Előadást letölteni
1
CNC programozás KONTÚRPROGRAMOZÁS

2
CNC program felépítése 2
NC program készítésekor leggyakrabban használt címek: Mondatszám: N Előkészítő funkciók: G Koordináta adatok: X,Y,Z, U,V,W, A,B,C Interpolációs adatok: I,J,K Technológiai adatok (F, S, T, D, H) Kiegészítő funkciók: M A mondatszám az újabb vezérléseknél csak címke (label) megadása nem kötelező.
 Kiegészítő funkciók: M. A mondatszám az újabb vezérléseknél csak címke (label) megadása nem kötelező.")
3
Méretmegadás G90 G91 Növekményes Abszolút
Minden pont koordinátáját a munkadarab nullponthoz viszonyítva kell megadni G90 X,Y,Z abszolút koordináták XI, YI, ZI növekményes koordináták Növekményes Az egyes pontok koordinátáját az előző ponthoz viszonyítva kell megadni G91 X,Y,Z növekményes koordináták NCT100T vezérlésű CNC esztergagépnél X címen átmérőben kell megadni az értékeket mindkét méretmegadási mód esetén.

4
Technológiai adatok programozása
ELŐTOLÁS Az előtolási sebesség értékének megadása az F címen történik A megadott előtolás érték a programozott pálya mentén tangenciálisan érvényesül. Az előtolás értékét megadhatjuk mm/perc és mm/ford mértékegységben is. mm/perc mértékegység kiválasztása: G94 mm/ford mértékegység kiválasztása: G95

5
Technológiai adatok programozása
FORDULATSZÁM programozása (G97) A fordulatszámot értékét S címen programozhatjuk. Az S címen megadott fordulatszám értéket 1/perc mértékegységben kell megadni Az S címen megadott fordulatszámértékek öröklődnek. FORGÁCSOLÁSI SEBESSÉG programozása (G96) Ilyenkor a forgácsolási sebesség értékéből a vezérlés számítja a fordulatszámot a v=D*π*n összefüggésből A forgácsolási sebesség értékét S címen kell megadnunk m/perc mértékegységben Az értéke öröklődik.
 A fordulatszámot értékét S címen programozhatjuk. Az S címen megadott fordulatszám értéket 1/perc mértékegységben kell megadni. Az S címen megadott fordulatszámértékek öröklődnek. FORGÁCSOLÁSI SEBESSÉG programozása (G96) Ilyenkor a forgácsolási sebesség értékéből a vezérlés számítja a fordulatszámot a v=D*π*n összefüggésből. A forgácsolási sebesség értékét S címen kell megadnunk m/perc mértékegységben. Az értéke öröklődik.")
6
Technológiai adatok programozása
Maximális fordulatszám megadása G92 S….(nmax)…. Forgácsolási sebesség megadásnál szükséges,hogy a főorsó fordulatszáma ne érhesse el a gép maximális fordulaszámát.
…. Forgácsolási sebesség megadásnál szükséges,hogy a főorsó fordulatszáma ne érhesse el a gép maximális fordulaszámát.")
7
M FUNKCIÓK PRG. M00 – Feltétel nélküli program ÁLLJ: Megállítja a prg. futást, főorsó forgást, hűtést kikapcsolja. START gomb megnyomására folytatja a program végrehajtását. M01 - Feltételes program ÁLLJ: A megállítás csak egy feltétel teljesülése esetén történik meg. (Feltétel: kezelő felületen lévő gomb) M02 – prg vége M03 – Főorsó forgás bekapcsolása OJM irányba M04 - Főorsó forgás bekapcsolása OJE irányba M05 – Főorsó forgás kikapcsolása
 M02 – prg vége. M03 – Főorsó forgás bekapcsolása OJM irányba. M04 - Főorsó forgás bekapcsolása OJE irányba. M05 – Főorsó forgás kikapcsolása.")
8
M FUNKCIÓK PRG. M06 – Szerszámváltás
M07 – Hűtő kenő folyadék bekapcsolása (2.mód) M08 – Hűtő kenő folyadék bekapcsolása (1.mód) M09 – Hűtő kenő folyadék kikapcsolása M19 – Főorsó tájolt megállítása M30 – Prg vége
 M08 – Hűtő kenő folyadék bekapcsolása (1.mód) M09 – Hűtő kenő folyadék kikapcsolása. M19 – Főorsó tájolt megállítása. M30 – Prg vége.")
9
Szerszámváltás lehetőségei
A szerszám kiválasztása a T címen megadott kóddal lehetséges A szerszámváltásnak géptípustól függően 4 lehetősége van Kézi szerszámváltás: A T cím hatására a megmunkálás, a főorsóforgás, a hűtőfolyadék stb. leáll és a vezérlés bekéri a T címen megadott számú szerszámot. A szerszám behelyezése után a START gomb megnyomására folytatódik a programfutás. Automatikus szerszámváltás, revolverfejes: Automatikus szerszámváltások esetén a kezelő nélkül végbemegy a szerszámváltás. Revolverfejes váltásnál a T címen azt szerszámhely számot kell megadni ahová a szerszámot beszereltük. A T cím megadásának hatására a vezérlő a megadott számú helyet megmunkálási pozícióba forgatja. Automatikus szerszámváltás közvetlenül a szerszámtárból: A tengelyek a T cím hatására szerszámváltási pozícióba mozognak, a szerszámtár bebillen a főorsó alá megfogja a főorsóban lévő szerszámot és kiveszi a főorsóból, majd a T címen programozott számú szerszámot helyezi be. A művelet befejezését követően a szerszámtár visszamegy a helyérre. Automatikus szerszámváltás a szerszámtárból szerszámváltóval: Nagy szerszámtáras gépek esetén a szerszámváltás programozása több lépésből áll 1. a T cím hatására a gép megkeresi a szerszámtárban a programozott szerszámot. (Ilyenkor a megmunkálás még tart) 2. A tengelyeket szerszámcser pozícióba mozgatjuk 3. Az M06 kód hatására megtörténik a szerszámváltás. (Nincs megmunkálás) 4. A régi szerszámot a vezérlés visszateszi a tárba. (Forgácsolással párhuzamos történik.)
 2. A tengelyeket szerszámcser pozícióba mozgatjuk. 3. Az M06 kód hatására megtörténik a szerszámváltás. (Nincs megmunkálás) 4. A régi szerszámot a vezérlés visszateszi a tárba. (Forgácsolással párhuzamos történik.)")
10
Egyenes mentén történő elmozdulás programozása
Gyorsmenettel történő elmozdulás (csak pozicionálásra használható) G00 X… Y… Z… Programozott előtolási sebességgel történő elmozdulás (lineáris interpoláció) G01 X… Y… Z… F…
 G00 X… Y… Z… Programozott előtolási sebességgel történő elmozdulás (lineáris interpoláció) G01 X… Y… Z… F…")
11
Példa egyenes programozására
Abszolút méretmegadás esetén G90 G00 X30 Y10 Növekményes méretmegadás esetén G91 G00 X-20 Y-10 VAGY G90 G00 XI-20 YI-10

12
Körív programozása /sík kiválasztása/
A körív programozása a legtöbb CNC gép esetén csak síkban lehetséges. Ezért a körív programozása előtt ki kell választanunk a megmunkálás síkját: G XY sík kiválasztása G XZ sík kiválasztása G YZ sík kiválasztása

13
Körív programozása /körüljárási irányok/
Ha egy pontból a következő pontba körív mentén akarok eljutni ezt megtehetem az óramutató járásával ellentétes és megegyező irányba. G02- OJM irány G03- OJE irány A szabvány szerint az irány megállapításához az adott síkot a síkra merőleges tengely pozitív iránya felöl a negatív irány felé kell szemlélni.

14
Körív programozása /sugár megadásával/
A körív programozása esetén az előkészítő funkció megadása után meg kell adni a végpont koordinátáit valamint a kör sugarát G17 G02/G03 X… Y…. R… G18 G02/G03 X… Z…. R… G19 G02/G03 Y… Z…. R…

15
Sugár megadás problémái
A sugárral történő körív programozásakor a kezdő és végpont közé ugyanakkora sugárra és ugyanazzal a körüljárási iránnyal két kör is képezhető. Ilyenkor a kör középponti szögével tudunk a két körív között különbséget tenni. Ha a 180º-nál kisebb középponti szögű(1 ill. 3) köríven szeretnénk haladni a sugár értékét pozitív előjellel adjuk meg Ha a 180º-nál nagyobb középponti szögű (2 ill. 4) köríven szeretnénk haladni a sugár értékét negatív előjellel adjuk meg.
 köríven szeretnénk haladni a sugár értékét pozitív előjellel adjuk meg. Ha a 180º-nál nagyobb középponti szögű (2 ill. 4) köríven szeretnénk haladni a sugár értékét negatív előjellel adjuk meg.")
16
Példa körív programozására
G18 G2 X80 Z50 R40 2. körív: G18 G2 X80 Z50 R-40 3. körív: G18 G3 X80 Z50 R40 4. körív: G18 G3 X80 Z50 R-40

17
Körív progr./középpont megadásával/
A körív programozásának másik lehetősége, hogy a végponton kívül a sugár megadása helyett a középpont helyét adjuk meg. A középpont megadása az interpolációs adatokkal (I,J,K) történik. G17 G02/G03 X… Y…. I… J… G18 G02/G03 X… Z…. I… K… G19 G02/G03 Y… Z…. J… K…
 történik. G17 G02/G03 X… Y…. I… J… G18 G02/G03 X… Z…. I… K… G19 G02/G03 Y… Z…. J… K…")
18
Körív programozása /középpont megadásával/
SZABÁLY: A középpont helyét a kör kezdőpontjából a kör középpontjába mutató vektor tengelyekkel párhuzamos komponenseivel adhatjuk meg. (Növekményes értékek) Az I, J, K interpolációs vektorokat mindig növekményesen kell megadni, függetlenül attól, hogy a többi koordináta adat megadásakor melyik méretmegadási módot választottuk. Az I, J, K vektorokat előjelhelyesen kell megadni
 Az I, J, K interpolációs vektorokat mindig növekményesen kell megadni, függetlenül attól, hogy a többi koordináta adat megadásakor melyik méretmegadási módot választottuk. Az I, J, K vektorokat előjelhelyesen kell megadni.")
19
Példa körív programozására
G17 G03 X10 Y70 I-50 J-20 G18 G03 X70 Z10 I-20 K-50 G19 G03 Y10 Z70 J-50 K-20

20
CNC programozás Esztergagépek

21
Szerszámváltás programozása CNC esztergagépen
1. lépés: Szerszámváltási pozícióba mozgás G0 X…… Z…… 2. lépés : Szerszámváltás T…….. (Pl.: T0202) Első két szám: A szerszámhely száma Második két szám: Szerszámhoz tartozó korrekciós mező száma.
 Első két szám: A szerszámhely száma. Második két szám: Szerszámhoz tartozó korrekciós mező száma.")
22
Automatikus szerszámsugár korrekció eszterga esetén
G40: szerszámsugár korrekció kikapcsolása G41 szerszámsugár korrekció balról G42 szerszámsugár korrekció jobbról Szimmetria tengely fölött Szimmetria tengely alatt

23
Automatikus geometriai számítások 1.
Letörés (,C) G1 X..(x2).. Z..(z2).. ,C..(c).. G1 X..(x2).. Z..(z2).. ,C..(c).. G1 X..(x3).. Z..(z3).. G3 X..(x3).. Z..(z3).. R..(r)..
 G1 X..(x2).. Z..(z2).. ,C..(c).. G1 X..(x2).. Z..(z2).. ,C..(c).. G1 X..(x3).. Z..(z3).. G3 X..(x3).. Z..(z3).. R..(r)..")
24
Automatikus geometriai számítások 2.
Lekerekítés (,R) G1 X..(x2).. Z..(z2).. ,R..(r1).. G1 X..(x2).. Z..(z2).. ,R..(r1).. G1 X..(x3).. Z..(z3).. G3 X..(x3).. Z..(z3).. R..(r2)..
 G1 X..(x2).. Z..(z2).. ,R..(r1).. G1 X..(x2).. Z..(z2).. ,R..(r1).. G1 X..(x3).. Z..(z3).. G3 X..(x3).. Z..(z3).. R..(r2)..")
25
Automatikus geometriai számítások 3.
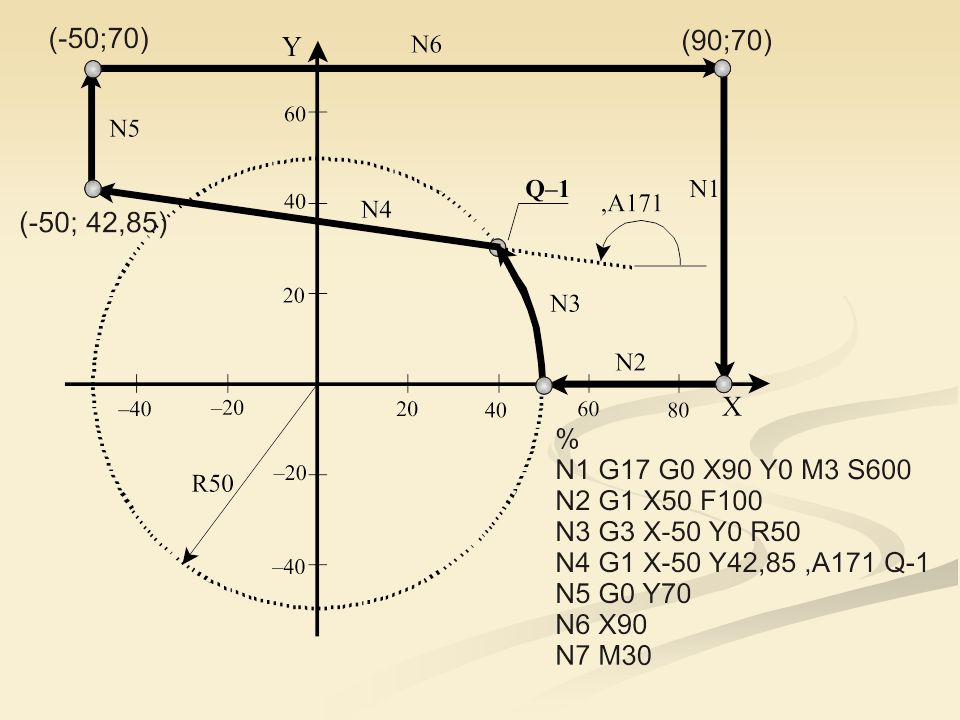
Egyenes programozása irányszögével Ha a végpontnak csak az egyik koordinátáját ismerjük és egy szögét. G1 X..(x1).. ,A..(α’).. G1 Z..(z1).. ,A..(α’).. A szögmegadás módja: Hátsó késtartós gép Első késtartós gép (szimmetria tengely fölött nézve) (szimmetria tengely alatt nézve)
.. ,A..(α’).. G1 Z..(z1).. ,A..(α’).. A szögmegadás módja: Hátsó késtartós gép Első késtartós gép. (szimmetria tengely fölött nézve) (szimmetria tengely alatt nézve)")
26
Automatikus geometriai számítások 4.
Két egyenes metszéspontja G1 ,A..(α1).. G1 X..(x1).. Z..(z1).. G1 X..(x2).. Z..(z2).. ,A..(α2).. G1 X..(x2).. Z..(z2).. ,A..(α2)..
.. G1 X..(x1).. Z..(z1).. G1 X..(x2).. Z..(z2).. ,A..(α2).. G1 X..(x2).. Z..(z2).. ,A..(α2)..")
27
KONTÚRKÖVETÉS

28
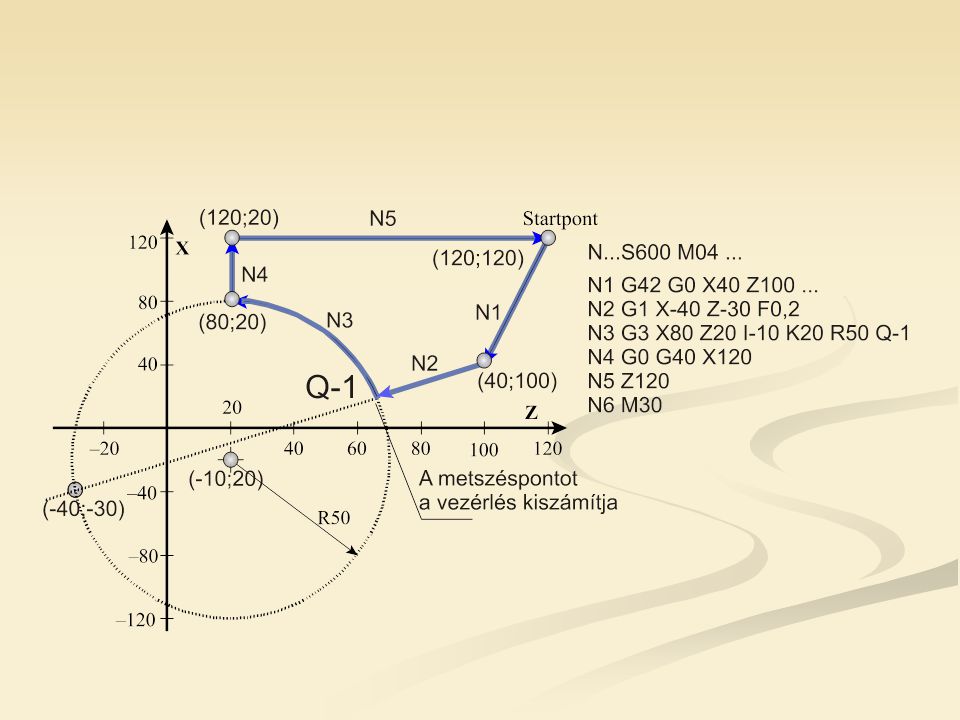
EGYENES-KÖR METSZÉSPONT-SZÁMÍTTATÁS Q<0

29
EGYENES-KÖR METSZÉSPONT-SZÁMÍTTATÁS Q>0

31
KÖR-EGYENES METSZÉSPONT-SZÁMÍTTATÁS Q<0

32
KÖR-EGYENES METSZÉSPONT-SZÁMÍTTATÁS Q>0

34
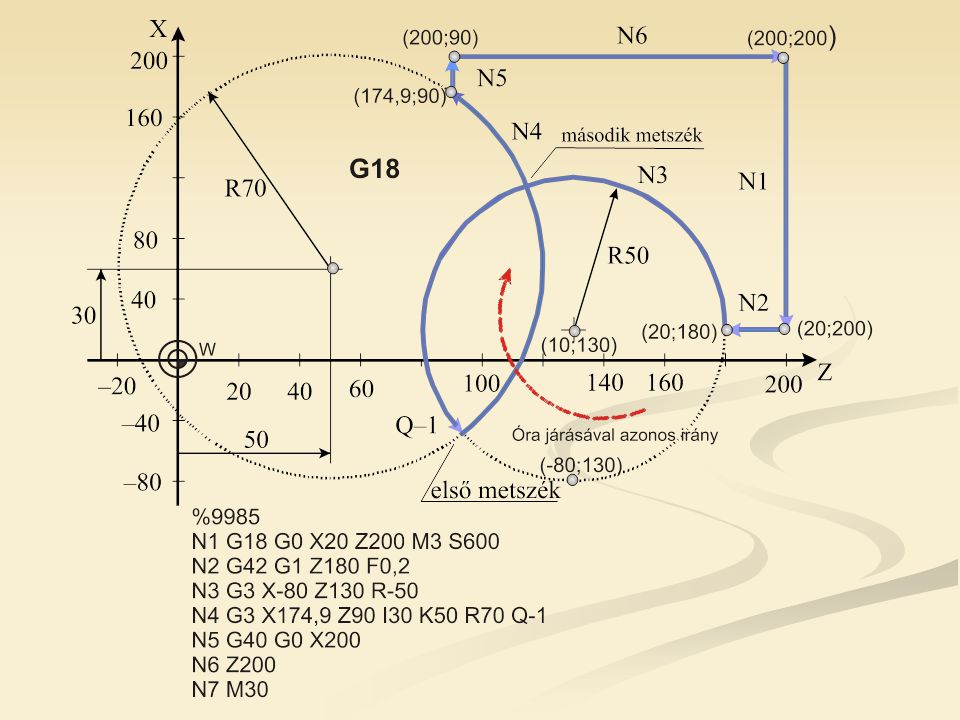
KÖR-KÖR METSZÉSPONT-SZÁMÍTTATÁS Q<0

35
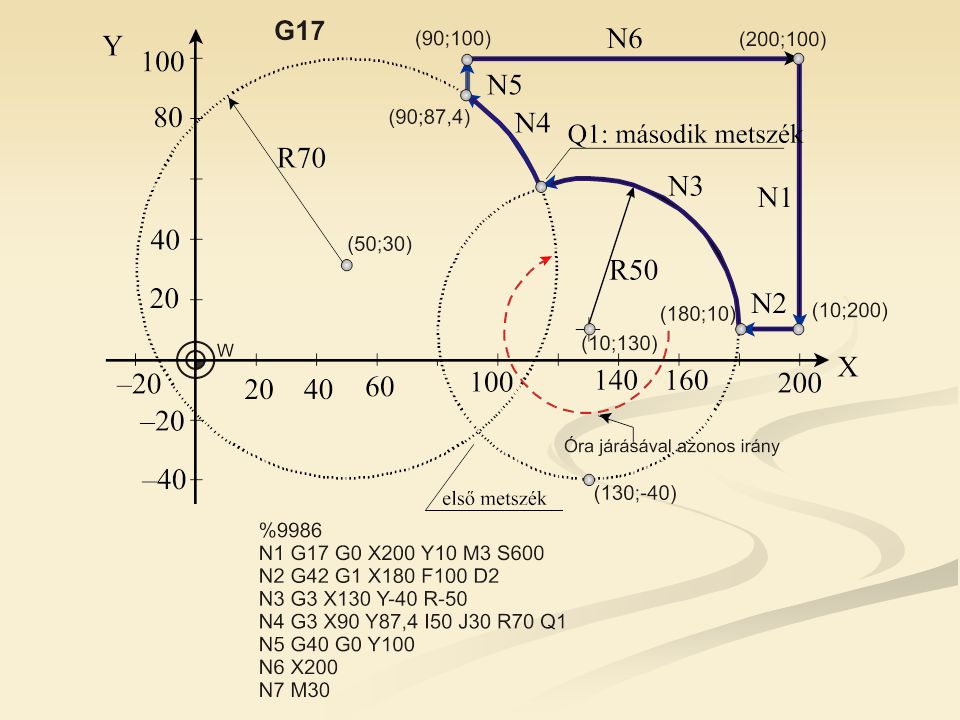
KÖR-KÖR METSZÉSPONT-SZÁMÍTTATÁS Q>0

38
1

39
G90 G95 G97 G54 G40 G0 X30 Z30 T101 S1000 F0.1 M3 G0 X0 Z1 G42 G1 Z0 ,A90 G3 X10 Z-4 R5 I0 K-4 Q1 G1 X6 Z-10 Z-11 G3 X16 Z-16 R5 G1 X15 Z-17 ,A180 Q-1 G2 X20 Z-19.5 R2.5 G1 X10 Z-35 ,A135 X22 Z-45 ,A165 G1 X23 G40 M30

40
2

41
G90 G95 G97 G54 G40 G0 X30 Z30 T101 S1000 F0.1 M3 G0 X0 Z1 G42 G1 Z0 ,A120 X8 Z-3.5 ,A150 X4 Z-9.5 Z-10.5 G2 X14 Z-15.5 R5 G1 X10 Z-18 ,A180 Q1 G3 X15 Z-20.5 R2.5 G2 X20 Z-23 R2.5 G1 X10 Z-38 Z-40 ,A150 X22 Z-45 ,A120 G1 X23 G40 M30

42
3

43
G90 G95 G97 G54 G40 G0 X30 Z30 T101 S1000 F0.1 M3 G0 X0 Z1 G42 G1 Z0 X4 G2 X14 Z-5 R5 ,R2 G1 X10 Z-8 ,A180 Q1 X15 Z-10 X5 Z-22 Z-25 G2 X11 Z-28 R3 G3 X19 Z-32 R4 G1 Z-35 X15 Z-41 X22 Z-45 G1 X23 G40 M30

44
4

45
G90 G95 G97 G54 G40 G0 X30 Z30 T101 S1000 F0.1 M3 G0 X0 Z1 G42 G1 Z0 X5 ,R2 G2 X15 Z-5 R5 G1 X10 Z-7.5 ,A180 Q1 X6 Z-13.5 ,A120 X20 Z-19.5 ,A140 X10 Z-35 G2 X20 Z-40 R5 G1 X22 Z-45 ,A160 Q1 G1 X23 G40 M30

46
5

47
G90 G95 G97 G54 G40 G0 X30 Z30 T101 S1000 F0.1 M3 G0 X0 Z1 G42 G1 Z0 G3 X14 Z-7 R7 ,R2 G1 X9 Z-4.5 ,A180 Q-1 X5 Z-10.5 Z-11.5 ,A155 X10 Z-14.5 ,A120 G3 X15 Z-17 R2.5 G2 X20 Z-19.5 R2.5 G1 X10 Z-35 Z-37 G2 X20 Z-42 R5 G1 X22 Z-45 ,A150 Q1 G1 X23 G40 M30

48
6

49
G90 G95 G97 G54 G40 G0 X30 Z30 T101 S1000 F0.1 M3 G0 X0 Z1 G42 G1 Z0 ,A90 G3 X8 Z-3 R4 I0 K-3 Q1 G1 Z-5 G3 X17 Z-9.5 R4.5 G1 X20 Z-15 ,A180 X10 Z-28 ,A205 Z-30 G3 X14 Z-32 R2 G2 X20 Z-35 R3 G1 Z-40 X22 Z-45 G1 X23 G40 M30

50
7

51
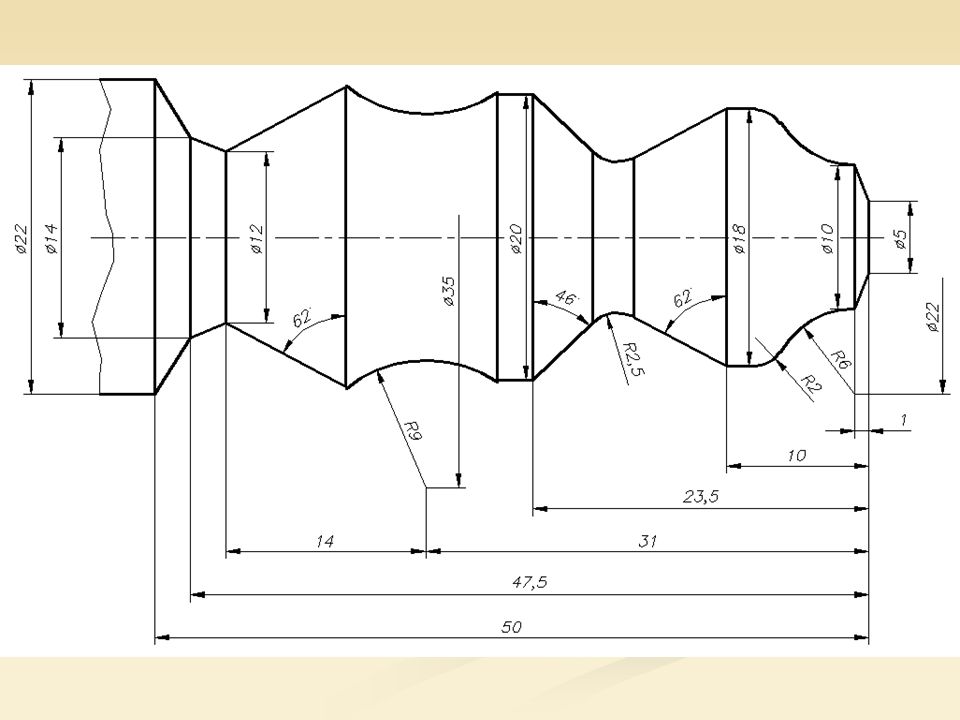
G90 G95 G97 G54 G40 G0 X30 Z30 T101 S1000 F0.1 M3 G0 X0 Z1 G42 G1 Z0 X5 X10 Z-1 G2 X22 Z-7 R6 ,R2 G1 X18 Z-10 ,A180 Q1 ,A208 ,R2.5 X20 Z- 23,5 ,A136 ,A180 G2 X35 Z-40 R9 I17.5 K-31 Q-1 G1 X12 Z-45 ,A208 Q1 X14 Z-47.5 X22 Z-50 G1 X23 G40 M30

52
8

53
G90 G95 G97 G54 G40 G0 X30 Z30 T101 S1000 F0.1 M3 G0 X0 Z1 G42 G1 Z0 X8.5 Z-1 G3 X18.5 Z-6 R5 ,R2 G1 X15 Z-9 ,A180 Q-1 G2 X20 Z-11.5 R2.5 G1 Z-13 ,A210 X12 Z-24.5 ,A195 X20 Z-26 ,A180 G2 X35 Z-42.5 R9 I17.5 K-33.5 Q-1 G1 X20 Z-41 ,A180 Q1 X15 Z-47.5 X22 Z-50 G1 X23 G40 M30

54
9

55
N10 G90 G54 G95 N15 T101 N20 S1000 F0.1 M3 N45 G42 G0 X0 Z1 N50 G1 Z0 N55 X16 ,C2.5 N60 Z-15 N65 ,A150 N70 X20 Z-40 ,A195 ,R15 N75 ,A165 ,R10 N80 X20 Z-85 ,A220 ,R10 N85 X50 Z-115 ,R8 N90 X80 N95 Z-140 N100 X90 ZI-5 N105 Z-148 N110 G40 G1 X92 N115 G0 X30 Z30 N120 M30

56
10

57
N10 G90 G54 G95 N15 T101 N20 S1000 F0.1 M3 N45 G42 G0 X0 Z1 N50 G1 Z0 N55 ,A90 N60 G3 X10 Z-4 R5 I0 K-4 Q1 N65 G1 Z-22 N70 G2 X18 Z-26 R4 N75 G1 ZI-4 N80 X14 Z-37 N85 G2 X20 Z-40 R3 N90 G1 Z-44 N95 X22 Z-45 N100 G40 G1 X24 N105 G0 X30 Z30 N110 T202 N115 S1000 F0.1 M3 N120 G0 X11 Z-15 N140 G41 G1 X10 Z-15 N145 G1 X6 Z-8 N150 Z-5 ,R2 N155 X10 N160 G40 X11 N165 G0 X30 Z N170 M30

58
11

59
N10 G90 G54 G95 N15 T101 N20 S1000 F0.1 M3 N45 G42 G0 X0 Z1 N50 G1 Z0 N55 G3 X13 Z-6.5 R6.5 N60 G1 X10 Z-5 ,A180 Q-1 N65 X12 Z-8 N70 Z-13 N75 X15 Z-14.5 N80 X20 Z-20 N85 Z-38 N90 X10 ZI-12.5 N95 Z-56 N100 G2 XI5 ZI-2.5 R2.5 N105 G3 X20 ZI-2.5 R2.5 N110 G1 X22 Z-70 N115 G40 G1 X24 N120 G0 X50 Z50 N125 T202 N130 S1000 F0.1 M3 N155 G41 G1 X20 Z-38 N160 X10 Z-25 N165 G3 X20 Z-20 R5 N170 G40 G1 X21 N175 G0 X50 Z50 N180 M30

60
!___GENIUSZ_CNC_TANFOLYAM_JEDLIK_ KONTÚRPROGRAMOZÁS_ESZTERGA_2012_02_26.pdf

61
NAGYOLÓ CIKLUSOK Egyszerű nagyoló ciklusok Összetett nagyoló ciklusok
Egyszeri meghívásra egy fogást készít el Típusai: Hosszesztergáló (G77) Oldalazó (G79) Összetett nagyoló ciklusok Egyszeri meghívásra a teljes nagyolás elkészül Típusai: Hossznagyoló (G71) Homloknagyoló (G72) Mintaismétlő (G73) Elősimító (G70)
 Oldalazó (G79) Összetett nagyoló ciklusok. Egyszeri meghívásra a teljes nagyolás elkészül. Típusai: Hossznagyoló (G71) Homloknagyoló (G72) Mintaismétlő (G73) Elősimító (G70)")
62
Hosszesztergáló ciklus (G77)
Hengeres felület nagyolása G0 X…. Z…. G77 X .(x1). Z.(z). F… (1. fogás) X ..(x2) (2. fogás) X ..(x3) (3. fogás) …. X: a fogás átmérője Z: a nagyolás végpontja Z irányban
. Z.(z). F… (1. fogás) X ..(x2).. (2. fogás) X ..(x3).. (3. fogás) …. X: a fogás átmérője. Z: a nagyolás végpontja Z irányban.")
63
Hosszesztergáló ciklus (G77)
Kúpos felület nagyolása G0 X…. Z…. G77 X ..(x1).. Z.(z). R.(i). F… (1. fogás) X ..(x2) (2. fogás) X ..(x3) (3. fogás) …. X: a fogás végpontjának átmérője Z: a nagyolás végpontja Z irányban R: a kúposság mértéke (előjeles szám és sugárban kell megadni)
.. Z.(z). R.(i). F… (1. fogás) X ..(x2).. (2. fogás) X ..(x3).. (3. fogás) …. X: a fogás végpontjának átmérője. Z: a nagyolás végpontja Z irányban. R: a kúposság mértéke (előjeles szám és sugárban kell megadni)")
64
Oldalazó ciklus (G79) Hengeres felület nagyolása G0 X…. Z….
G79 X .(x). Z.(z1). F… (1. fogás) Z .(z2) (2. fogás) Z .(z3) (3. fogás) …. X: a nagyolás végpontja X irányban Z: a fogás Z koordinátája
. Z.(z1). F… (1. fogás) Z .(z2). (2. fogás) Z .(z3). (3. fogás) …. X: a nagyolás végpontja X irányban. Z: a fogás Z koordinátája.")
65
Oldalazó ciklus (G79) Kúpos felület nagyolása G0 X…. Z….
G79 X .(x). Z.(z1). R.(k). F… (1. fogás) Z .(z2) (2. fogás) Z .(z3) (3. fogás) …. X: a nagyolás végpontja X irányban Z: a fogás végpontjának Z koordinátája R: a kúposság mértéke (előjeles szám)
. Z.(z1). R.(k). F… (1. fogás) Z .(z2). (2. fogás) Z .(z3). (3. fogás) …. X: a nagyolás végpontja X irányban. Z: a fogás végpontjának Z koordinátája. R: a kúposság mértéke (előjeles szám)")
66
Hossznagyoló ciklus G71 G0 X… Z… G71 U.(d). R.(e)
G71 P .(n1). Q.(n2). U.(u). W .(w). F… S… … N.(n1). G0 X… Z… G42/G41 N.(n2). G1 X… G40 1. mondat: U: fogásmélység ( pozitív, sugárban) R: szerszámkiemelés mértéke ( pozitív, sugárban) 2. mondat: P: kontúrleírás kezdő mondatának száma Q: kontúrleírás befejező mondatának száma U: Simítási ráhagyás X irányban (előjeles, átmérőben megadandó) W: Simítási ráhagyás Z irányban (előjeles)
. Q.(n2). U.(u). W .(w). F… S… … N.(n1). G0 X… Z… G42/G41. N.(n2). G1 X… G mondat: U: fogásmélység ( pozitív, sugárban) R: szerszámkiemelés mértéke ( pozitív, sugárban) 2. mondat: P: kontúrleírás kezdő mondatának száma. Q: kontúrleírás befejező mondatának száma. U: Simítási ráhagyás X irányban (előjeles, átmérőben megadandó) W: Simítási ráhagyás Z irányban (előjeles)")
67
Homloknagyoló ciklus G72
G0 X… Z… G72 W.(d). R.(e) G72 P .(n1). Q.(n2). U.(u). W .(w). F… S… … N.(n1). G0 X… Z… G42/G41 N.(n2). G1 Z… G40 1. mondat: W: fogásmélység (pozitív) A többi megegyezik az előzővel
. R.(e) G72 P .(n1). Q.(n2). U.(u). W .(w). F… S… … N.(n1). G0 X… Z… G42/G41. N.(n2). G1 Z… G mondat: W: fogásmélység (pozitív) A többi megegyezik az előzővel.")
68
Mintaismétlő ciklus G73 G0 X… Z… G73 U.(i). W.(k). R.(d)
G73 P .(n1). Q.(n2). U.(u). W .(w). F… S… … N.(n1). G0 X… Z… G42/G41 N.(n2). G1 X… Z… G40 1. mondat: U: nagyolási ráhagyás X irányban ( előjeles, sugárban) W: nagyolási ráhagyás Z irányban (előjeles) R: fogások száma A többi megegyezik az előzővel
. Q.(n2). U.(u). W .(w). F… S… … N.(n1). G0 X… Z… G42/G41. N.(n2). G1 X… Z… G mondat: U: nagyolási ráhagyás X irányban ( előjeles, sugárban) W: nagyolási ráhagyás Z irányban (előjeles) R: fogások száma. A többi megegyezik az előzővel.")
69
(Elő)simító ciklus G70 G0 X… Z… G70 P .(n1). Q.(n2). U.(u). W .(w). …
N.(n1). G0 X… Z… G42/G41 N.(n2). G1 X… Z… G40 A ciklus folyamán simításban programozott F, S, T funkciókat végrehajtja, ellentétben a G71, G72, G73 ciklussal. A ciklus folyamán a szerszámsugár korrekció (G41, G42) számítása működik. Az egyes címek jelentése megegyezik az előzővel
. G0 X… Z… G42/G41. N.(n2). G1 X… Z… G40. A ciklus folyamán simításban programozott F, S, T funkciókat végrehajtja, ellentétben a G71, G72, G73 ciklussal. A ciklus folyamán a szerszámsugár korrekció (G41, G42) számítása működik. Az egyes címek jelentése megegyezik az előzővel.")
70
BESZÚRÁS PROGRAMOZÁSA
Lépésenként G0 X… Z… (Kezdőpontra állás) G1 X… (Beszúrás) G0/G1 X… (Kiemelés) Lépésenként várakozással G4 P… (Várakozás) Beszúró ciklussal
 G1 X… (Beszúrás) G0/G1 X… (Kiemelés) Lépésenként várakozással. G4 P… (Várakozás) Beszúró ciklussal.")
71
Várakozás programozása
G4 P… A P cím értelmezése az előtolási sebesség mértékegységétől függ G94 (mm/perc) esetén P címen másodpercben kell megadni a várakozás idejét G95 (mm/ford) esetén P címen a várakozással töltött főorsó fordulatok számát kell megadni
 esetén P címen másodpercben kell megadni a várakozás idejét. G95 (mm/ford) esetén P címen a várakozással töltött főorsó fordulatok számát kell megadni.")
72
Beszúró ciklus G0 X… Z…. (az első beszúrás kezdőpontjára állás)
G75 R.(e). G75 X.(x). Z.(z). P.(i). Q.(k). F... R: szerszám visszaemelés (pozitív) X: a beszúrás talppontjának átmérője Z: az utolsó beszúrás helyének Z koordinátája P: fogásvétel nagysága X irányban (pozitív, sugárban értendő) Q: beszúrások közötti távolság (pozitív)
. G75 X.(x). Z.(z). P.(i). Q.(k). F... R: szerszám visszaemelés (pozitív) X: a beszúrás talppontjának átmérője. Z: az utolsó beszúrás helyének Z koordinátája. P: fogásvétel nagysága X irányban (pozitív, sugárban értendő) Q: beszúrások közötti távolság (pozitív)")
73
Homlokbeszúró ciklus G0 X… Z…. (az első beszúrás kezdőpontjára állás)
G74 R.(e). G74 X.(x). Z.(z). P.(i). Q.(k). F... R: szerszám visszaemelés (pozitív) X: az utolsó beszúrás helyének X koordinátája Z: a beszúrás talppontjának Z koordinátája P: beszúrások közötti távolság (pozitív, sugárban értendő) Q: fogásvétel nagysága Z irányban (pozitív)
. G74 X.(x). Z.(z). P.(i). Q.(k). F... R: szerszám visszaemelés (pozitív) X: az utolsó beszúrás helyének X koordinátája. Z: a beszúrás talppontjának Z koordinátája. P: beszúrások közötti távolság (pozitív, sugárban értendő) Q: fogásvétel nagysága Z irányban (pozitív)")
74
MENETESZTERGÁLÁS PROGRAMOZÁSA
Menetek jellemző méretei: Névleges ( külső) átmérő d1 Középátmérő d2 Magátmérő d3 Menetemelkedés P 1”-ra jutó menetszám Menetesztergálás indítása Az effektív menetvágás a főorsó jeladó nullimpulzusának hatására indul el, minden fogásnál. Így talál vissza a szerszám mindig a menetárokba. Menetesztergálás lépései Kezdőpontba jár Fogást vesz (1.) Menetet vág Szerszámot kiemel Visszajár a kezdőpontba Fogást vesz (2.) ….
 átmérő d1. Középátmérő d2. Magátmérő d3. Menetemelkedés P. 1 -ra jutó menetszám. Menetesztergálás indítása. Az effektív menetvágás a főorsó jeladó nullimpulzusának hatására indul el, minden fogásnál. Így talál vissza a szerszám mindig a menetárokba. Menetesztergálás lépései. Kezdőpontba jár. Fogást vesz (1.) Menetet vág. Szerszámot kiemel. Visszajár a kezdőpontba. Fogást vesz (2.) ….")
75
Kezdőpont megválasztásának szempontjai
Külső (orsó) menet esetén: Belső (anya) menet esetén:
 menet esetén: Belső (anya) menet esetén:")
76
Menetesztergálás lépésenként programozása
Minden lépést külön mondatban adunk meg Fogásvétel, Kiemelés, Kezdőpontba járás: G0 Menetvágás: G33 - Állandó menetemelkedésű menet vágása G34 - Változó menetemelkedésű menet vágása G33 X…. Z…. F/E… G34 X…. Z…. F/E….. K…. X: a menetvágás végpontjának X koordinátája (csak kúpos menet esetén kell kitölteni) Z: a menetvágás végpontjának Z koordinátája F: menetemelkedés megadása (pl.: metrikus, trapéz) E: 1”-ra jutó menetek száma (pl.: whitworth) K: főorsó fordulatonkénti menetemelkedés-változás mértéke
 Z: a menetvágás végpontjának Z koordinátája. F: menetemelkedés megadása (pl.: metrikus, trapéz) E: 1 -ra jutó menetek száma (pl.: whitworth) K: főorsó fordulatonkénti menetemelkedés-változás mértéke.")
77
Használata egy példán keresztül
…. G0 X25 Z3 (Kezdőpont) G0 X19.8 (1. fogás) G33 Z-32 F1.5 (menetvágás) G0 X25 (kiemelés) G0 Z3 (vissza a kezdőpontba) G0 X19.6 (2. fogás) G33 Z-32 F1.5 G0 X25 G0 Z3 G0 X19.4 (3. fogás)
 G0 X19.8 (1. fogás) G33 Z-32 F1.5 (menetvágás) G0 X25 (kiemelés) G0 Z3 (vissza a kezdőpontba) G0 X19.6 (2. fogás) G33 Z-32 F1.5. G0 X25. G0 Z3. G0 X19.4 (3. fogás)")
78
Menetesztergálás programozása egyszerű menetvágó ciklussal
a ciklus egyszeri meghívására egy fogást készít el. (fogást vesz, menete vág, kiemel, visszajár a kezdőpontba) G78 X…. Z…. F/E…. R…. X: az aktuális fogás X koordinátája Z: a menetvágás végpontjának Z koordinátája F: menetemelkedés megadása (pl.: metrikus, trapéz) E: 1”-ra jutó menetek száma (pl.: whitworth) R: Kúposság mértéke (sugárban értendő előjeles szám)
 G78 X…. Z…. F/E…. R…. X: az aktuális fogás X koordinátája. Z: a menetvágás végpontjának Z koordinátája. F: menetemelkedés megadása (pl.: metrikus, trapéz) E: 1 -ra jutó menetek száma (pl.: whitworth) R: Kúposság mértéke (sugárban értendő előjeles szám)")
79
Használata egy példán keresztül
…. G0 X25 Z3 (Kezdőpont) G78 X19.8 Z-32 F1.5 (1. fogás) X19.6 (2. fogás) X19.4 (3. fogás)
 G78 X19.8 Z-32 F1.5 (1. fogás) X19.6 (2. fogás) X19.4 (3. fogás)")
80
Menetesztergálás programozása összetett menetvágó ciklussal
egyszeri meghívásra teljesen készre forgácsolja a menetet. két egymást követő mondatban kell programozni. a szerszám egyenletesebb terhelése érdekében a ciklus állandó forgácskeresztmetszettel forgácsol a szerszám terhelésének csökkentése érdekében a vágás csak az egyik oldalon történik

81
Összetett menetvágó ciklus
G76 P.(n). .(r). .(α). Q…. R…. G76 X…. Z…. P…. Q…. F/E…. R…. 1. mondat: P: 3db kétjegyű számot kell megadni n: simítások száma r: kiemelés, menetkifutás kúposságának mértéke α: a menetprofil szöge Q: a minimális fogásmélység (sugárban értendő pozitív szám) R: simítási ráhagyás (sugárban értendő pozitív szám) 2. mondat: X: a menetvágás befejező átmérője (külső menet esetén magátmérő, belsőmenet esetén névleges átmérő) Z: a menetvágás végpontjának Z koordinátája P: a menetprofil mélysége (sugárban értendő pozitív szám) Q: az első fogás mélysége (sugárban értendő pozitív szám) F: menetemelkedés megadása (pl.: metrikus, trapéz) E: 1” -ra jutó menetek száma (pl.: whitworth) R: Kúposság mértéke (sugárban értendő előjeles szám)
. .(r). .(α). Q…. R…. G76 X…. Z…. P…. Q…. F/E…. R…. 1. mondat: P: 3db kétjegyű számot kell megadni. n: simítások száma. r: kiemelés, menetkifutás kúposságának mértéke. α: a menetprofil szöge. Q: a minimális fogásmélység (sugárban értendő pozitív szám) R: simítási ráhagyás (sugárban értendő pozitív szám) 2. mondat: X: a menetvágás befejező átmérője (külső menet esetén magátmérő, belsőmenet esetén névleges átmérő) Z: a menetvágás végpontjának Z koordinátája. P: a menetprofil mélysége (sugárban értendő pozitív szám) Q: az első fogás mélysége (sugárban értendő pozitív szám) F: menetemelkedés megadása (pl.: metrikus, trapéz) E: 1 -ra jutó menetek száma (pl.: whitworth) R: Kúposság mértéke (sugárban értendő előjeles szám)")
82
Használata egy példán keresztül
…. G0 X25 Z3 (Kezdőpont) G76 P Q0.02 R0.01 G76 X18.16 Z-32 P 0.92 Q0.1 F1.5
 G76 P Q0.02 R0.01. G76 X18.16 Z-32 P 0.92 Q0.1 F1.5.")
83
Menetirány befolyásolása
Első késtartós gép /M3 forgásirány/ Hátsó késtartós gép /M4 forgásirány/ Menetvágás Z- irányba JOBBOS BALOS Menetvágás Z+ irányba

84
Több bekezdésű menet programozása
A menetvágás kezdőpontjának eltolásával Az első bekezdés elkészítése után, a menetvágás kezdőpontját eltoljuk Z tengely mentén a menetosztás nagyságával. Ezután következhet a következő bekezdés elkészítése. Addig ismételjük, amíg el nem készül a szükséges bekezdésszám. Ez a megoldás mindhárom Programozási lehetőségnél használható. A bekezdések kezdő szögértékének megadásával Q címen meg kell adnunk, hogy a főorsó jeladó nullimpulzusától számítva, hány fokot forduljon el a főorsó, mielőtt elkezdi a menetet vágni. Egy bekezdés szögértékét úgy határozhatjuk meg, hogy a 360 fokot elosztjuk a bekezdések számával, és ezt hozzáadjuk az előző bekezdés szöghelyzetéhez. Ez a lehetőség csak a G33 és a G78 esetén alkalmazható G33 X…. Z…. F/E….. Q…. G78 X…. Z…. F/E…. R…. Q….

85
1

86
G90 G95 G97 G54 G40 G0 X100 Z100 T101 S1000 F0.1 M3 G0 X22 Z1 G71 U0.7 R0.5 G71 P1 Q2 U0.4 W0 F0.06 N1 G0 X0 Z1 G42 G1 Z0 ,A90 G3 X10 Z-4 R5 I0 K-4 Q1 G1 X6 Z-10 Z-11 G3 X16 Z-16 R5 G1 X15 Z-17 ,A180 Q-1 G2 X20 Z-19.5 R2.5 G1 X10 Z-35 ,A135 X22 Z-45 ,A165 N2 G1 X23 G40 M30

88
G90 G95 G97 G54 G40 G0 X100 Z100 T101 S1000 F0.1 M3 G0 X22 Z1 G71 U0.7 R0.5 G71 P1 Q2 U0.4 W0 F0.06 N1 G0 X0 Z1 G42 G1 Z0 X5 X10 Z-1 G2 X22 Z-7 R6 ,R2 G1 X18 Z-10 ,A180 Q1 ,A208 ,R2.5 X20 Z- 23,5 ,A136 ,A180 G2 X35 Z-40 R9 I17.5 K-31 Q-1 G1 X12 Z-45 ,A208 Q1 X14 Z-47.5 X22 Z-50 N2 G1 X23 G40 M30

89
11

90
N10 G90 G54 G95 N15 T101 N20 S1000 F0.1 M3 N25 G0 X22 Z1 N30 G71 U1 R0.5 N35 G71 P45 Q115 U0.4 W0 N40 F0.06 N45 G42 G0 X0 Z1 N50 G1 Z0 N55 G3 X13 Z-6.5 R6.5 N60 G1 X10 Z-5 ,A180 Q-1 N65 X12 Z-8 N70 Z-13 N75 X15 Z-14.5 N80 X20 Z-20 N85 Z-38 N90 X10 ZI-12.5 N95 Z-56 N100 G2 XI5 ZI-2.5 R2.5 N105 G3 X20 ZI-2.5 R2.5 N110 G1 X22 Z-70 N115 G40 G1 X24 N120 G0 X50 Z50 N125 T202 N130 N135 G0 X21 Z-38 N140 N145 G71 P155 Q170 U0.4 W0 N150 N155 G41 G1 X20 Z-38 N160 X10 Z-25 N165 G3 X20 Z-20 R5 N170 G40 G1 X21 N175 N180 M30















.>")





