Előadást letölteni
1
A hegesztés előkészítése

2
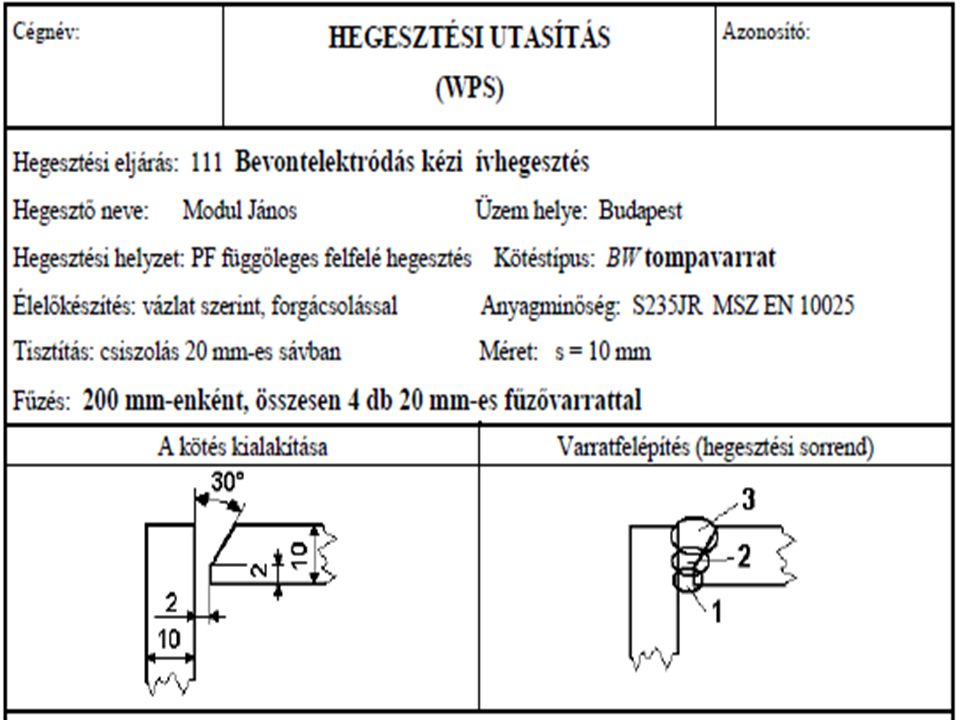
Adatok és körülmények, amelyeket a WPS-ben szerepeltetni kell:
- hegesztési utasítás száma - WPAR (jóváhagyási jegyzőkönyv) száma: - hegesztőeljárás megnevezése, - hozaganyag és előzetes kezelése, - alapanyag és/vagy alapanyagcsoport megnevezése, szabványszáma - hegesztési helyzet, - alapanyag vastagsága/falvastagsága, - nyersdarab (lemez, cső) átmérője, - kötéstípus, - varratfajta, varratszám - élelőkészítés és tisztítás módszere - illesztés, - hőbeviteli tartomány, - előmelegítés, közbenső hőmérséklet, utóhőkezelés, - hegesztési technika (ívelés nélkül v. íveléssel) - villamos paraméterek tartománya, - az alapanyagra vonatkozó adatok, - hegesztési műveletre vonatkozó adatok.
 száma: - hegesztőeljárás megnevezése, - hozaganyag és előzetes kezelése, - alapanyag és/vagy alapanyagcsoport megnevezése, szabványszáma. - hegesztési helyzet, - alapanyag vastagsága/falvastagsága, - nyersdarab (lemez, cső) átmérője, - kötéstípus, - varratfajta, varratszám. - élelőkészítés és tisztítás módszere. - illesztés, - hőbeviteli tartomány, - előmelegítés, közbenső hőmérséklet, utóhőkezelés, - hegesztési technika (ívelés nélkül v. íveléssel) - villamos paraméterek tartománya, - az alapanyagra vonatkozó adatok, - hegesztési műveletre vonatkozó adatok.")
8
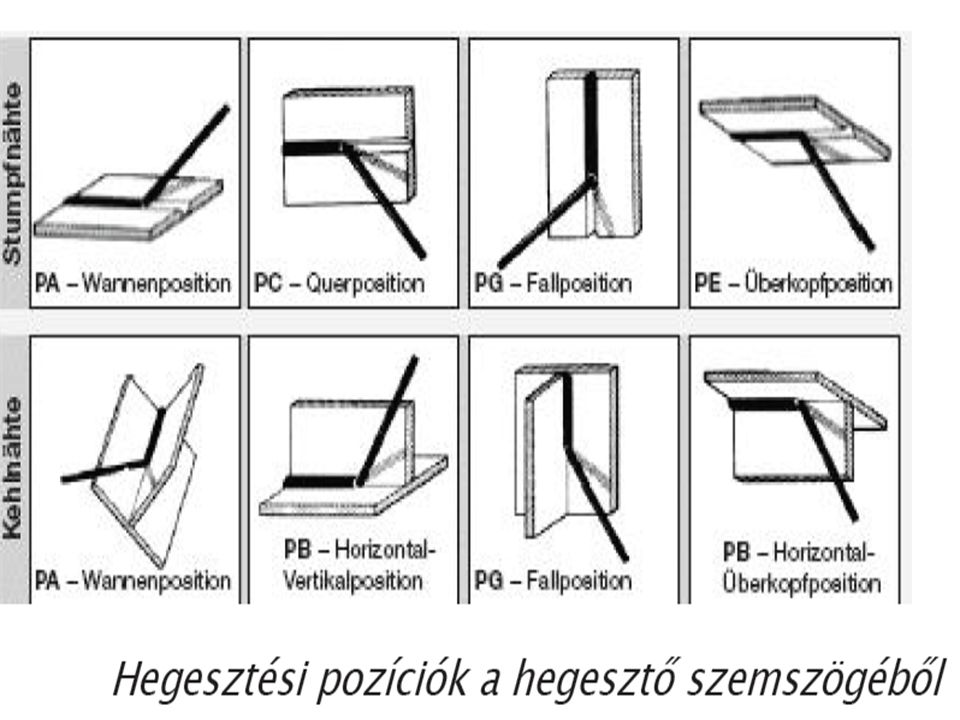
H-L045 = 45 fokban rögzített tengelyű csövön alulról felfelé hegesztés
J-L045 = 45 fokban rögzített tengelyű csövön felülről lefelé hegesztés

12
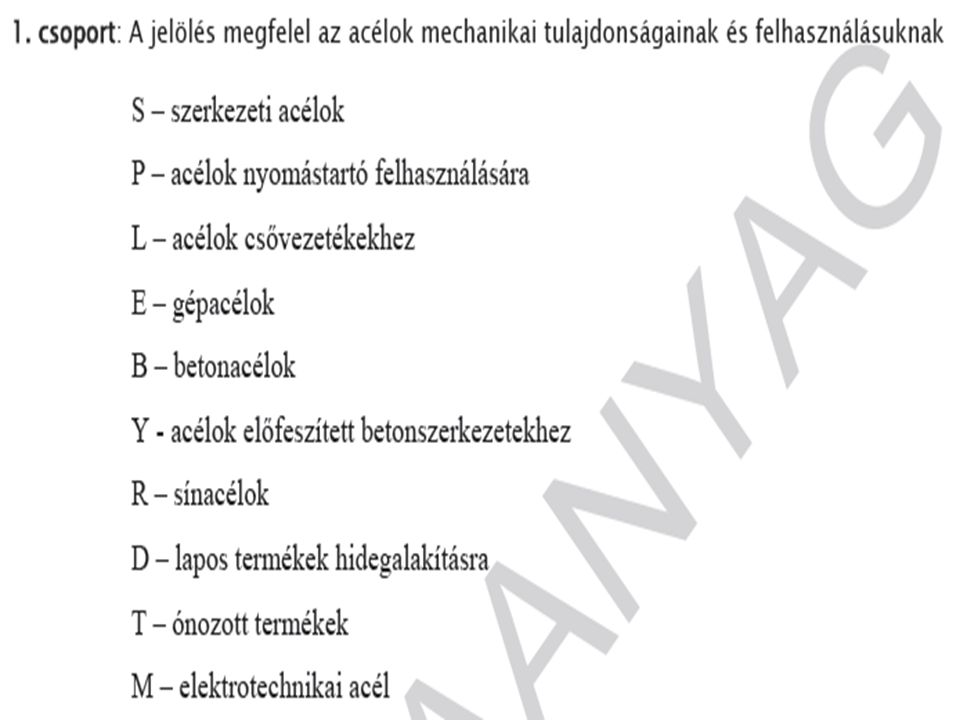
Szerkezeti acélok hegesztése Ötvözetlen acélok
A hegeszthetőség megítéléséhez bevezethető a „karbon egyenérték” fogalma: Kis karbontartalmú (CE%<0,2%), minimális ötvöző tartalmú ferrit-perlites szerkezetű acélok általában feltétel nélkül hegeszthetők.
, minimális ötvöző tartalmú ferrit-perlites szerkezetű acélok általában feltétel nélkül hegeszthetők.")
13
Szerkezeti acélok hegesztése Gyengén ötvözött acélok
Ha a karbontartalom, ill. az egyenértékű karbontartalom nagyobb (0,25…0,45%), akkor előmelegített állapotban kell hegeszteni Előmelegítési hőmérséklet: C%<0,35% 150…200 Co C%<0,45% 250…350 Co Hegesztés után a munkadarabot lassan hagyják lehűlni
, akkor előmelegített állapotban kell hegeszteni. Előmelegítési hőmérséklet: C%<0,35% 150…200 Co. C%<0,45% 250…350 Co. Hegesztés után a munkadarabot lassan hagyják lehűlni.")
14
Szerkezeti acélok hegesztése Finomszemcsés acélok
A hegeszthetőség érdekében az acél karbon-tartalma C%<0,2% és az ötvöző tartalom minimális A nagy szilárdságot finomszemcsés szerkezettel érik el: mikroötvözés (Al, V, Nb, Ti, Zr, B) + speciális hengerlési technológia A CE-hez rendelt előmelegítési hőmérséklet: C%<0,45% <100 Co C%<0,6% 100…250 Co
 + speciális hengerlési technológia. A CE-hez rendelt előmelegítési hőmérséklet: C%<0,45% <100 Co. C%<0,6% 100…250 Co.")
18
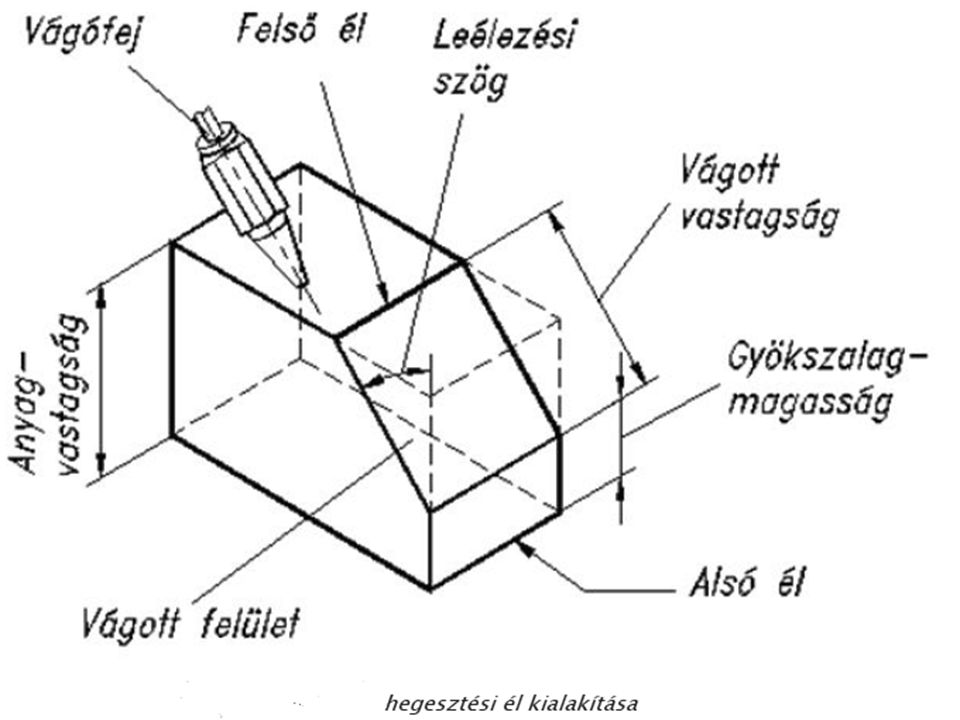
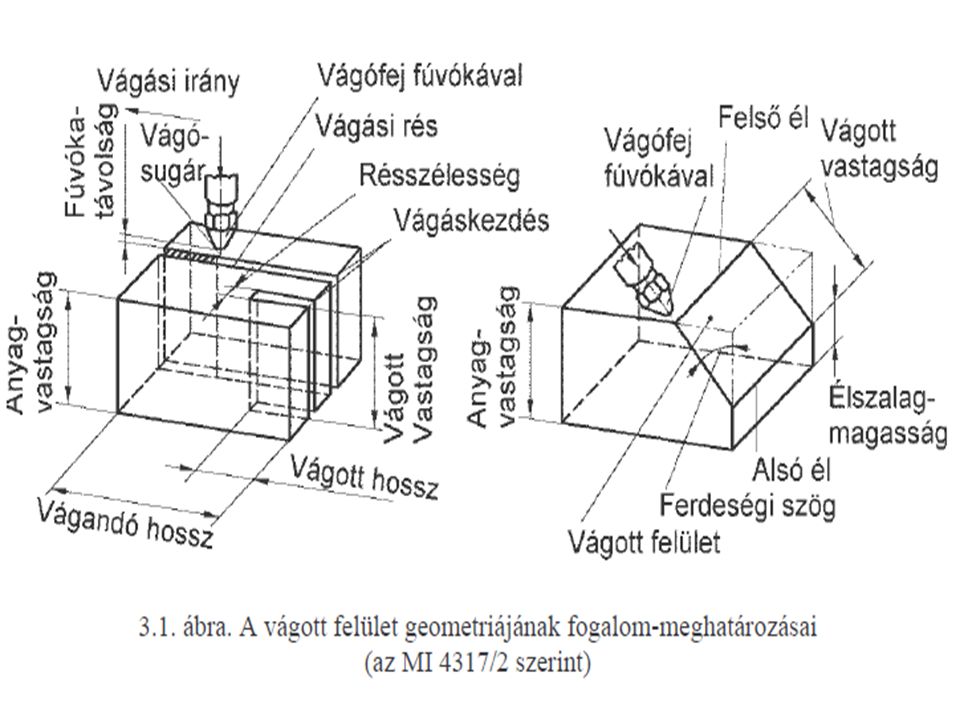
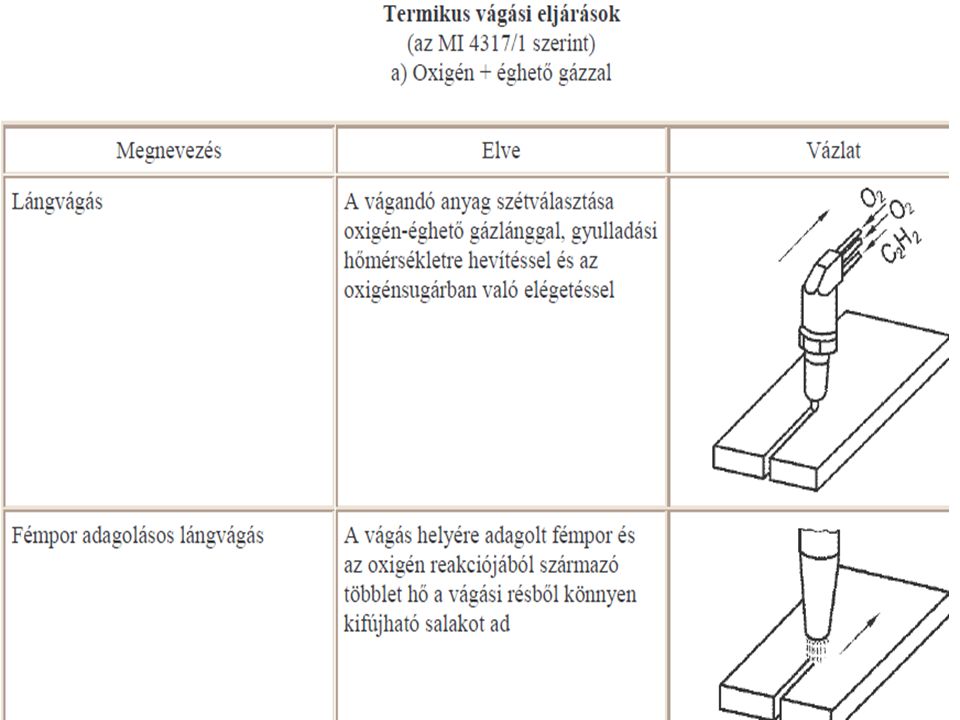
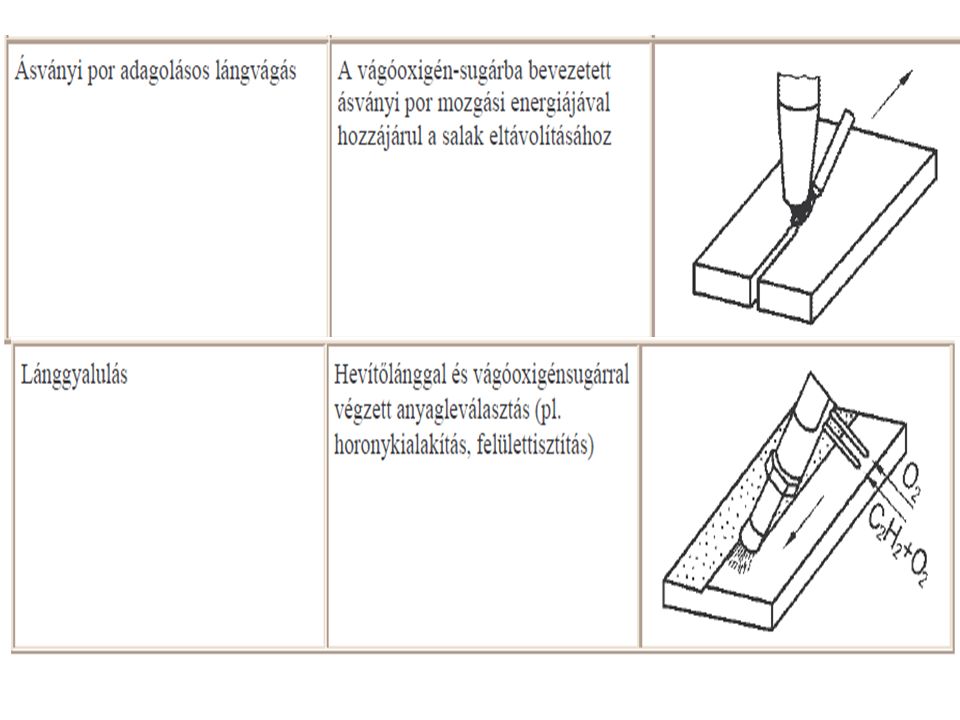
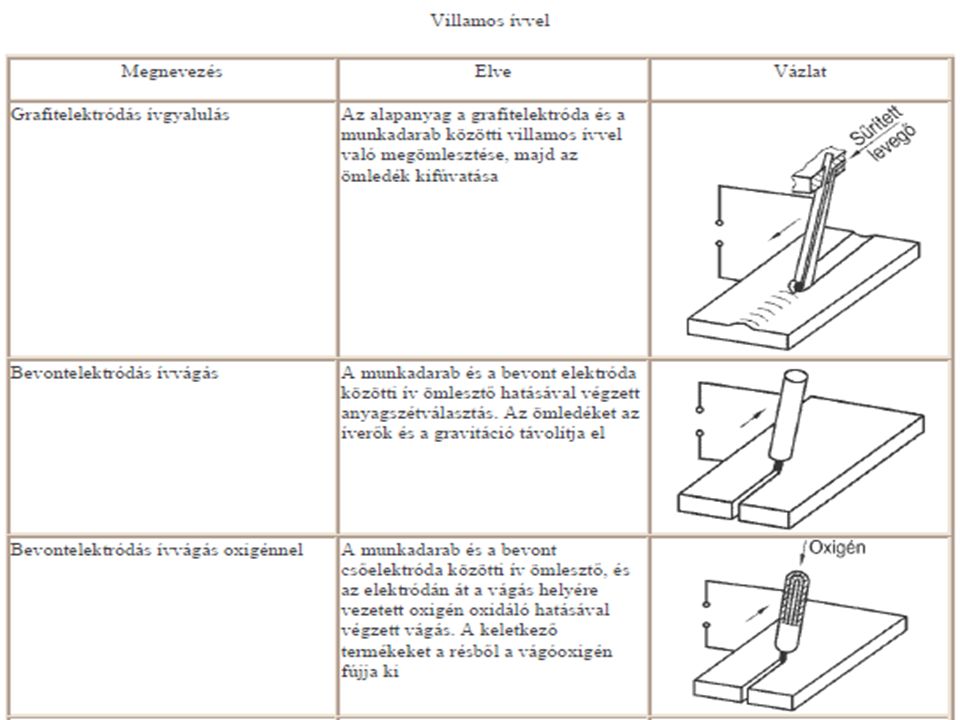
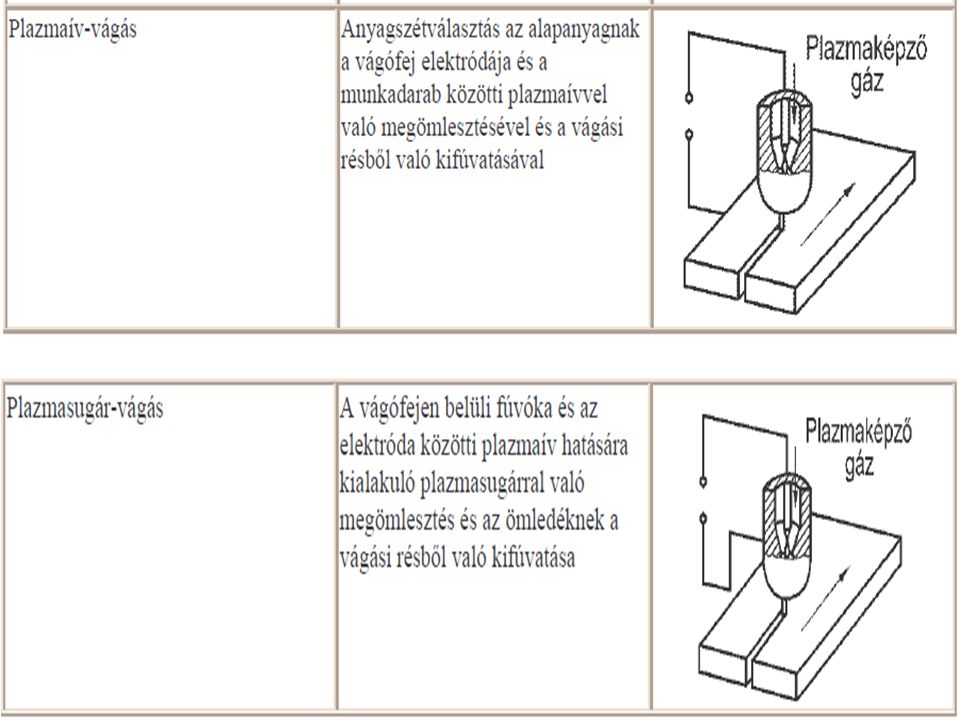
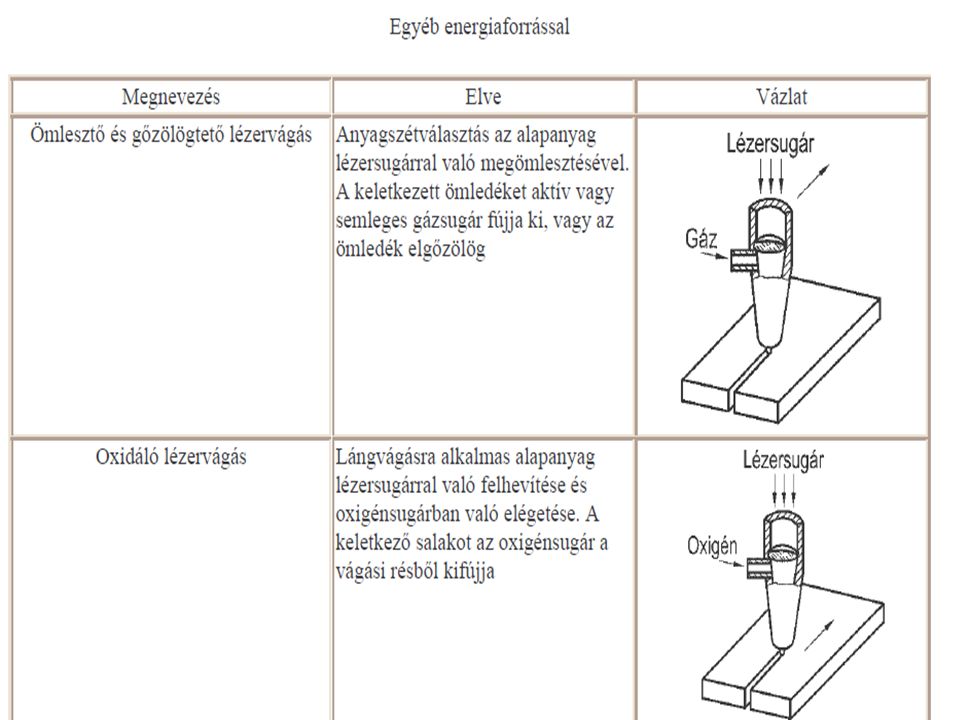
Vágási eljárások

26
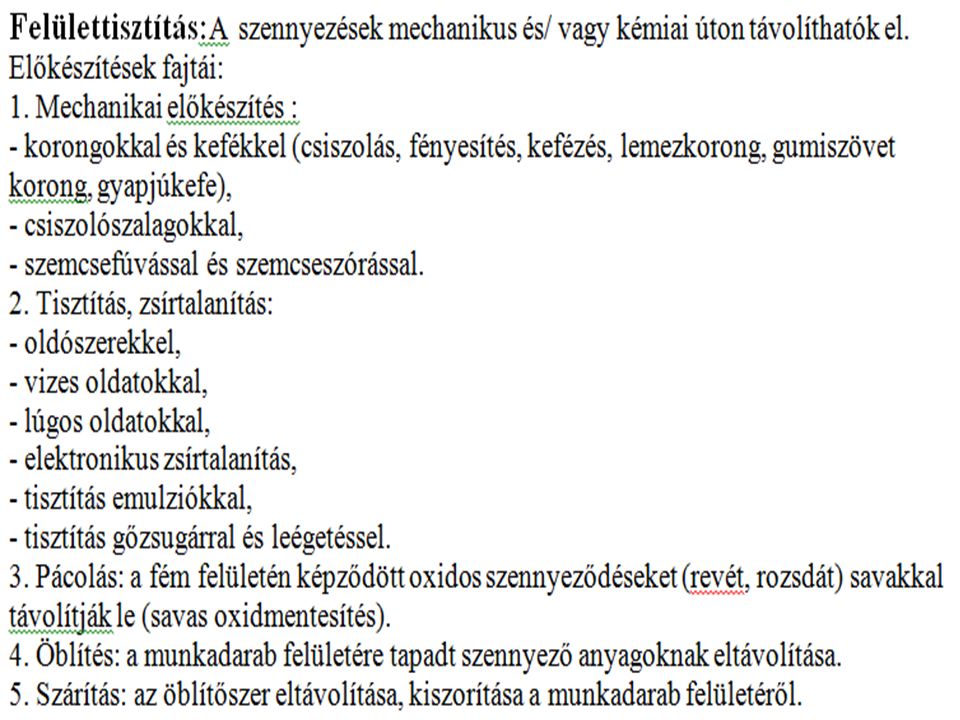
- Kismértékű szennyeződést drótkeféléssel illetve csiszolással tudunk kezelni
- Jobban kötődő szennyeződéseket (pl.: zsír, festék, olaj) vegyileg oldószerrel (pl.ötvözetlen acéloknál: triklór-etilénes oldószer) lehet eltávolítani. - Vastag festékréteget, nedvességet leégetéssel távolítanak el, a tűzvédelmi előírásoknak megfelelően. Az égésterméket, revét drótkefével lehet eltávolítani. - Nagyüzemben hegesztett szerkezetek gyártásakor azokat átmeneti felületvédelemmel látják el. Ennek az un. műhelyalapozó festéknek a nagy előnye, hogy hegesztés előtt nem kell eltávolítani a felületről, ha a festék vastagságát előírás szerint betartják.
 vegyileg oldószerrel (pl.ötvözetlen acéloknál: triklór-etilénes oldószer) lehet eltávolítani. - Vastag festékréteget, nedvességet leégetéssel távolítanak el, a tűzvédelmi előírásoknak megfelelően. Az égésterméket, revét drótkefével lehet eltávolítani. - Nagyüzemben hegesztett szerkezetek gyártásakor azokat átmeneti felületvédelemmel látják el. Ennek az un. műhelyalapozó festéknek a nagy előnye, hogy hegesztés előtt nem kell eltávolítani a felületről, ha a festék vastagságát előírás szerint betartják.")
29
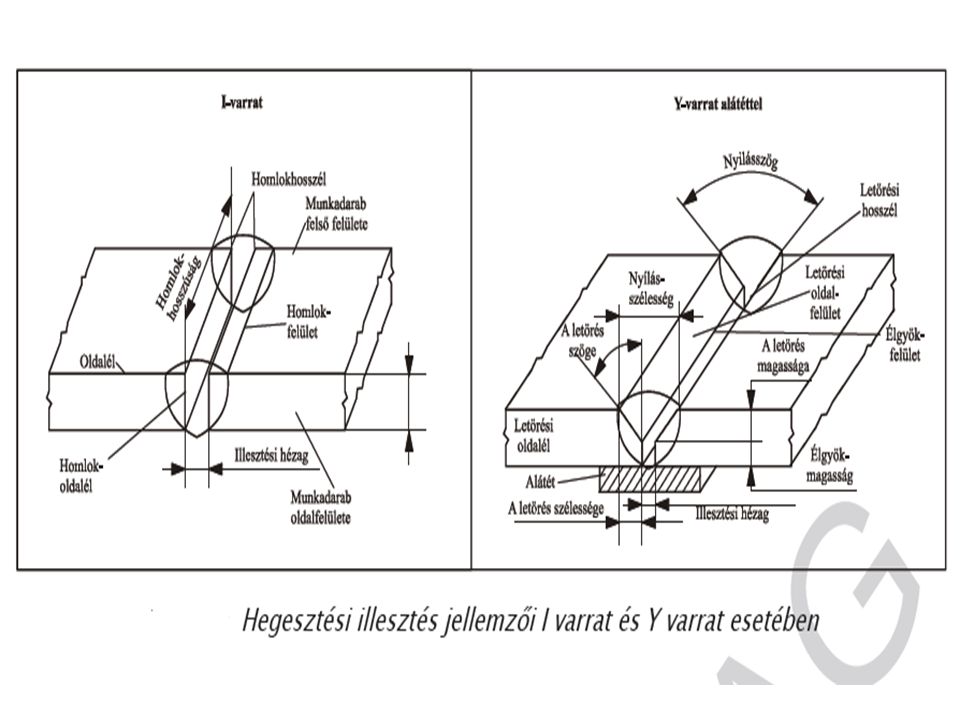
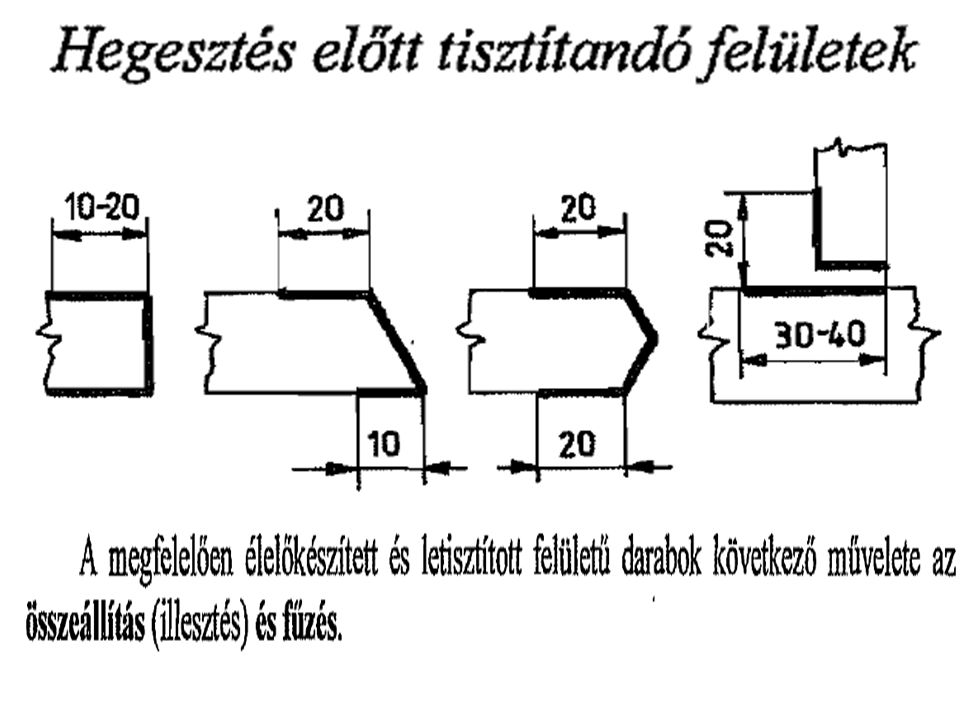
Hegesztési él, és illesztés acélok kézi ívhegesztéséhez

30
Hegesztési él, és illesztés acélok kézi ívhegesztéséhez

34
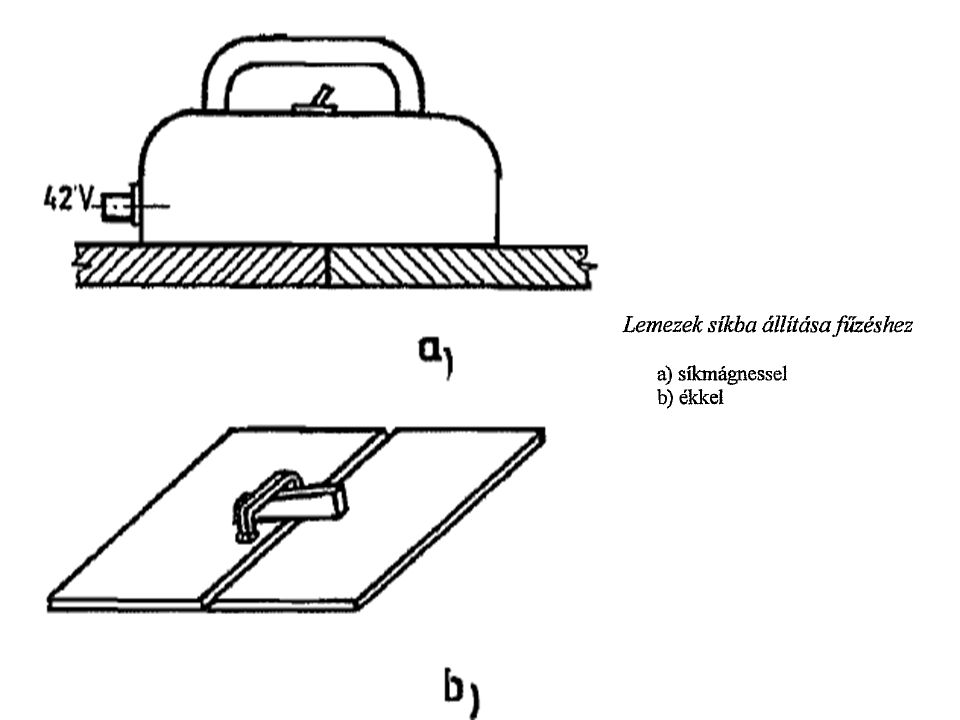
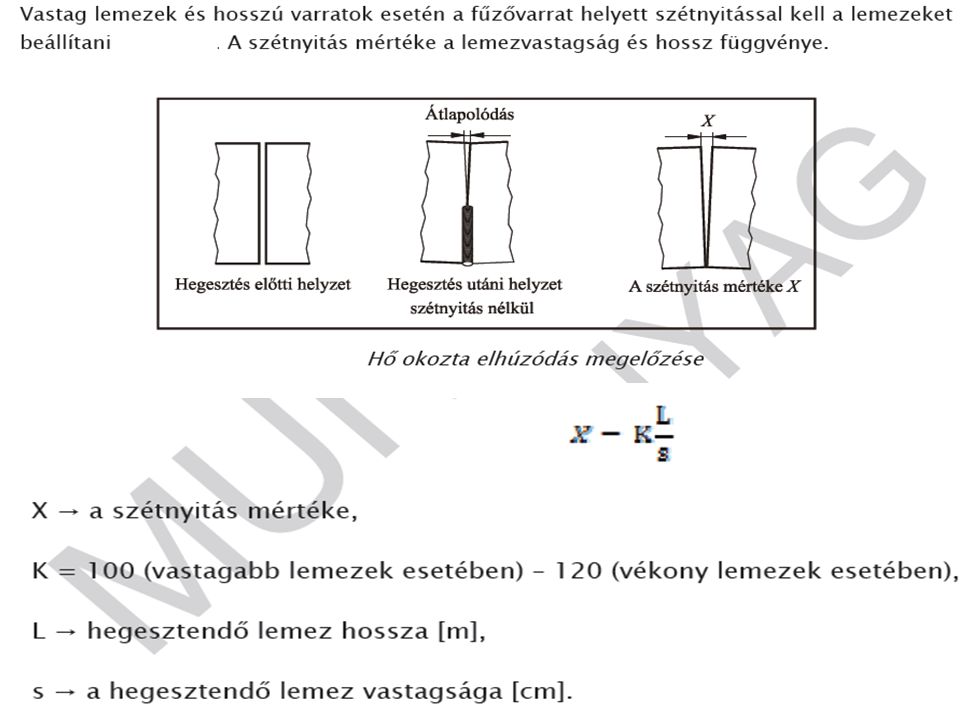
A fűzés kivitelezésének néhány gyakorlati szabálya:
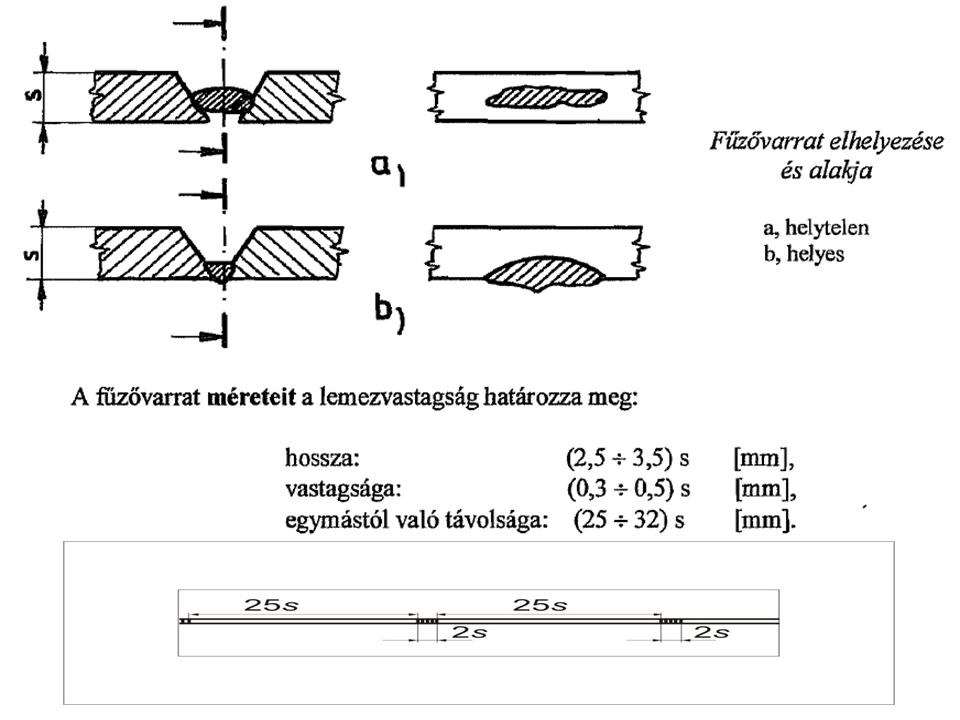
- a lemez mindkét végére kerüljön fűzővarrat, - l m-nél rövidebb tompavarratoknál nem szükséges fűzővarratot alkalmazni - az átlapolódás elkerülése céljából a lemezeket fűzéskor ék alakban ki kell nyitni, - az elkészített fűzővarratok hibás alakját kiköszörüléssel javítani kell, - a fűzéshez a hegesztésre előírt minőségű elektródát kell használni, - ha a hegesztést előmelegítéssel kell végezni, akkor a fűzést is elő kell melegíteni

39
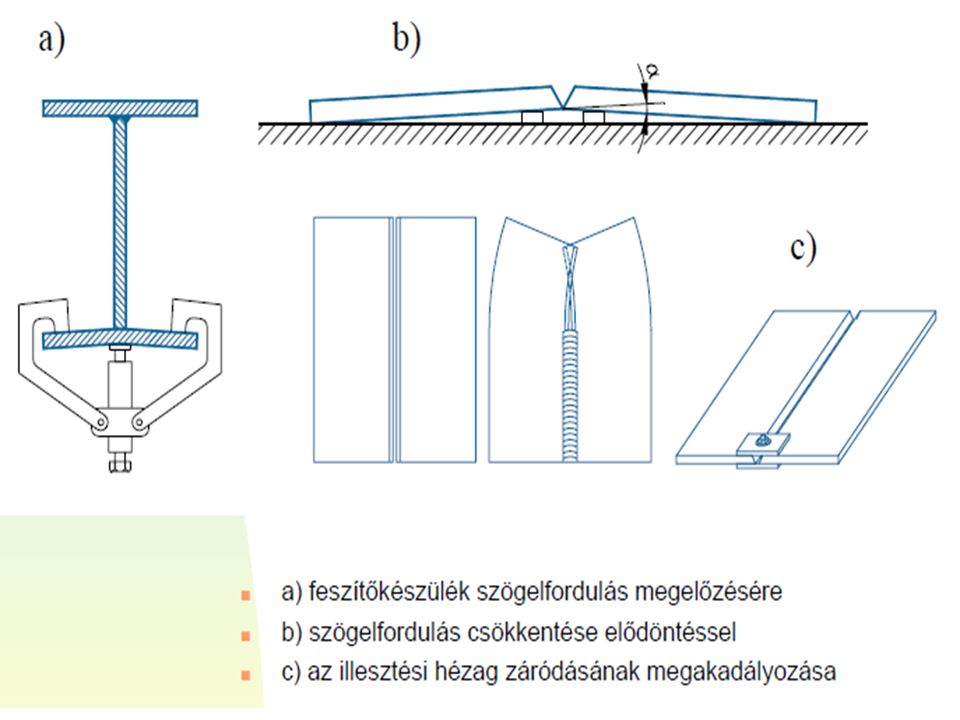
6 mm-nél vastagabb anyagok esetén számolni kell azzal, hogy a varrat hőhatása az anyagot elhúzza. Ezért a munkadarabokat ellentétes irányú szögeléssel kell összeilleszteni így a hőhatás miatti ellentétes irányú deformáció következtében a kívánt síkbeli szöghelyzet áll elő. Technológiai lehetőség még a feszítőkészülék alkalmazása és az illesztési hézag záródásának megakadályozása.


















 egy Notified Body ajánlásával>")







>")

