabolásra, vágásra is alkalmas.
 hegeszthető, nem hegeszthetők gázhegesztéssel: - magas olvadáspontú fémek (W, Mo, Nb, Ta), - O2 iránt affin fémek : Ti, Zr, - alacsony olvadáspontú fémek (Al, Mg, Zn, Cd, Pb, Sn) hegesztése: H, metán, propán-bután gázzal, javító, karbantartó munkáknál, helyszíni szerelésnél, termék és szerkezet gyártásban már nem! hegesztés mellett előmelegítésre, utóhőkezelésre, egyengetésre, darabolásra, vágásra is alkalmas.")
9
A gázhegesztő berendezés részei: gázellátó rendszer, pisztoly, biztonsági és védőfelszerelések.
Hegesztőgázok: 1. Oxigén cseppfolyósított levegő desztillációjával (szakaszos lepárlással) gyártják; bar nyomáson, 50 l-es szabványos acélpalackban tárolják → 6 m3 gáz; színjele: kék, 99,5%-os tisztaságú szükséges hegesztéshez, a nagy nyomás miatt biztonsági előírások: az O2 palackot védeni kell: - felmelegedéstől, - ütéstől, - olajos, zsíros szennyeződéstől ; (olajgőzök és zsírok az O2-áram okozta súrlódástól is lángra lobbanhatnak).
 gyártják; bar nyomáson, 50 l-es szabványos acélpalackban. tárolják → 6 m3 gáz; színjele: kék, 99,5%-os tisztaságú szükséges hegesztéshez, a nagy nyomás miatt biztonsági előírások: az O2 palackot védeni kell: - felmelegedéstől, - ütéstől, - olajos, zsíros szennyeződéstől ; (olajgőzök és zsírok az O2-áram okozta súrlódástól is lángra lobbanhatnak).")
10
2. acetilén (C2H2): CaC2–ból állítják elő,
mészkövet (Ca CO3) szénporral 1000oC-on összeolvasztanak villamos ívkemencében; CaCO3 = CaO + CO2; (CaO: égetett mész) CaO + 3C = CaC2 + CO; CaC2: kékesszürke, tömör, szilárd, erősen nedvszívó. CaC2-t: légmentesen zárt fémhordóban forgalmazzák acetilén fejlesztő készülékekhez ha vízzel érintkezik, rögtön reakcióba lép; C2H2 gáz fejlődik CaC2 + 2H2O = C2H2 + Ca (OH)2 palackozva, ún. disszugáz formájában hozzák forgalomba. A C2H2 gáz robbanásveszélyes (2bar nyomáson robban!), ezért acetonban elnyeletve palackozzák (10, 20, 40, 50 l-es).
 szénporral 1000oC-on összeolvasztanak villamos ívkemencében; CaCO3 = CaO + CO2; (CaO: égetett mész) CaO + 3C = CaC2 + CO; CaC2: kékesszürke, tömör, szilárd, erősen nedvszívó. CaC2-t: légmentesen zárt fémhordóban forgalmazzák acetilén fejlesztő készülékekhez. ha vízzel érintkezik, rögtön reakcióba lép; C2H2 gáz fejlődik. CaC2 + 2H2O = C2H2 + Ca (OH)2. palackozva, ún. disszugáz formájában hozzák forgalomba. A C2H2 gáz robbanásveszélyes (2bar nyomáson robban!), ezért acetonban elnyeletve palackozzák (10, 20, 40, 50 l-es).")
11
töltőnyomás: 15 bar, 40 l-es palackból~ 5,7 m3 (6kg) gáz nyerhető:
16 l x 15 bar x 24 l = 5760 l → 20oC; 1 bar → 24 liter C2H2/ 1liter aceton.

12
A palackos C2H2 előnye: tisztaság, kényelmes felhasználhatóság;
Hátránya: drágább, korlátozott gázelvétel l/ó (acetonáramlás → acetonmolekulák szétesése → hőfejlődés → palackrobbanás) Színjele: sárga, többi éghető gázé piros (H2, metán, stb.) Acetilén fejlesztők: - kisnyomású (üzemi nyomás: 0,01bar)
 Színjele: sárga, többi éghető gázé piros (H2, metán, stb.) Acetilén fejlesztők: - kisnyomású (üzemi nyomás: 0,01bar)")
13
- nagynyomású (üzemi nyomás:0,2-1,5bar)
")
14
A hegesztő készülékek szerelvényei
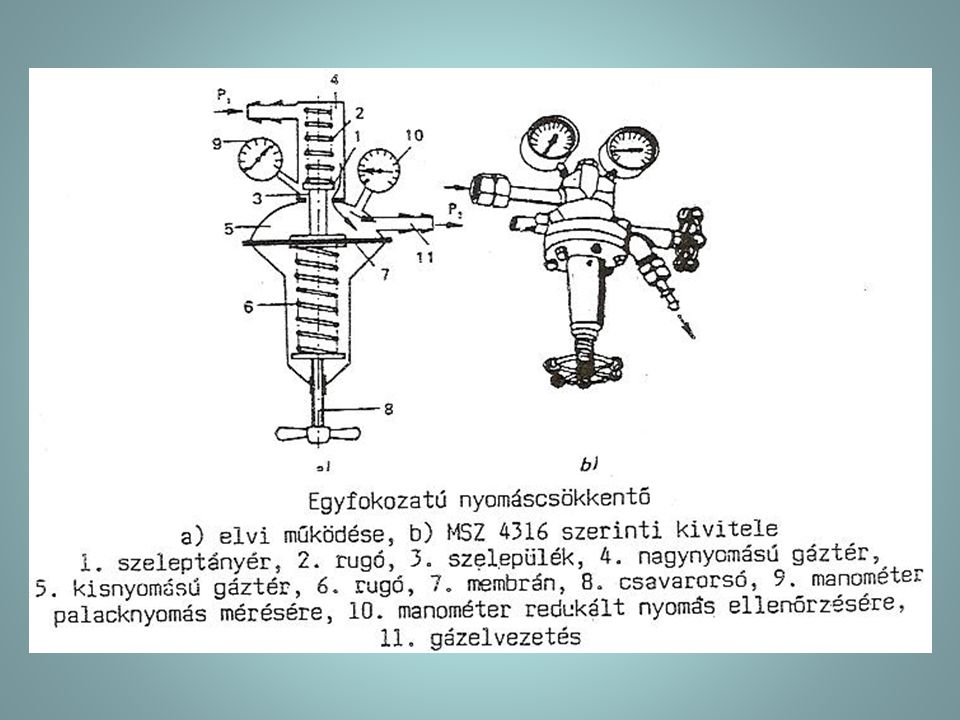
Nyomáscsökkentők feladatuk: p csökkentése üzemi értékre: C2H2: 0,3-0,8 bar O2: ,5 bar Egyfokozatú működése: - hátránya: nem tudja a pisztoly felé áramló gáz nyomását (p2) állandó értéken tartani; p1 ↓ kisebb rugóerőre lenne szükség az (1) szeleptányér felemeléséhez; p1 ↓ szeleptányér emelkedik, a gázáramlás nő, p2 (redukált nyomás) ↑ Kétfokozatú: két, egymással sorba kapcsolt egyfokozatú nyomáscsökkentő. Ezzel a fenti hátrány kiküszöbölhető.
 állandó értéken tartani; p1 ↓ kisebb rugóerőre lenne szükség az (1) szeleptányér felemeléséhez; p1 ↓ szeleptányér emelkedik, a gázáramlás nő, p2 (redukált nyomás) ↑ Kétfokozatú: két, egymással sorba kapcsolt egyfokozatú nyomáscsökkentő. Ezzel a fenti hátrány kiküszöbölhető.")
16
A gázhegesztés és lángvágás biztonsági szerelvényei (Legalább egyet be kell iktatni közülük a C2H2 és O2 csőbe, ill. a gázvezető tömlőbe) a, lángfogó: megakadályozza a láng továbbterjedését (visszaégés) b, visszacsapó szelep: a gáz visszaáramlását akadályozza; a gázáram tartja nyitott állapotban; záródik, ha a kilépőoldalon a nyomás nagyobb.
 b, visszacsapó szelep: a gáz visszaáramlását akadályozza; a gázáram tartja nyitott állapotban; záródik, ha a kilépőoldalon a nyomás nagyobb.")
17
c, mennyiséghatároló szelep: Az előírtnál nagyobb gázmennyiség áramlása esetén zár. A szelepet az előírt nyomásra beállított rugó tartja nyitott helyzetben. Áramlási sebesség ↑; p ↑ zár. d, lefúvószelep: a láng robbanásszerű visszaégésekor a lökéshullám a szabadba távozik. e, nyomásérzékelő zárószelep: a láng robbanásszerű visszavágásakor az üzemszerű gázáramlás útját zárja. Kioldó-karom tartja nyitva a szelepet rugó ellenében.

18
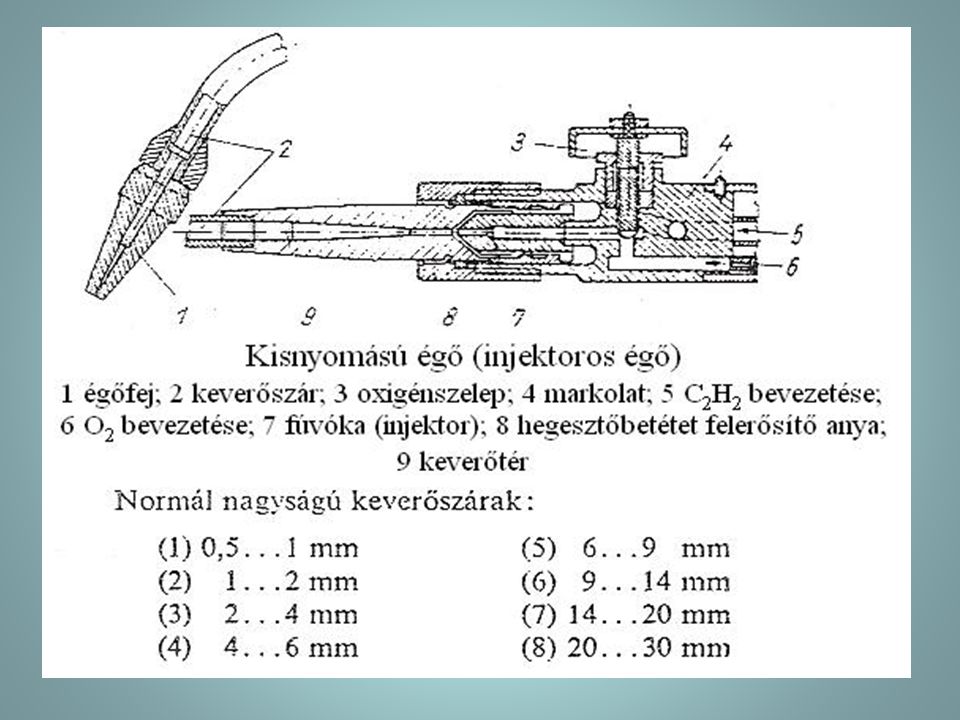
Hegesztőpisztoly Részei: a, keverőszár, végén az égőfejjel,
b, markolat, O2 és C2H2 szeleppel és a keverőtérrel Működése:A keverőtérben a C2H2 és O2 a szükséges arányban keveredik. A keveredés a keverőszárban folytatódik, majd a gáz az égőfej szűkülő furatán növekvő áramlási sebességgel lép ki: v= m/s. Kisnyomású (szívóhatású) injektoros hegesztőpisztoly: Fő része a keverőfúvóka. Feladata: a nagy keresztmetszeten belépő 0,1…1,0 bar nyomású C2H2 –t a nyomófúvókából (injektor) kilépő 1…2,5 bar nyomású O2 sugár beszívja és 1:1 arányú keveréket állít elő; Minden markolathoz 8 cserélhető hegesztő betét (keverőszárral egybeépített keverőkamra, injektor és égőfej) tartozik; Változtatható teljesítményű: - a hegesztő betét (keverőszár) cseréjével (injektor átömlési keresztmetszetének változtatásával), - a gázszelepek állításával, - a gáznyomások állításával.
 injektoros hegesztőpisztoly: Fő része a keverőfúvóka. Feladata: a nagy keresztmetszeten belépő 0,1…1,0 bar nyomású C2H2 –t a nyomófúvókából (injektor) kilépő 1…2,5 bar nyomású O2 sugár beszívja és 1:1 arányú keveréket állít elő; Minden markolathoz 8 cserélhető hegesztő betét (keverőszárral egybeépített keverőkamra, injektor és égőfej) tartozik; Változtatható teljesítményű: - a hegesztő betét (keverőszár) cseréjével (injektor átömlési keresztmetszetének változtatásával), - a gázszelepek állításával, - a gáznyomások állításával.")
20
2. Közepes nyomású, állandó teljesítményű (keverőkamrás vagy egyennyomású) pisztoly
Működése: a markolathoz a C2H2 és O2 azonos 0,75…0,85 bar egyennyomással érkezik. E gázok az adagolószelep nyitásával a hegesztő betét (keverőszár) nagyságának megfelelő mértékben keverednek és a szükséges nyomásra redukálódnak. A gázokat azonos nyomású nyomásszabályozóval alakítják. Magyarországon nem terjedt el. Előnye: a lángerősséget nem kell külön beállítani; a külső tartályból érkező gázok nyomása meghatározott – markolaton lévő szelepek teljes nyitásával egy adott lángerősség adódik. Hátránya: - a lángerősség a markolatszelepekkel csak kismértékben állítható, - az égőszár cseréjével is csak szűk tartományban változtatható a lángerősség. Alkalmazása: sorozatgyártásban.
 nagyságának megfelelő mértékben keverednek és a szükséges nyomásra redukálódnak. A gázokat azonos nyomású nyomásszabályozóval alakítják. Magyarországon nem terjedt el. Előnye: a lángerősséget nem kell külön beállítani; a külső tartályból érkező gázok nyomása meghatározott – markolaton lévő szelepek teljes nyitásával egy adott lángerősség adódik. Hátránya: - a lángerősség a markolatszelepekkel csak kismértékben állítható, - az égőszár cseréjével is csak szűk tartományban változtatható a lángerősség. Alkalmazása: sorozatgyártásban.")
21
Keverőkamrás hegesztőpisztoly

22
Hegesztőláng Keverési arány: C2H2 : O2 = 1: 1…1,2; 1:1 elméleti, a legjobb 1:1,1 – ekkor legnagyobb a lánghőmérséklet. A keverési arányt a markolatszelepekkel kell beállítani a hegesztéshez szükséges lángkép alapján; A hegesztési láng övezetei: - fényesen világító kúp (lángmag), éles határfelületű, kékes fehéren izzik (itt kezdődik a C2H2 - O2 keverék elbomlása); - fehér mag, világos, fehéren izzó pillangó (világos-zöld-sárga), nem mindig látható:ebben az övezetben történik a C2H2 - O2 keverék részleges elégése; - előláng: lilás vagy sárga színű, gyengén világító seprű (acetilén feleslegnél).
, éles határfelületű, kékes fehéren izzik (itt kezdődik a C2H2 - O2 keverék elbomlása); - fehér mag, világos, fehéren izzó pillangó (világos-zöld-sárga), nem mindig látható:ebben az övezetben történik a C2H2 - O2 keverék részleges elégése; - előláng: lilás vagy sárga színű, gyengén világító seprű (acetilén feleslegnél).")
23
A semleges láng és annak hőfokeloszlása

24
A hegesztőlángok fajtái
1, Semleges láng: C2H2 : O2 → 1: 1,1 - enyhén redukáló hőforrás, a hegfürdőben hátrányos fémtani változást nem okoz. A láng két részből áll: kékes-fehér mag, kevésbé világító seprű. - alkalmazása:ötvözetlen és erősen ötvözött acél, acél- és temperöntvények, vörösréz, bronz, Al-bronz, Ni, Pb, Al-ötvözetek.

25
2, Acetiléndús (gázdús) láng: C2H2 : O2 → 1: 1
a C2H2 égési övezete megnő, a mag elveszti éles körvonalát, az egész láng hossza megnő, sárgásfehérré válik (mag, pillangó, seprű – kékesen lilás); erősen redukáló és C leadására hajlamos. Acél hegesztésekor a lángból a fürdő C-et vesz fel, a varrat felkeményedik. Al-hegesztésénél a C2H2 fölösleg csökkenti az oxidációt, redukáló hatású és a kisebb láng-hőmérséklet is kedvező. akkor alkalmazzák, ha az ömledék O2 –re érzékeny; pl. nagy C-tartalmú acél és öntöttvas esetén. C2H2 felesleggel hegesztve a hegesztés során kiégett C pótolható; a túlzott C2H2 felesleg H2 felvételt, porozitást okoz.
; erősen redukáló és C leadására hajlamos. Acél hegesztésekor a lángból a fürdő C-et vesz fel, a varrat felkeményedik. Al-hegesztésénél a C2H2 fölösleg csökkenti az oxidációt, redukáló hatású és a kisebb láng-hőmérséklet is kedvező. akkor alkalmazzák, ha az ömledék O2 –re érzékeny; pl. nagy C-tartalmú acél és öntöttvas esetén. C2H2 felesleggel hegesztve a hegesztés során kiégett C pótolható; a túlzott C2H2 felesleg H2 felvételt, porozitást okoz.")
26
3, Oxigéndús (oxidáló) láng: C2H2 : O2 → 1: 1,2
Rövid, hegyes, éles vonalú mag, az előláng kiterjedése csökken, az egész láng megrövidül, és kékes színű lesz, hangja felerősödik, két részből áll: mag és seprű; A fürdő túlhevül (durvaszemcsés lesz), részben oxidálódik, elég → a varrat rideggé válik. Az elégést a fürdő szikrázása jelzi; Sárgaréz, cink és Zn lemezek (horgany) hegesztésére, mert a keletkező oxidhártya a fém elgőzölgését és ezzel a pórusképződést akadályozza (a Zn-gőzök mérgezőek, hegesztés gázálarcban!)
, részben oxidálódik, elég → a varrat rideggé válik. Az elégést a fürdő szikrázása jelzi; Sárgaréz, cink és Zn lemezek (horgany) hegesztésére, mert a keletkező oxidhártya a fém elgőzölgését és ezzel a pórusképződést akadályozza (a Zn-gőzök mérgezőek, hegesztés gázálarcban!)")
27
Az égés A palackból vezetett O2-vel először tökéletlen égés: 2C2H2 + 2O2 = 4CO + 2H2 Az égés a levegő O2-vel fejeződik be: 4CO + 2H2 +3O2 = 4CO2 + 2H2O A lángban lévő CO és H2 a fémoxidokat redukálja: FeO + H2 = Fe + 2H2O FeO + CO = Fe + CO2 Az O2 – fogyasztás kb. 10%-al > C2H2 –nél; A hegesztőlángban az égés a következő reakcióegyenlet szerint történik: C2H2 +2,5O2 → 2CO2 + H2O A hiányzó 1,5 molekulányi O2-t a levegőből kell elvenni! Szellőztetés!!

28
A gázhegesztés technológiája
A jó hegesztés előfeltételei: - jó minőségű hegesztőégő, - az égő nagyság helyes megválasztása (s-től függ), - a hegesztőláng helyes beállítása. Lángbeállítás(keverési arány) : acetiléndús → C2H2 szelep zárása (fokozatosan); Lángerősség beállítása: - kis tartományban keverőszár csere nélkül, - nagyobb tartományban keverőszár cseréjével. Lángtávolság:a lángmag hegyének a munkadarabtól mért távolsága - függ: az égő nagyságától és a hegesztési technológiától: 1…10mm - általában: 2..5mm, mert: - itt legmagasabb lánghőmérséklet, - a redukáló hatás érvényesülése erőteljes.
, - a hegesztőláng helyes beállítása. Lángbeállítás(keverési arány) : acetiléndús → C2H2 szelep zárása (fokozatosan); Lángerősség beállítása: - kis tartományban keverőszár csere nélkül, - nagyobb tartományban keverőszár cseréjével. Lángtávolság:a lángmag hegyének a munkadarabtól mért távolsága. - függ: az égő nagyságától és a hegesztési technológiától: 1…10mm. - általában: 2..5mm, mert: - itt legmagasabb lánghőmérséklet, - a redukáló hatás érvényesülése erőteljes.")
29
A gázhegesztés technológiája
Balrahegesztés: - a pisztoly lángja a még kitöltetlen varratvályú felé irányul, a heg. a pisztoly előtt mozgatja a pálcát, függőlegesen felemel, mártogat vagy ível; - a hegesztőláng nem a fürdőre irányul – továbbhaladás közben összeolvadási hiba keletkezhet, a láng nem védi az ömledéket a levegőtől; - vékony lemezek hegesztésénél, ahol kevesebb hozaganyag kell; - az ömledék gyorsan dermed → gázzárvány, beedződés veszélye.

30
A gázhegesztés technológiája
Jobbrahegesztés: - a láng a kész varratra irányul – kisebb a hőveszteség; - a láng melegen tartja az ömledéket, védi a levegőtől, hűlés ↓, edződésveszély ↓ - az ömledékben tartva a pálcát tetszőleges vastagságú varrat; - vastag lemezek is feltölthetők egy menetben, s=12 mm-ig egyrétegű hegesztéssel; - s > 12; l= mm heg.,majd újra a következő réteg heg.(hőhasznosítás!) ne hűljön a varrat 500oC alá.
 ne hűljön a varrat 500oC alá.")
31
A gázhegesztés technológiája
Fejfeletti hegesztés: - alapanyag olvasztás, kis hegfürdő, pálca gyors hozzáolvasztása a hegfürdő befagyása előtt; - több összeolvadási hiba keletkezhet.

32
A gázhegesztés technológiája
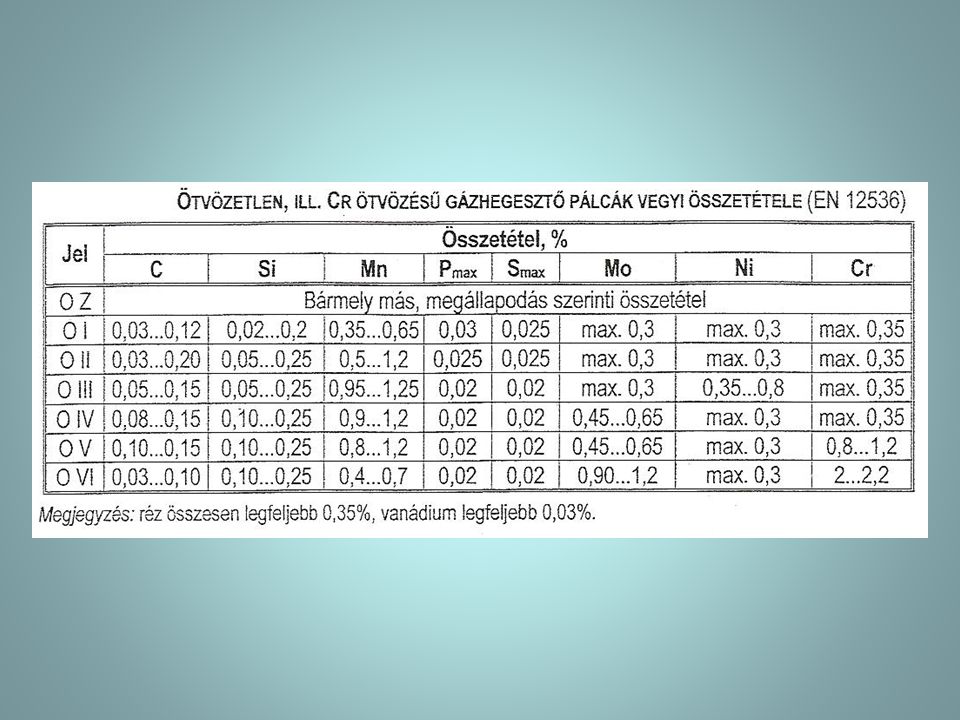
Előkészítés: - vékony lemezeknél: tompa illesztés, a= s/2; - vastag: V, X-varrat, jobbra: 50o, balra: 70o leélezés; Fűzés: a fűzővarratok távolsága: (20-30) s → a zsugorodási feszültség ne téphesse fel. A lánghegesztés hegesztő anyagai: 1.Pálcák: -az alapanyaggal egyező vagy hasonló összetételű, az SWI-pálcákhoz hasonló; - Ø1,6…4,0 (6,3)mm, d = s/2 + 1; l = 1 m; - ötvözetlen acélpálcák: C≤ 0,2% (edződés elkerülésére), alacsony S, P tartalom: meleg- és hideg- repedés elkerülésére; - Al és acélpálcák; - Gyengén ötvözött pálcák is! Öntöttvasakhoz 3-4% C
 s → a zsugorodási feszültség ne téphesse fel. A lánghegesztés hegesztő anyagai: 1.Pálcák: -az alapanyaggal egyező vagy hasonló összetételű, az SWI-pálcákhoz hasonló; - Ø1,6…4,0 (6,3)mm, d = s/2 + 1; l = 1 m; - ötvözetlen acélpálcák: C≤ 0,2% (edződés elkerülésére), alacsony S, P tartalom: meleg- és hideg- repedés elkerülésére; - Al és acélpálcák; - Gyengén ötvözött pálcák is! Öntöttvasakhoz 3-4% C.")
35
2.Folyasztószerek (flux)
Feladata: az alapanyag és a pálca felületén az oxidokat kémiai úton oldja, az oxidokkal alacsony sűrűségű salakfilmet alkot, beborítja a hegesztendő felületet, annak újraoxidálódását akadályozza; Top (foly.) < Top (alapanyag) → az oxid már oldott állapotú, mikor az alapanyag megolvad. Folyasztószer nélkül hegeszthető: ötvözetlen acél, acélöntvény, fehér temperöntvény, Pb, szilumin. Folyasztószer kell: öntöttvas, szürke temperöntvény, korrózió és hőálló acélok, Cu és ötvözetei, Al és ötvözetei, Zn, Ni hegesztéséhez.
 < Top (alapanyag) → az oxid már oldott állapotú, mikor az alapanyag megolvad. Folyasztószer nélkül hegeszthető: ötvözetlen acél, acélöntvény, fehér temperöntvény, Pb, szilumin. Folyasztószer kell: öntöttvas, szürke temperöntvény, korrózió és hőálló acélok, Cu és ötvözetei, Al és ötvözetei, Zn, Ni hegesztéséhez.")
36
2.Folyasztószerek (flux)
Folyasztószer lehet: por, paszta, folyadék (beles pálcák ~ pálcán belül, vagy pálca felületére viszik fel a folyasztószert. - legtöbbször: por alakú, vízzel péppé keverik, meleg pálcára ecsettel vagy bemártással viszik fel, vékony lemeznél: lemezszélre kell felkenni; - a folyasztószer agresszív hatású, maradványait gondosan el kell távolítani hegesztés után (korrózió); - minden anyaghoz más összetételű folyasztószer szükséges: - savas oxidhoz bázikus, - bázikus oxidhoz savas. - Savas folyasztószer: (öv., Cu heg.) B2O3 :bór-oxid H2BO3 :bórsav Na2B4O7 X 10H2O: borax - Bázikus folyasztószer: (Al heg.) fő komponens: szóda: Na2CO3 X 10H2O folyasztószert oldanak
; - minden anyaghoz más összetételű folyasztószer szükséges: - savas oxidhoz bázikus, - bázikus oxidhoz savas. - Savas folyasztószer: (öv., Cu heg.) B2O3 :bór-oxid. H2BO3 :bórsav. Na2B4O7 X 10H2O: borax. - Bázikus folyasztószer: (Al heg.) fő komponens: szóda: Na2CO3 X 10H2O. folyasztószert oldanak.")
37
Lángvágás Elve: a fémet helyileg tiszta O2-vel elégetjük. A fémet gyulladási hőmérsékletre hevítjük → O2 sugarat fújunk rá. Az O2 hőfejlődés közben elégeti az alapanyagot, - az O2 sugár a keletkező oxidot elsodorja az anyagról. A lángvágás feltételei: a, a vágandó anyag gyulladási hőmérséklete alacsonyabb legyen az anyag olvadási hőmérsékleténél; b, a keletkező fémoxid olvadáspontja kisebb legyen, mint az alapanyagé (hígfolyós és könnyen eltávolítható salak képződjön); c, az elégés közben fejlődő hő eléggé nagy legyen az anyag hővezető képességéhez viszonyítva. A vágandó anyag égéshője nagy, hővezetőképessége kicsi legyen; d, a fém O2-ben elégethető legyen.
; c, az elégés közben fejlődő hő eléggé nagy legyen az anyag hővezető képességéhez viszonyítva. A vágandó anyag égéshője nagy, hővezetőképessége kicsi legyen; d, a fém O2-ben elégethető legyen.")
38
Lángvágás jól vághatók lánggal:
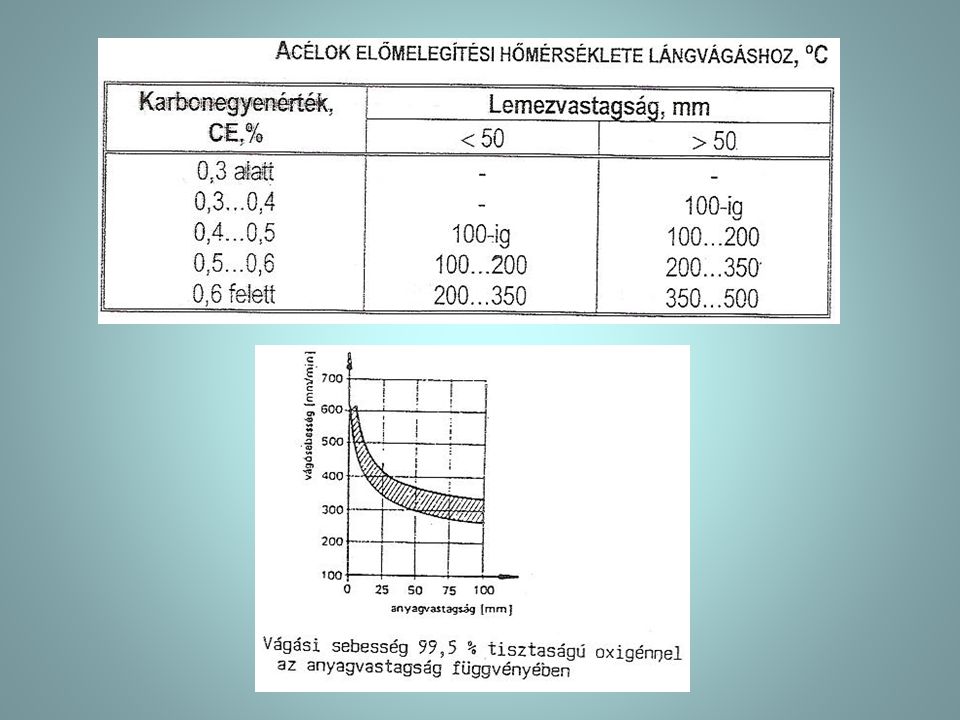
- ötvözetlen és gyengén ötvözött acélok (C=0,25%-ig, e felett edződésre hajlamosak. Az edződés elkerülhető: előmelegítéssel!); - acélöntvények. nem vagy rosszul vághatók lánggal: - nagy C –tartalmú acélok C > 2 %, - erősen ötvözött acélok, - szürkeöntvény, - nemvas fémek. a lángvágás menete: a kezdési hely felmelegítése → O2 sugárral elégetés → a képződött kis olvadáspontú, hígfolyós salakot az O2 nyomása kifújja a vágási résből. vágási sebesség: anyagvastagság és O2 tisztaság függvénye. Felületi szennyeződések csökkentik a vágás sebességét, rontják a minőségét.
; - acélöntvények. nem vagy rosszul vághatók lánggal: - nagy C –tartalmú acélok C > 2 %, - erősen ötvözött acélok, - szürkeöntvény, - nemvas fémek. a lángvágás menete: a kezdési hely felmelegítése → O2 sugárral elégetés → a képződött kis olvadáspontú, hígfolyós salakot az O2 nyomása kifújja a vágási résből. vágási sebesség: anyagvastagság és O2 tisztaság függvénye. Felületi szennyeződések csökkentik a vágás sebességét, rontják a minőségét.")
40
A vágópisztoly szerkezeti felépítése
A fúvókák koncentrikusan helyezkednek el; Az előmelegítő láng körgyűrű alakú kiömlőnyílása veszi körül az O2 központos kiömlőnyílását. Előnye: a vágó O2 mindig az előmelegített felületet fújja.

41
Lángvágás A vágás menete:
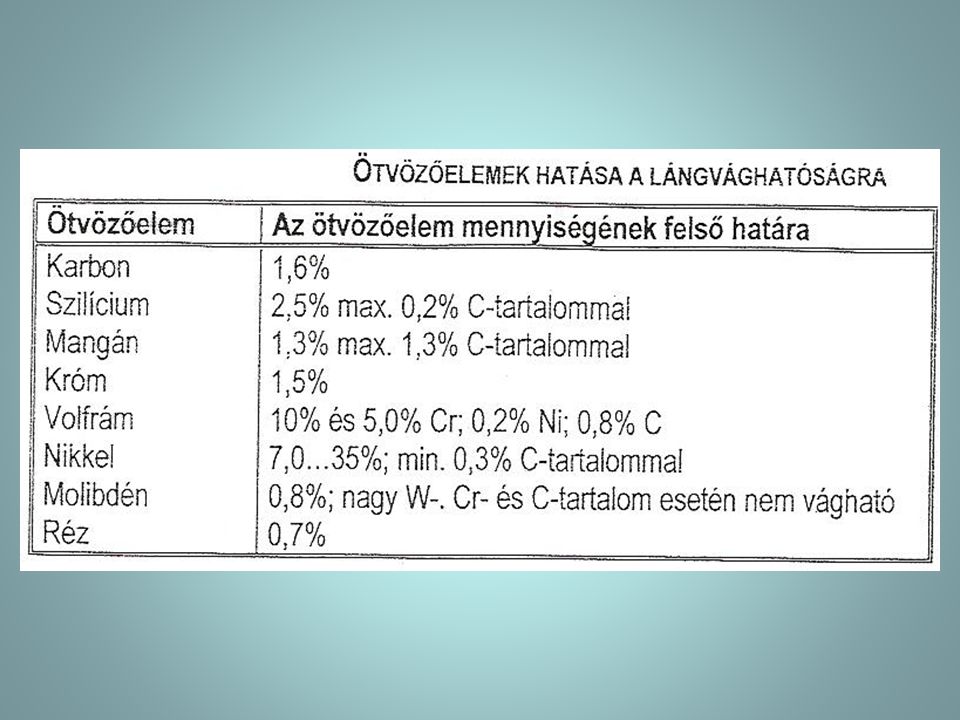
- a munkadarab szélét semleges lánggal előmelegítjük, - a fehérizzás hőmérsékletén a vágóoxigén szelepet nyitjuk, - az O2 sugárban az előmelegített vasat elégetjük, a keletkező kis olvadáspontú salakot az O2 nyomása kifújja, - kezdés után az égő folyamatosan, egyenletesen mozgatható a vágás irányában. A vas égése során fejlődő hő biztosítja a vágandó rész előmelegítését Azon fémeknél, melyek oxidációja kevesebb hőt termel, az előmelegítő lángot nagyobbra kell állítani. Az égési hőmérséklet a gyulladási hőmérsékletnél nagyobb → az elégéskor fejlődő hő által az égés önmagától folytatódik. Az ötvözők hatása a lángvághatóságra: Mn segíti; Si, Mo, Ni csökkenti

43
Egyéb termikus vágási eljárások
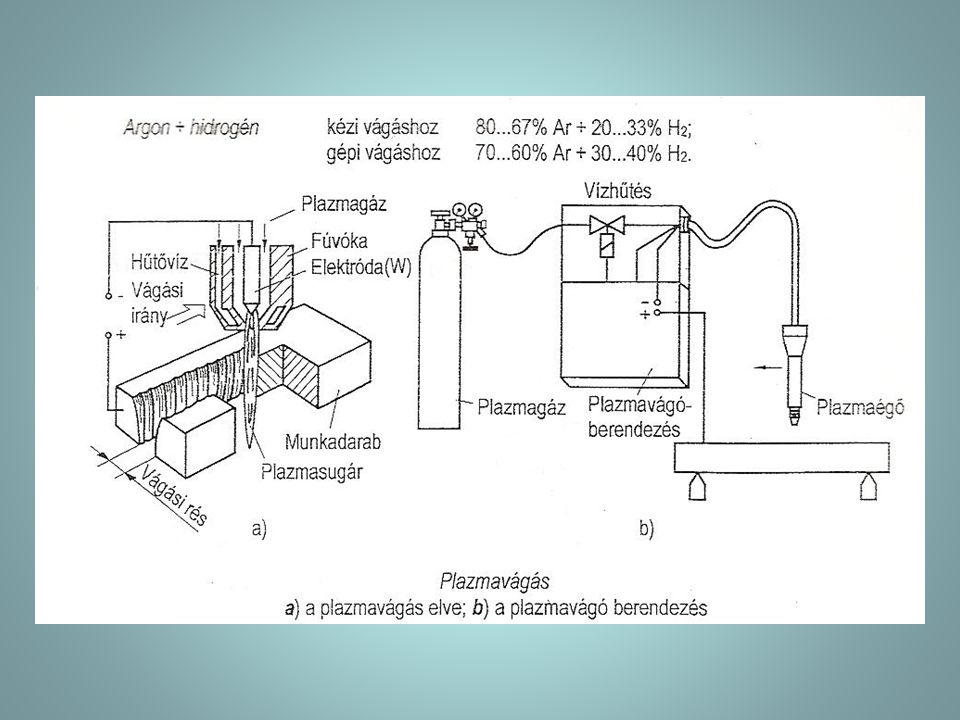
Plazmavágás: Csak plazmavágással darabolhatók: korrózióálló acél, öntöttvas, Cu, Al és ötvözetei; Plazmavágás során nem megy végbe hőtermelő folyamat, a vágandó anyag nem ég el oxigénben; Lényege: a vágandó résben a koncentrált plazma a fémet megolvasztja, a gázok kinetikai energiája a megolvasztott fémet a vágási résből eltávolítja.

45
Plazmavágás Plazmavágáshoz használt gázkeverékek:
- Ar + H2 : 60-80% Ar % H2 (kézi)…30-40% H2 (gépi) - Ar+N2; - H2+N2 : % H2; 50-80% N2 ; - Ar+H2+N2 ; - Színesfémek: 35…50% H2 (összes vágható); - H2 ↑ vvágó ↑ (1-6 m/p) és szebb a vágott felület; A plazmavágás fő előnyei: - a vágás sikere nem függ a vágandó anyagtól, - a HHÖ kicsi- leélezésre, hegesztés előtt nem kell mechanikai élelőkészítés, - berendezése könnyen kezelhető, 10…100kW, s=80mm-ig ( mm), kézi és gépi, (Al:150mm). Sűrített levegős plazmavágás: a hordozóanyag levegő → több területen kiszorította a lángvágást (hajógyártás) de: mérgező, zajos, hatékony elszívás! O2 mint plazmagáz: tisztább, salakmentesebb élek, kevesebb por, füst.
…30-40% H2 (gépi) - Ar+N2; - H2+N2 : % H2; 50-80% N2 ; - Ar+H2+N2 ; - Színesfémek: 35…50% H2 (összes vágható); - H2 ↑ vvágó ↑ (1-6 m/p) és szebb a vágott felület; A plazmavágás fő előnyei: - a vágás sikere nem függ a vágandó anyagtól, - a HHÖ kicsi- leélezésre, hegesztés előtt nem kell mechanikai élelőkészítés, - berendezése könnyen kezelhető, 10…100kW, s=80mm-ig ( mm), kézi és gépi, (Al:150mm). Sűrített levegős plazmavágás: a hordozóanyag levegő → több területen kiszorította a lángvágást (hajógyártás) de: mérgező, zajos, hatékony elszívás! O2 mint plazmagáz: tisztább, salakmentesebb élek, kevesebb por, füst.")
46
Lézersugaras vágás A lézersugár fókuszálásával nagy teljesítménysűrűség érhető el → hatására az anyag elolvad, elgőzölög. CO2 lézer: Nd-imp. lézer:

47
Lézersugaras vágás Jellemzői: - a vágás mechanikai érintés nélküli,
- az anyag mechanikai tulajdonságai nem befolyásolják a vágást, - a vágórés: 0,2mm, sorjamentes, HHÖ kicsi, - a vágott felület minősége: Rmax= 30…50μm, utánmunkálás:- - kis anyaghidak, éles bemetszések, - s = 8-10mm; vvágó: 1-12 m/p Lánggal nem vágható anyagoknál a vágórés elgőzölögtetett anyagát nem reakcióképes gáz (pl. N2) fújja ki. Alakos fém mdb-ok, nemfémes anyagok (polimerek, fa, textil, kompozitok, kerámiák) igen jó minőségben vághatók (tömeggyártás), rugalmas anyagok: műanyag, gumi; Előny: nagyfoku automatizálhatóság: NC és CNC-vezérlésű vágóberendezés, rugalmas programozású robotok.
 fújja ki. Alakos fém mdb-ok, nemfémes anyagok (polimerek, fa, textil, kompozitok, kerámiák) igen jó minőségben vághatók (tömeggyártás), rugalmas anyagok: műanyag, gumi; Előny: nagyfoku automatizálhatóság: NC és CNC-vezérlésű vágóberendezés, rugalmas programozású robotok.")
48
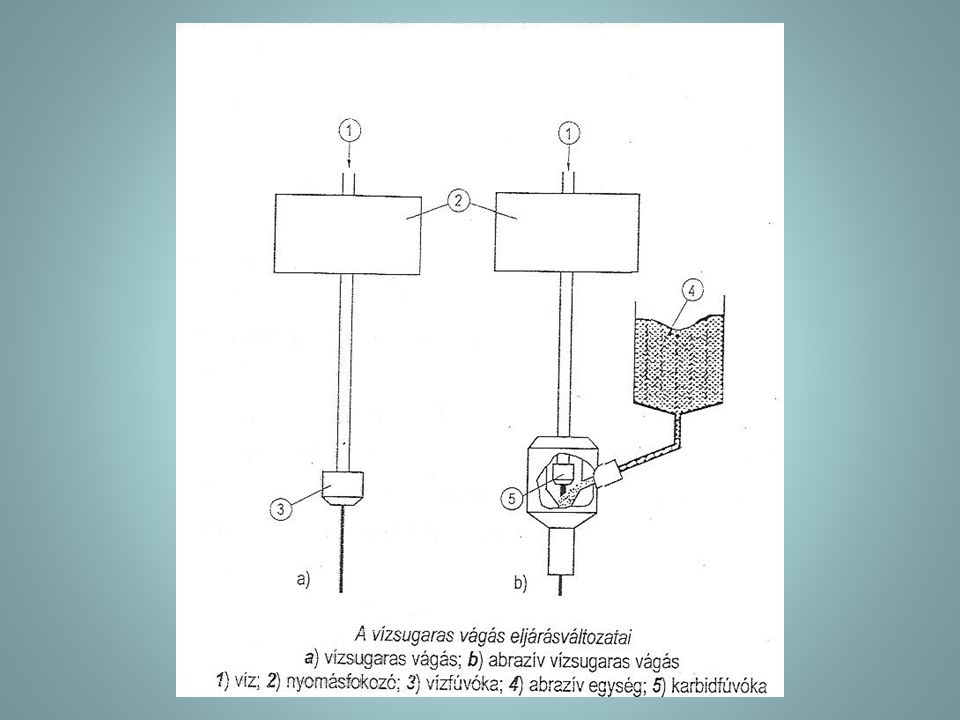
Vízsugaras vágás Ipari elterjedése a 70-es években: High Pressure Waterjet; a vízsugár sebessége:v = 500…900 m/s; p = 300…600 Mpa; Nyomásfokozó: 5…20 l/perc vízmennyiség; Fúvóka Ø: 0,08…0,5mm; anyaga: kopásálló kerámia: zafír Eljárásváltozatok: - vízsugaras, - abrazív vízsugaras: 0,08-0,1 μm-es abrazív anyagot (SiC, Al2O3) jutattnak a vízsugárba → kerámia, kőzet, keményfém gazdaságos vágása.
 jutattnak a vízsugárba → kerámia, kőzet, keményfém gazdaságos vágása.")
50
Vízsugaras vágás Vágási rés: 0,5…2,5 mm Vágható lemezvastagság:
acél: 200 mm-ig Al ötvözet: 75 mm-ig Ti és ötv.: 250 mm-ig kerámia: 50 mm-ig (abrazív vízsugaras vágás)
")
51
Vízsugaras vágás Előnyök: más termikus anyagszétválasztó eljárással szemben: - az anyag nem deformálódik, nincs edződés, repedés veszély; - fizikai-kémiai változás nem éri az éleket, nincs salak, olvadék; - ugyanazon szerszámmal: kivágás, fúrás, élmegmunkálás végezhető; - bonyolult alak (CNC-vezérlés) kivágható, 2D, 3D-s szétválasztás; - a vágott felület sorjamentes; - nem keletkeznek gázok, az anyagrészecskék a vízzel eltávoznak (környezet kímélő); - nagyfokú automatizáltság.
 kivágható, 2D, 3D-s szétválasztás; - a vágott felület sorjamentes; - nem keletkeznek gázok, az anyagrészecskék a vízzel eltávoznak (környezet kímélő); - nagyfokú automatizáltság.")
52
Termikus szórás A gázhegesztés technológiája (kötő- és felrakóhegesztésen kívül) alkalmas vékony felületi rétegek kialakítására is → ez a termikus szórás. Lényege: a szórópisztolyon belül vagy kívül képlékeny vagy megolvadt állapotra felhevített felületalkotó anyagokat az előkészített felületre juttatják, közben az alapanyag felülete nem olvad meg. A felszórt felület hőmérséklete < 200oC → edződés, zsugorodás, szövetszerkezeti változás nem történik. A felszórt réteg az alapanyaggal nem keveredik. A kötésszilárdságot befolyásolja: a felület előkészítés minősége (tisztítás, zsírtalanítás, oxidmentesítés). A bevonatjellemzők eléréséhez a szórást követően: hőkezelés, mechanikai tömörítő kezelés (felületi ráolvasztás) alkalmazható.
 alkalmas vékony felületi rétegek kialakítására is → ez a termikus szórás. Lényege: a szórópisztolyon belül vagy kívül képlékeny vagy megolvadt állapotra felhevített felületalkotó anyagokat az előkészített felületre juttatják, közben az alapanyag felülete nem olvad meg. A felszórt felület hőmérséklete < 200oC → edződés, zsugorodás, szövetszerkezeti változás nem történik. A felszórt réteg az alapanyaggal nem keveredik. A kötésszilárdságot befolyásolja: a felület előkészítés minősége (tisztítás, zsírtalanítás, oxidmentesítés). A bevonatjellemzők eléréséhez a szórást követően: hőkezelés, mechanikai tömörítő kezelés (felületi ráolvasztás) alkalmazható.")
53
Eljárásváltozatok az energiahordozó típusa szerint:

54
A termikus szórás eljárásváltozatai

55
A termikus szórás eljárásváltozatai

56
A termikus szórás eljárásváltozatai

57
Felrakóhegesztés Lényege: egy alaptestre attól eltérő tulajdonságú hozaganyagot visznek fel. Ömlesztő hegesztés: alapanyag is megolvad+ hozaganyag Probléma:az olvadékok keveredése → a hozaganyag ömledéket az alapanyag felhígítja; védekezés: hegesztési eljárás megválasztása, technológia (kis beolvadási mélységű techn.!)
")
58
Felrakóhegesztés változatok
1. Mérethelyreállítás: kopott alkatrészen eredeti méret helyreállítása. - a hozaganyag összetétele minél jobban közelítse az alapanyagét; - felrakás ráhagyással (lemunkálás). 2. Bevonás (plattírozás): - a bevonat eltér az alaptesttől; - fizikai (villamos vezető képesség, mágnesesség), kémiai (korrózióálló), mechanikai (szívósság, alakváltozó képesség) tulajdonságok javítása; - pl.: szerkezeti acél csövek, tartályok, szerelvények felületbevonása ausztenites, korrózióálló acéllal. - pl.: csúszófelületek felrakása bronzzal: jó siklás, nagy felületi nyomásállóság.
. 2. Bevonás (plattírozás): - a bevonat eltér az alaptesttől; - fizikai (villamos vezető képesség, mágnesesség), kémiai (korrózióálló), mechanikai (szívósság, alakváltozó képesség) tulajdonságok javítása; - pl.: szerkezeti acél csövek, tartályok, szerelvények felületbevonása ausztenites, korrózióálló acéllal. - pl.: csúszófelületek felrakása bronzzal: jó siklás, nagy felületi nyomásállóság.")
59
Felrakóhegesztés változatok
3. Párnázás: - a közbenső réteg szerepe: javítja a kötés állékonyságát és minőségét; - a párnázás célja: a réteg megrepedésének vagy alaptesttől való leválásának megakadályozása; - párnaréteg: nagy nyúlású, képlékeny ötvözet (ausztenites, korrózióálló acél, Ni ötvözet): αpárna>αtest≈αcél réteg; gátolja az alaptest és a célréteg repedését. 4. Kemény réteg felvitele: - leggyakoribb, kopásellenállás javulása, pl. abrazív koptatásnak ellenálló réteg; - pl. földet, kőzeteket fejtő, daraboló, szállító, mozgató eszközök, gépek, szerszámok; - egyenletes eloszlású, stabil karbidok: WC, VC, TaC, Cr3C2 - acélötvözetben a karbid mennyisége 30-35% - szemcsés kompozitok: 95-98% karbid (Co, Ni, Fe mátrixban WC, W2C karbidok) legjobbak.
: αpárna>αtest≈αcél réteg; gátolja az alaptest és a célréteg repedését. 4. Kemény réteg felvitele: - leggyakoribb, kopásellenállás javulása, pl. abrazív koptatásnak ellenálló réteg; - pl. földet, kőzeteket fejtő, daraboló, szállító, mozgató eszközök, gépek, szerszámok; - egyenletes eloszlású, stabil karbidok: WC, VC, TaC, Cr3C2 - acélötvözetben a karbid mennyisége 30-35% - szemcsés kompozitok: 95-98% karbid (Co, Ni, Fe mátrixban WC, W2C karbidok) legjobbak.")
Hasonló előadás




 ÖTVÖZETEK TÍPUSAI.>")





 A metán C mindkettő B etilén D egyik sem>")









