Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Hegesztési Felelősök XII. Országos Tanácskozása HEGESZTETT BORDÁZOTT LEMEZEK ÉS HÉJAK MÉRETEZÉSE KÖLTSÉGMINIMUMRA Dr. VIRÁG ZOLTÁN Miskolci Egyetem Geotechnikai Berendezések Intézeti Tanszék DR. JÁRMAI KÁROLY Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék Hajdúszoboszló, 2010

2
FÉMSZERKEZETEK INSTABILITÁS ZAJOSSÁG REZGÉSEK HÁTRÁNYOK:

3
FÉMSZERKEZETEK ELŐNYÖK: KIS SÚLY KÖNNYŰ SZERELHETŐSÉG DINAMIKUS TERHELHETŐSÉG ESZTÉTIKUS KIALAKÍTHATÓSÁG ÚJRAFELHASZNÁLHATÓSÁG

5
Millau-viadukt

6
Repülőgép szárny

7
KÖSZÖNÖM A FIGYELMET MT-14 Bükkábrány

8
VIZSGÁLT SZERKEZETEK Bordázott lemezek

9
VIZSGÁLT SZERKEZETEK Bordázott héjak

10
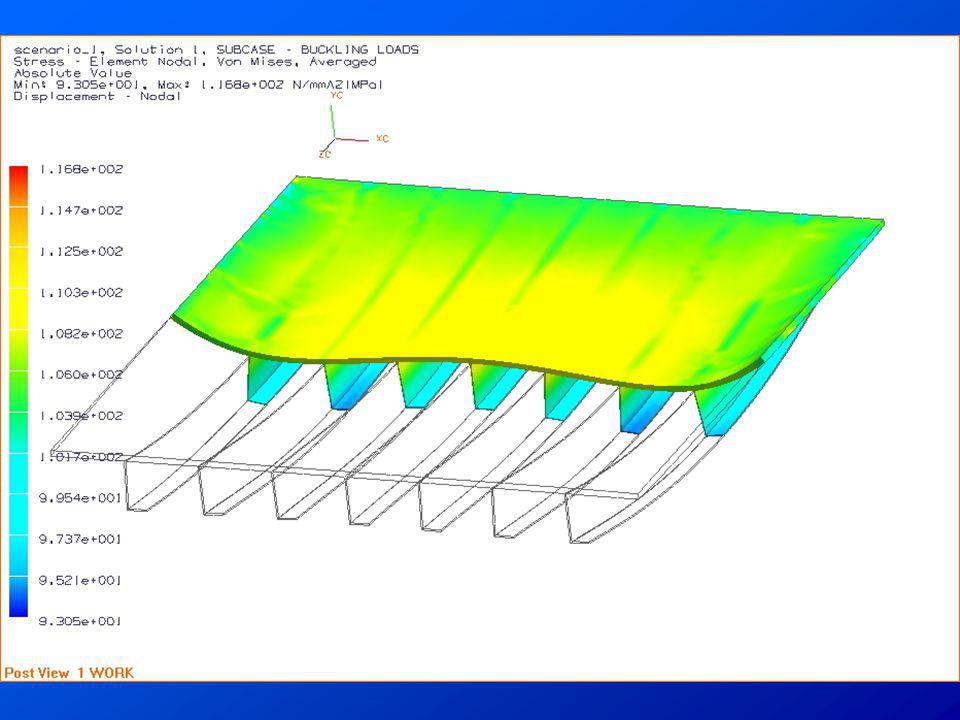
NYOMOTT BORDÁZOTT LEMEZ-MODELL

11
VIZSGÁLT BORDATÍPUSOK GEOMETRIÁJA

15
MÉRETEZÉSI FELTÉTELEK Alaplemez bordák közötti helyi horpadása Bordák elcsavarodó kihajlása Az Okerblom-féle maradó alakváltozási feltétel Bordázott lemez horpadása (API, Mikami, Euler)
")
16
A teljes bordázott lemez horpadásánál figyelembe vesszük a kezdeti alakpontatlanságot és a hegesztési feszültségeket

17
KÖLTSÉGFÜGGVÉNY ELŐKÉSZÜLETI ÉS ÖSSZESZERELÉSI IDŐ HEGESZTÉSI IDŐ JÁRULÉKOS IDŐK (PL. ELEKTRÓDA CSERE, SALAKLEHÚZÁS ÉS LESORJÁZÁS)
.")
18
KÜLÖNBÖZŐ HEGESZTÉSI ELJÁRÁSOK FIGYELEMBEVÉTELE A KÖLTSÉGFÜGGVÉNYBEN Hegesztési technológiáka w [mm]10 3 C 2 a w n Poralatti automatikus ívhegesztés (SAW) 0-150.2349a w 2 Bevont elektródás kézi ívhegesztés (SMAW) 0-150.7889a w 2 Kevert védőgázas félautomatikus ívhegesztés (GMAW-M) 0-150.3258a w 2
![KÜLÖNBÖZŐ HEGESZTÉSI ELJÁRÁSOK FIGYELEMBEVÉTELE A KÖLTSÉGFÜGGVÉNYBEN Hegesztési technológiáka w [mm]10 3 C 2 a w n Poralatti automatikus ívhegesztés (SAW) a w 2 Bevont elektródás kézi ívhegesztés (SMAW) a w 2 Kevert védőgázas félautomatikus ívhegesztés (GMAW-M) a w 2](http://images.slideplayer.hu/8/2112355/slides/slide_18.jpg "KÜLÖNBÖZŐ HEGESZTÉSI ELJÁRÁSOK FIGYELEMBEVÉTELE A KÖLTSÉGFÜGGVÉNYBEN Hegesztési technológiáka w [mm]10 3 C 2 a w n Poralatti automatikus ívhegesztés (SAW) a w 2 Bevont elektródás kézi ívhegesztés (SMAW) a w 2 Kevert védőgázas félautomatikus ívhegesztés (GMAW-M) a w 2")
19
AZ OPTIMÁLÓ ELJÁRÁS Rosenbrock-féle Hillclimb matematikai módszer

20
ADATOK B = 4000 mmLEMEZ SZÉLESSÉG L = 5000 mmLEMEZ HOSSZ N = 1.974 x 10 7 NNYOMÓERŐ f y = 235, 355 MPaFOLYÁSHATÁR

21
VÁLTOZÓK ALAPLEMEZ VASTAGSÁG BORDA VASTAGSÁG BORDAKÖZÖK SZÁMA

22
Optimális méretek trapéz-bordás lemezre Mikami szerint (SAW, f y = 355 MPa) k f /k m [kg/min] t f [mm] t s [mm] K/k m [kg] 07993424 161294920 251796518
![Optimális méretek trapéz-bordás lemezre Mikami szerint (SAW, f y = 355 MPa) k f /k m [kg/min] t f [mm] t s [mm] K/k m [kg]](http://images.slideplayer.hu/8/2112355/slides/slide_22.jpg "Optimális méretek trapéz-bordás lemezre Mikami szerint (SAW, f y = 355 MPa) k f /k m [kg/min] t f [mm] t s [mm] K/k m [kg]")
23
KÖVETKEZTETÉSEK A Okerblom-féle kezdeti alakpontatlanság fontos szerepet játszik az optimálásnál Általánosságban az API módszer vékonyabb lemezt eredményez, mint a Mikami Trapéz-bordás lemez adja legolcsóbb megoldást Magasabb folyáshatárú szerkezeti acél olcsóbb megoldást ad SAW a legolcsóbb hegesztési eljárás Lényegesen befolyásolja az optimális szerkezetet a gyártási költség nagysága

24
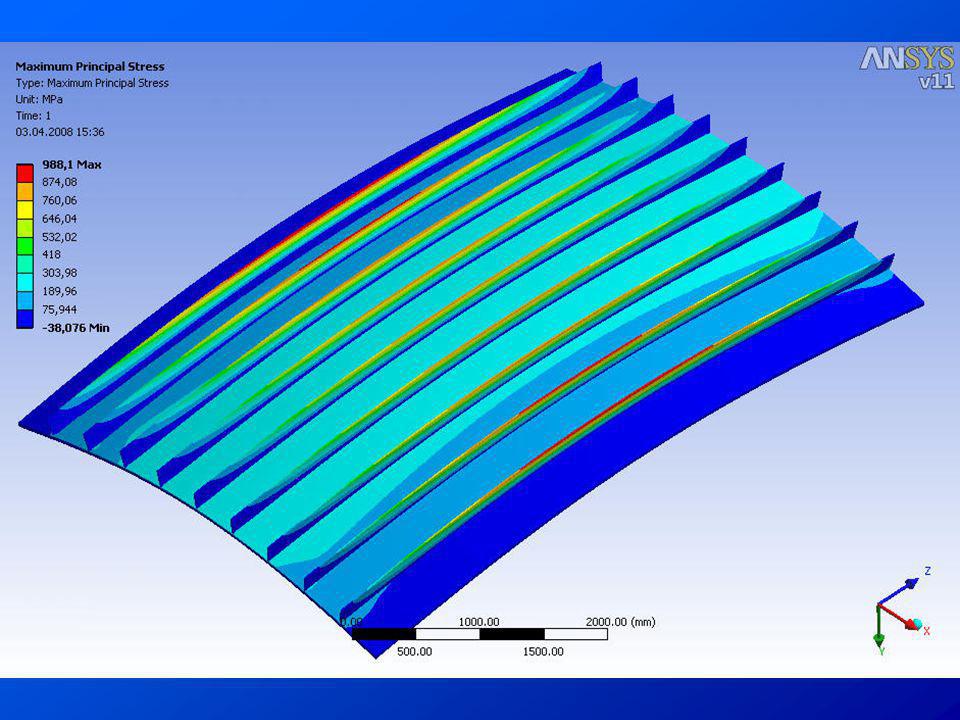
HAJLÍTOTT - NYOMOTT BORDÁZOTT LEMEZ-MODELL

25
KÖVETKEZTETÉSEK A TRAPÉZBORDA A LEGGAZDASÁGOSABB. A KÖLTSÉGMEGTAKARÍTÁS AKÁR 69%-OS IS LEHET ÖSSZEHASONLÍTVA MÁS BORDA TÍPUSOKKAL A MAGASABB FOLYÁSHATÁRÚ ACÉL OLCSÓBB MEGOLDÁST AD. A KÖLTSÉG-MEGTAKARÍTÁS AKÁR 40%-OS IS LEHET AZ ESETEK TÖBBSÉGÉBEN A SÚLY- ÉS A KÖLTSÉGMINIMUM KÜLÖNBÖZŐ

26
Gyűrűs bordázatú hengeres héjak méretezése hosszirányú nyomásra és külső nyomásra

27
Költségfüggvény Anyagköltség (K m ) A héj szegmensek gyártási költsége (K f1 ) Gyűrűbordák gyártási költsége (K f2 ) A gyűrűbordák hegesztése a héj szegmensekhez (K f3 ) A bordázott héjszegmensek összehegesztése (K f4 ) A festés költsége (K P )
 A héj szegmensek gyártási költsége (K f1 ) Gyűrűbordák gyártási költsége (K f2 ) A gyűrűbordák hegesztése a héj szegmensekhez (K f3 ) A bordázott héjszegmensek összehegesztése (K f4 ) A festés költsége (K P )")
28
KÖVETKEZTETÉSEK NAGY HÉJVASTAGSÁG SZÜKSÉGES A FESZÜLTSÉGI FELTÉTEL KIELÉGÍTÉSÉHEZ NAGYOBB HOSSZIRÁNYÚ NYOMÓERŐ NÖVELI A HÉJ VASTAGSÁGÁT ÉS CSÖKKENTI A BORDÁK SZÁMÁT HA F ≤ 3 X 10 7 N, AKKOR A HORPADÁSI FELTÉTEL AKTÍV, HA F > 3 X 10 7 N, AKKOR A FESZÜLTSÉGI FELTÉTEL VÁLIK FONTOSABBÁ

29
Hajlított hosszbordás hegesztett hengeres héj

30
KÖVETKEZTETÉSEK AZ ANYAGKÖLTSÉGRE SZÁMÍTOTT OPTIMUM ÉS A GYÁRTÁSI KÖLTSÉGEKET IS TARTALMAZÓ OPTIMUM KÜLÖNBÖZŐ A KÉT OPTIMUM KÖZÖTTI KÜLÖNBSÉG AZ ANYAGKÖLTSÉGBEN KISEBB, MINT 1%, DE TELJES GYÁRTÁSI KÖLTSÉGET NÉZVE 11% KÖRÜLI LESZ AZ ELTÉRÉS.

31
HAJLÍTÁSRA TERHELT KÜLSŐ HOSSZBORDÁS HENGERHÉJ

32
KÖVETKEZTETÉSEK Jelentős költségmegtakarítás érhető el hosszbordázással, ha a lehajlási feltétel aktív. A vizsgált esetben a költségkülönbség 10-39%, ha a Φ lehajlási tényező 600-1000. Ha a lehajlási tényező 400-500, akkor a bordázás nem gazdaságos, mert a bordázatlan héj 1%-kal olcsóbb a bordázottnál. Változó sugár mellett a bordázott héj esetén 2400 mm-es, a bordázatlan héj esetén pedig 2450 mm-es sugárnál van az optimum, ami itt is a bordázott héj gazdaságosságát mutatja. A sugár optimálásával jelentősen csökkenthetőek a költségek bordázott és bordázatlan esetben is.

33
KÖSZÖNÖM A FIGYELMET

Hasonló előadás















>")





