Előadást letölteni
1
Szerszámanyagok és hőkezelésük Tantárgy kódja: NGM_AJ 026_1
MSc Mérnöktanár szak, Kötelezően választható tantárgy

2
A tantárgy célja Az eddig tanult anyagismeret, anyagvizsgálat, anyag feldolgozási technológiák , valamint a kapcsolódó tárgyak ismereteinek felhasználásával megismerni a különböző megmunkálási technológiáknál alkalmazható szerszámok: anyagait, hőkezelésüket a szerszám választás szempontjait

3
Szerszámtípusok és igénybevételük
Az igénybevételek főbb típusai Az igénybevételekkel összehasonlítható anyagjellemzők

4
Az igénybevételek jellemzése
Az igénybevétel hatása szerinti felosztás: Teljes anyagtérfogatra ható igénybevételek A felületre ható igénybevételek Az igénybevétel időbeli lefolyása szerinti felosztás: Statikus Dinamikus, lökésszerű Ismétlődő, fárasztó Az előbbi három kombinációja

5
Az igénybevételek és az anyag-jellemzők kapcsolata a méretezéssel
Méretezési összefüggések A szerkezet méreteinek meghatározása

6
A szerszámkészítésre felhasználható anyagok
Valamely szerszámkészítésére felhasználható anyag minőségét, kezelését , hőkezelését a szerszám alkalmazása során fellépő igénybevételek határozzák meg. A szerszámot érő hatások és igénybevételek a megmunkálási technológiától függnek.

7
A szerszámot érő igénybevételek alapján a megmunkálási technológiák csoportosítása
Hidegalakítás Melegalakítás- és fémöntés Forgácsolás Műanyag alakítás

8
Hidegalakítási eljárások rövid áttekintése
Redukálás Zömítés Folyatás

9
Folyatott alkatrészek

10
Anyagszétválasztó eljárások
Darabolás Kivágás nyitott kontur mentén zárt vonal mentén

11
Lemezalakító eljárások
Hajlítás Mélyhúzás és rokon műveletek Nyújtva húzás és rokon műveletek

12
Hidegalakító szerszámok
Hidegalakításról akkor beszélünk, ha az alakítás hőmérséklete kisebb, mint a megmunkált fém újrakristályosodási hőmérséklete. A szerszámok üzemi hőmérséklete általában C-ot ritkán haladja meg.

13
A leggyakoribb szerszámtípusok
Daraboló szerszámok, Kivágó, lyukasztó szerszámok, Húzószerszámok Sajtoló- folyató szerszámok Hajlító szerszámok Hideghengerek (Idomszerek és mérőeszközök)
")
14
A hidegalakító szerszámok jellemző igénybevétele Daraboló szerszámok
Vágók: A forgácsleválasztást, darabolást a vágó éle végzi ütő- és hajlító igénybevétel Élnyomás, erős koptató igénybevétel Nagy a ridegtörés veszélye

15
A hidegalakító szerszámok jellemző igénybevétele Daraboló szerszámok
Kések: A fűrészeléshez és hasításhoz hasonló műveletet végez forgácsleválasztás nélkül A szerszám állandóan érintkezik a darabbal erős koptató igénybevétel A vékony él kicsorbulási, kitöredezési veszélye nagy

16
A hidegalakító szerszámok jellemző igénybevétele Kivágó-és lyukasztó szerszámok
A vágóélek állapota lényeges! Igénybevétel: A bélyeg nyomásra , kihajlásra A vágólap ismétlődő dinamikus nyomásra és hajlításra Jelentős koptató hatás A súrlódásból és az alakváltozási munkából származó hő (150 – 300 ºC) bélyeg vágólap
 bélyeg. vágólap.")
17
A hidegalakító szerszámok jellemző igénybevétele Mélyhúzó szerszámok
Elsősorban a súrlódás hatására fellépő koptató hatás A húzógyűrűben radiális nyomás, tangenciális ismétlődő húzás

18
HIDEG TÉRFOGATALAKITÓ SZERSZÁMOK

19
A hidegalakító szerszámok jellemző igénybevétele Hidegfolyató szerszámok
Az alakított anyag a matricában közel hidrosztatikus nyomófeszültségi állapotba kerül A szerszámelemek igénybevétele nagy és összetett Minden elem,jelentős koptató, és a felmelegedésből eredő hő Bélyeg: nyomás, lehet járulékos hajlitó és húzó Gyűrű: belső nyomásból eredő összetett többtengelyű húzás, az előfeszítés mértékétől függő

20
Zömítő szerszámok A nagy alakítási szilárdságú anyagot sajtolással vagy ütéssel Igénybevétel: nyomás, koptató hatás, dinamikus hatások Belső nyomásból eredő többtengelyű húzó-nyomó Hő igénybevétel Ismétlődő hatásokkifáradás

21
Melegalakító és fémöntő szerszámok
A melegalakító és fémöntő szerszámokkal végzett feldolgozási technológiák: Süllyesztékes kovácsolás, sajtolás Sorjázás Rúd-és csősajtolás Kokillaöntés Nyomásos öntés

22
Melegalakító és fémöntő szerszámok
A melegalakító szerszámok igénybevétele nagyon összetett. Az összes melegalakító eljárás során érvényes, hogy a szerszám meghatározott ideig érintkezik a meleg darabbal, melynek hatására felmelegszik. A felmelegedés a technológiától és a feldolgozott anyagtól függően több száz fok is lehet. Az érintkezés megszűntével illetve a hűtés hatására a szerszám hőmérséklete csökken. Ez a felmelegedés lehűlés sokszor ismétlődve termikus kifáradáshoz vezet.

23
Az ismételt hőigénybevétel mellett természetesen mechanikai igénybevételek is fellépnek.
A szerszám és a darab anyaga között fellépő súrlódás a meleg szerszámfalak, élek kopásához vezetnek. Meg kell említeni, pl. a kovácssüllyesztékek esetében fellépő dinamikus igénybevételeket is.

24
Süllyesztékes kovácsoló műveletek

25
Kovács és sajtoló süllyesztékek
Igénybevétel: Az alakító nyomás hatására váltakozó többtengelyű feszültségi állapot Jelentős hő ( ºC) Koptató hatás (reve is) Dinamikus igénybevétel
 Koptató hatás (reve is) Dinamikus igénybevétel.")
26
Kokilla öntés

27
Fémöntő szerszámok Igénybevétel: Jelentős felmelegedés
Ismételt hőingadozás A folyékony fém erodáló hatása

28
Forgácsoló szerszámok
A forgácsoló szerszámokkal szemben két fő követelményt támasztanak. Eszerint a szerszám legyen alkalmas: a meghatározott anyagrész leválasztására, a munkadarab előírt méretpontosságának, alakhűségének és felületi érdességének biztosítására.

29
Forgácsoló szerszámok
A különböző forgácsolási feladatok ellátására sokféle forgácsoló szerszám létezik. Ezeket az alábbi szempontok szerint csoportosíthatjuk: az élek száma szerint lehet egyélű, kétélű, szabályosan többélű és szabálytalanul sokélű; az alkalmazás szerint van esztergakés, gyalukés, fúró, maró, üregelő tüske stb.; a dolgozó rész anyaga szerint szerszámacél, keményfém, kerámia, gyémánt és egyéb anyag; szerkezeti kivitel szerint tömör, tompán hegesztett, váltólapkás, betétkéses stb.; egyéb szempontok szerint (pl. az élszögek nagysága, a szerszám méretei stb.).
.")
30
Forrás: BME Gépgyártástechnológiai Tsz F gyakorlat

31
Forrás: BME Gépgyártástechnológiai Tsz F gyakorlat

32
Forgácsoló szerszámok
Forgácsoláskor a szerszám a munkadarabról anyagrészeket távolít el az előírt alak, méret, felületi minőség eléréséig, úgy, hogy a forgácsolóél a munkadarabhoz képest elmozdul. A forgácsoló szerszámoknak tehát alkalmasnak kell lenni a forgács leválasztására, az előírt alak és felületi minőség megvalósítására. A forgácsolás gazdaságossága szempontjából nagyon fontos a szerszám éltartama, vagyis a szerszám két élezés (élfejújítás, élcsere) között forgácsolással eltöltött ideje.
 között forgácsolással eltöltött ideje.")
33
Forgácsoló szerszámok
Forgácsoláskor a forgács leválasztása és a súrlódás legyőzése erő kifejtését igényli. A szerszámra ható erő függ a munkadarab anyagától, felületi minőségétől, a forgácsolási feltételektől, a szerszám kialakításától, a súrlódási tényezőtől, a kopás mértékétől stb.

34
A szerszámélre ható eredő forgácsoló erőnek a homloklapra merőleges összetevője nyomja, illetve hajlítja a szerszám forgácsoló részét. A legnagyobb fajlagos nyomás a vékony forgácsolóéleket éri. A szerszámnak ezt az igénybevételt megengedett mértéket nem meghaladó rugalmas alakváltozás és természetesen törés nélkül kell elviselni

35
Forgácsoló szerszámok
Nagyon jelentős igénybevétel keletkezik a homloklap síkjában a forgács elcsúszásakor ébredő súrlódás hatására is. A súrlódóerő nagysága függ. a darab és a szerszám anyagától, a forgácsolás sebességétől, a hűtéstől és kenéstől.

36
Forgácsoló szerszámok
A leválasztandó réteg alakváltozása és a súrlódás leküzdésére befektetett munka jelentős része hővé alakul. A szívós, nagyszilárdságú anyagok forgácsolásakor nagyobb, míg a rideg anyagok esetében kisebb hőmennyiség keletkezik. A forgácsolási sebesség növelése is a keletkező hőmennyiség növekedését eredményezi. (HSC!) A keletkező hőmennyiség jelentős része távozik a forgáccsal, de mintegy 20 %-a a szerszámot terheli, jelentősen felmelegítve azt. A forgácsolószerszám főélének környezetében a forgácsolás feltételeitől függően 600 – 1000 C is mérhető. 36
 A keletkező hőmennyiség jelentős része távozik a forgáccsal, de mintegy 20 %-a a szerszámot terheli, jelentősen felmelegítve azt. A forgácsolószerszám főélének környezetében a forgácsolás feltételeitől függően 600 – 1000 C is mérhető. 36.")
37
Forgácsoló szerszámok
Jelentős a szerszámra ható koptató igénybevétel is. A forgácsolószerszámok kopása nagy felületi nyomáson és nagy súrlódási tényező értékeknél magas hőmérsékleten megy végbe, ezért összetett jelenség, amely dörzsölés, koptatás, karcolás, csorbulás, adhézió, diffúzió, kémiai, villamos, és fáradásos stb. jelenségek következménye.

38
Műanyag alakító szerszámok
A műanyagok feldolgozása a fémekkel összehasonlítva lényegesen alacsonyabb hőmérsékleteken történik. A leggyakrabban csak 150 – 280 C körüli hőmérsékletek fordulnak elő. Azonban a nagy viszkozitás miatt erős koptató-, erodáló hatás léphet fel és bizonyos esetekben nem hanyagolható el a korróziós hatás sem. A műanyagsajtoló, fröccsöntő stb. szerszámok rendszerint bonyolult alakúak, gyakran vékony kiálló bordákat tartalmaznak. A felületeket gondosan kell megmunkálni (gyakran polírozott, tükrösített). Ezekkel a szerszámokkal nagy sorozatban állítanak elő darabokat ezért hosszú ideig ki kell elégíteniük az elvárt követelményeket.
. Ezekkel a szerszámokkal nagy sorozatban állítanak elő darabokat ezért hosszú ideig ki kell elégíteniük az elvárt követelményeket.")
39
Műanyagok alakítása Extrudálás
Cső Rúd Profil

40
Műanyag alkatrészek gyártása: fröccsöntés (2)
")
42
A szerszámanyagokkal szemben támasztott követelmények összefoglalása
Keménység, melegkeménység Kritikus keménység A kritikus keménység felett az él keménysége rohamosan csökken . (45-50 HRC azaz 400 HV)
")
43
A forgácsoló szerszám és a munkadarab keménységének viszonya
Hszerszám/Hmunkadarab 2-3

44
A szerszámanyagokkal szemben támasztott követelmények összefoglalása
Kopásállóság, kémiai passzivitás Szívósság Termikus kifáradás Alak-és mérettartósság Megmunkálhatóság Előnyös ár

45
Kopásállóság és szívósság

46
Szerszámanyagok és jellemzőik
A szerszámanyagokat három nagy csoportba sorolhatjuk. Ezek: Szerszámacélok Keményfémek és kerámiák Szuperkemény szerszámanyagok

47
Szerszámacélok A szerszámacélokat csoportosíthatjuk:
Ötvözetlen szerszámacélok A C-en kívül nem tartalmaznak egyéb ötvözőt Ötvözött szerszámacélok. A felhasználási igényeknek megfelelően karbidképzőkkel ötvözik pl. Cr, W, V Hidegalakító szerszámacélok Melegalakító szerszámacélok Műanyag megmunkáló acélok Gyorsacélok. Forgácsolószerszámok anyaga. Karbidképzőkkel erősen ötvözött acélok.

48
Szerszámacélok

49
A szerszámacélokkal szemben támasztott követelmények
Keménység Szívósság Hőállóság Kopásállóság Edzhetőség megmunkálhatóság

50
Ötvözetlen szerszámacélok
A C tartalmuk a szerkezeti acélok felső határától 0,6 %-tól 1,4 %-ig terjed. Jellemzők: csekély mértékű átedződés edzés során a maradék ausztenit mennyisége nő, elérheti a %-ot is. a hőmérséklet ne haladja meg a 200 C-ot Kis C tartalmúak szívósabbak

51
MSZ EN ISO 4957 szerint

52
MSZ jelölés Alkalmazási példák S 45 Csavarhúzó, csavarkulcs, csőfogó, laposfogó, feszítővas, reszelő, fafúró, balta, bárd, csákány, mezőgazdasági szerszámok, kések S 60 Ütköző, állítócsavar, satu, sikattyú, kézikalapács, csavarkulcs, csavarhúzó, famegmunkáló kés, véső, fejsze, ekevas, balta stb. S 71 S72 Ollókés, meleg- és hidegdaraboló kés, lyukasztó, pontozó, bélyegző, peremező, sorjázó, satu, tokmány, kaliber, kéziszerszámok S 81 S82 Kézi fúró, menetfúró, kör- és szalagfűrész, kivágószerszám, lyukasztó, húzótüske (üregelő szerszám), sorjázó, idomszer, tolómérő, dörzsár, esztergacsúcs, fa-, papír-, bőr- és textilipari kés stb. S101 S102 Nagyobb méretű maró, dörzsár, menetfúró, menetmetsző, kivágó- és hidegfolyató szerszám, mérőhasáb, idomszer, rajztű, lyukasztó, pneumatikus szerszámok stb. S131 S132 Kéziszerszámok kopó alkatrészei, húzótüske, húzógyűrű, vezetőhüvely, vésnöki szerszámok, hántolókés, sajtolóbetét, kőzetmegmunkáló maró stb.
, sorjázó, idomszer, tolómérő, dörzsár, esztergacsúcs, fa-, papír-, bőr- és textilipari kés stb. S101. S102. Nagyobb méretű maró, dörzsár, menetfúró, menetmetsző, kivágó- és hidegfolyató szerszám, mérőhasáb, idomszer, rajztű, lyukasztó, pneumatikus szerszámok stb. S131. S132. Kéziszerszámok kopó alkatrészei, húzótüske, húzógyűrű, vezetőhüvely, vésnöki szerszámok, hántolókés, sajtolóbetét, kőzetmegmunkáló maró stb.")
53
Ötvözött szerszámacélok a célszerű ötvözés

54
Hidegalakító szerszámacélok
Eutektoidos mangánacélok (70MnMoCr8; 90 MnCrV8) Króm-wolfrám ötvözésű acélok (50WCrV8; 60WCrV8; 95MnWCr5) Krómmal gyengén ötvözött hipereutektoidos acélok(102Cr6) Krómmal erősen ötvözött ledeburitos acélok (X153CrMoV12; X210Cr12; X210CrW12-1)
 Króm-wolfrám ötvözésű acélok (50WCrV8; 60WCrV8; 95MnWCr5) Krómmal gyengén ötvözött hipereutektoidos acélok(102Cr6) Krómmal erősen ötvözött ledeburitos acélok (X153CrMoV12; X210Cr12; X210CrW12-1)")
55
MSZ EN ISO 4957

56
Eutektoidos mangánacélok
MSZ EN jel Anyagszám C% Si% Mn% Cr% V% W% 70MnMoCr8 1.2824 0,65-0,75 0,10-0,50 1,80-2,50 0,90-1,20 90MnCrV8 1.2842 0,85-0,95 0,10-0,40 1,80-2,20 0,20-0,50 0,05-0,20 Jellemzőik: A Mn a C görbéket erősen jobbra tolja, megnő az átedződő szelvényátmérő Mn karbidképző, így a szövetben megjelenő mangánkarbidok növelik az acél keménységét. az edzési hőmérsékletük viszonylag alacsony, ennek köszönhetően edzéskor és megeresztéskor kis méretváltozás alakul ki Alkalmazás: bonyolult , jelentősen eltérő keresztmetszetű fokozott méretpontosságot igénylő kivágó, lyukasztó szerszámok

57
Króm-wolfrám ötvözésű acélok
MSZ EN jel Anyagszám C% Si% Mn% Cr% V% W% 50WCrV8 1.2549 0,45-0,55 0,70-1,00 0,15-0,45 0,90-1,20 0,10-0,20 1,70-2,20 60WCrV8 1.2550 0,55-0,65 95MnWCr5 1.2510 0,90-1,00 0,10-0,40 1,05-1,35 0,40-0,65 0,05-0,20 0,40-0,70 Jellemzőik: Cr és a W erősebb karbidképzők, mint a Mn, karbidjaik magasabb hőmérsékleten is stabilisak, és keményebbek is Kisebb C tartalmuk miatt kevésbé kemények, de szívósságuk kiemelkedően jó Alkalmazás: wolframkarbid hőállóságot fokozó hatásának köszönhetően alkalmas kis és közepes teljesítményű forgácsolószerszámok, mint pl. a csiga- és menetfúrók, fémfűrészek, marók gyártására.

58
Krómmal gyengén ötvözött hipereutektoidos acélok
MSZ EN jel Anyagszám C% Si% Mn% Cr% V% W% 102Cr6 1.2067 0,95-1,10 0,10-0,40 0,15-0,45 1,35-1,65 105V 1.2833 1,00-1,10 0,10-0,30 0,10-0,20 Jellemzőik: nagy a C tartalma (0,8-1,5 %) a Cr, mint ötvöző alkalmazása elsősorban. az átedződés javítása érdekében történik Megfelelő gyártással és hőkezeléssel elérhető, hogy a karbidok finom eloszlásban helyezkedjenek el a szövetben. Ennek köszönhetően ezeknek az acéloknak a köszörülés utáni felületi érdessége kiváló Alkalmazás: pengék, dörzsárak. Kiemelendő a 102Cr6, amely GO3 típusjelzéssel golyóscsapágyak készítésére használt acél
 a Cr, mint ötvöző alkalmazása elsősorban. az átedződés javítása érdekében történik. Megfelelő gyártással és hőkezeléssel elérhető, hogy a karbidok finom eloszlásban helyezkedjenek el a szövetben. Ennek köszönhetően ezeknek az acéloknak a köszörülés utáni felületi érdessége kiváló. Alkalmazás: pengék, dörzsárak. Kiemelendő a 102Cr6, amely GO3 típusjelzéssel golyóscsapágyak készítésére használt acél.")
59
Krómmal erősen ötvözött acélok
MSZ EN jel Anyagszám C% Si% Mn% Cr% V% W% X153CrMoV12 1.2379 1,45-1,60 0,10-0,60 0,20-0,60 11-13 0,70-1,0 X210Cr12 1.2080 1,90-2,20 0,05-0,20 X210CrW12-1 1.2436 2,0-2,30 0,10-0,40 0,30-0,60 0,60-0,80 Jellemzőik: a nagy Cr tartalom hatására ledeburitos szerkezetűek Karbidtartalmuk hatására rendkívül kopásállóak, méretváltozásuk nagyon kicsi. kiváló kopásállóság, Alkalmazás: nagyteljesítményű, nagy méretű hideg képlékenyalakító szerszámok gyártását. Ilyenek pl. a fejező bélyegek, menetmángorló szerszámok, üregelő- és mélyhúzó szerszámok

60
Melegalakítószerszámacélok
A melegalakítószerszámacélok legfontosabb tulajdonsága a munkahőmérsékleten a keménység, a kopásállóság illetve a megeresztésállóság. Szokásos szilárdsági tartományuk N/mm2.

61
A melegalakító szerszámacélok felosztása
A melegalakító szerszámacélokat ötvözetrendszerük és a felhasználásuk szerint három csoportba oszthatjuk: Nikkel-króm ötvözésű(55NiCrMoV7) Króm-wolfram-vanádium ötvözésű (38CrCoWV ; X30WCrV9-3; X35CrWMoV5-1) Króm-molibdén-vanádium ötvözésű (X32CrMoV12-28; X40CrMoV5-1; X37CrMoV5-1; 50CrMoV13-15; X38CrMoV5-3)
 Króm-wolfram-vanádium ötvözésű (38CrCoWV ; X30WCrV9-3; X35CrWMoV5-1) Króm-molibdén-vanádium ötvözésű (X32CrMoV12-28; X40CrMoV5-1; X37CrMoV5-1; 50CrMoV13-15; X38CrMoV5-3)")
63
Gyorsacélok A gyorsacélok a nevüket onnan kapták, hogy a növelt sebességű forgácsolás megvalósítására kerültek kifejlesztésre az 1900-as évek elején.

64
A gyorsacélok története
Több, mint 100 éves, de ma is egyik legelterjedtebb 1861-ben Mushet acél (0,2-2,4 % C, 0,7-1,6%Si, 1,7-2,5% Mn 0,5% Cr, 5-8%W) Önedző acélok kisebb, Si és C tartalom. A Mn felső határ, a Cr 3%-ig, a W 5%-ról 11%-ra nőtt 1898-ban 4,5%Mo A századforduló acélipari fellendülése nagy mennyiségben igényelte a szerszámanyagokat 1898-ban Taylor forradalmasította a hőkezelést 1900-ban Taylor White gyorsacél 1,85%C, 0,15%Si, 0,3%Mn, 3,8%Cr, 8%W 1906 növelik a W tartalmat (18%W, 4%Cr, 1%V) 1909 a V tartalmat 1,5%-ra növelik . Taylor a W-t Mo-nel helyettesíti (két rész W = egy rész Mo)
 Önedző acélok kisebb, Si és C tartalom. A Mn felső határ, a Cr 3%-ig, a W 5%-ról 11%-ra nőtt ban 4,5%Mo. A századforduló acélipari fellendülése nagy mennyiségben igényelte a szerszámanyagokat ban Taylor forradalmasította a hőkezelést ban Taylor White gyorsacél 1,85%C, 0,15%Si, 0,3%Mn, 3,8%Cr, 8%W növelik a W tartalmat (18%W, 4%Cr, 1%V) 1909 a V tartalmat 1,5%-ra növelik . Taylor a W-t Mo-nel helyettesíti (két rész W = egy rész Mo)")
65
A gyorsacél története 1912 Becker kifejleszti a Co ötvözésű gyorsacélt, kezdetben 5%, amit 20%-ra növel Az első világháború után Németországban visszatér a növelt W tartalom, USA-ban marad a Mo ötvözés, megjelenik a Mo-Max (8%Mo, 1%V, 2%W, amelynek a teljesítménye azonos a 18%W, 4%Cr, 1,5%V, acéllal) 1944-ig a W 11-13%, a V 2,5%, ez ma is jellemző
 1944-ig a W 11-13%, a V 2,5%, ez ma is jellemző.")
66
Gyorsacélok stabil karbidképzőkkel – wolframmal, molibdénnel , krómmal és vanádiummal - erősen ötvözött közepes (0,7-0,9% C) és nagy (1,1-1,4%C) C tartalmú ötvözetek. A nagy keménységük, kopásállóságuk, melegszilárdságuk az edzéskor végbemenő martenzites átalakuláson kívül még a megeresztés során végbemenő kiválásos keményedés, valamint a jelentős mennyiségű oldatlan, nagy keménységű karbid eredménye.
 és nagy (1,1-1,4%C) C tartalmú ötvözetek. A nagy keménységük, kopásállóságuk, melegszilárdságuk az edzéskor végbemenő martenzites átalakuláson kívül még a megeresztés során végbemenő kiválásos keményedés, valamint a jelentős mennyiségű oldatlan, nagy keménységű karbid eredménye.")
67
Jellemzők: Közepes hővezető képesség, Növelt szívósság (Co-ötvözés), Melegalakíthatóság (pl. csigafúrók) Jó megmunkálhatóság nagy sebesség mellett (10-30x nagyobb, mint a melegszilárd acélok esetében Edzhetőség és átedzhetőség, Nagy megeresztésállóság, túlhevüléssel szembeni érzéketlenség, Nagy melegkeménység és kopásállóság (600 °C-ig) Minimális repedési hajlam.
 Minimális repedési hajlam.")
68
A gyorsacélok fő típusai
A gyorsacélokat az ötvözőfém tartalmuk alapján négy csoportba sorolhatjuk

69
Az ötvözőelemek hatása

70
A gyorsacélok vegyi összetétele MSZ EN 4957 szerint
HS (High Speed), amelyet az ötvözőelemek %-os értékei követnek a következő sorrendben: W-Mo-V-Co. A Cr tartalmat nem kell feltüntetni, mivel az általában 3,5-4,5%.
, amelyet az ötvözőelemek %-os értékei követnek a következő sorrendben: W-Mo-V-Co. A Cr tartalmat nem kell feltüntetni, mivel az általában 3,5-4,5%.")
71
A gyorsacélok mikroszerkezete

72
A gyorsacélok alkalmazási területei

73
Keményfémek Keményfémnek nevezzük azokat az álötvözeteket, amelyeket nagy olvadáspontú kemény karbidokból (WC; TiC; TaC; NbC) és a vascsoporthoz tartozó fémek, leggyakrabban a Co porából porkohászati úton állítanak elő. Meg kell jegyezni, hogy a karbidok mellett ma már megjelennek a boridok, szilicidek, nitridek és a zsugoríthatóságot elősegítő kötőfémek között a kobalt mellett a nikkel és a vas is.
 és a vascsoporthoz tartozó fémek, leggyakrabban a Co porából porkohászati úton állítanak elő. Meg kell jegyezni, hogy a karbidok mellett ma már megjelennek a boridok, szilicidek, nitridek és a zsugoríthatóságot elősegítő kötőfémek között a kobalt mellett a nikkel és a vas is.")
74
A keményfém története Az első mai értelemben vett keményfémet (Co-ba ágyazott WC) K. Schröter állította elő 1923-ban, amely eljárás szabadalmát a Krupp cég hasznosította és Widia (wie Diamant azaz mint a gyémánt) márkanéven hozta forgalomba. A mai „K” sorozatnak keményfémek többkarbidosak (WC, TiC, TaC) ezek kifejlesztése 1931-ben történt.
 K. Schröter állította elő 1923-ban, amely eljárás szabadalmát a Krupp cég hasznosította és Widia (wie Diamant azaz mint a gyémánt) márkanéven hozta forgalomba. A mai „K sorozatnak keményfémek többkarbidosak (WC, TiC, TaC) ezek kifejlesztése 1931-ben történt.")
75
A hagyományos keményfém szerkezete
Az A jelű durvább szemcsés WC-ot (ISO=K20) a B jelű finom WC szemcséket tartalmaz (ISO =K10)
 a B jelű finom WC szemcséket tartalmaz (ISO =K10)")
76
Többkarbidos keményfém

77
A keményfémek gyártása

78
A keményfémek gyártása
sajtolás őrlés szinterelés bevonatolás kezelés

79
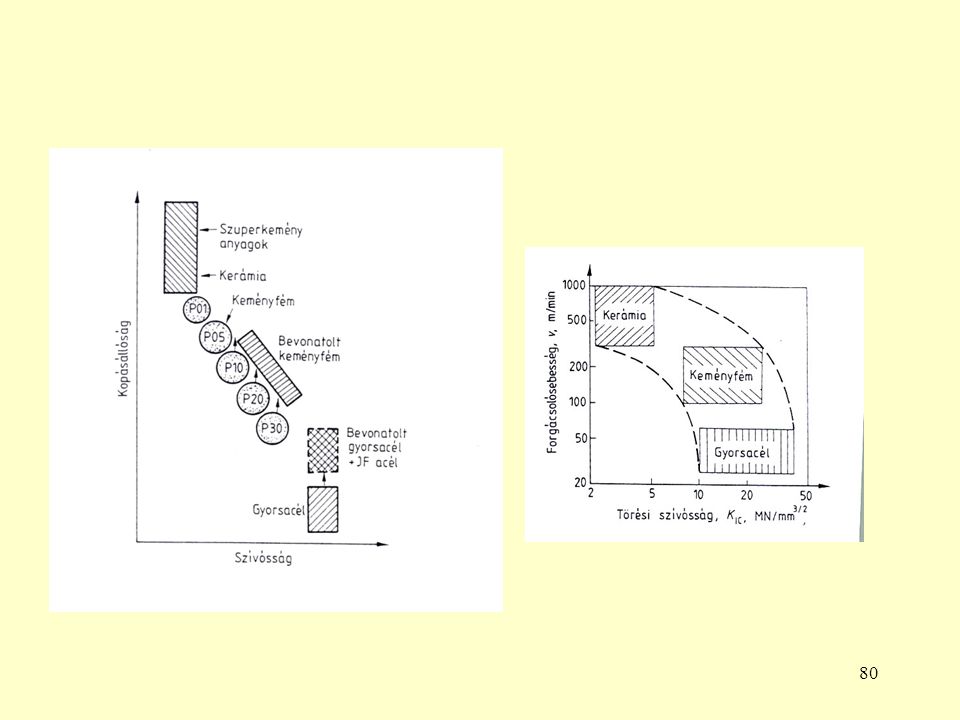
A keményfémek tulajdonságai
Szívósság (hajlítószilárdság) Keménység kopásállóság
 Keménység. kopásállóság.")
81
A keményfémek jelölése és felhasználási csoportjai

82
Cermet TiC, TiCN, TiN a WC helyett. A név a CERamic/METal azaz kerámia szemcsék fém kötőanyagban szavakból származik. A kötőanyag Ni vagy Mo.

83
A cermet jellemzői Kis tömeg nagy a kopásállóság,
kis súrlódási tényező, nagy kémiai ellenállóképesség. A szilárdsága viszont kisebb, ezért elsősorban simító műveletekhez használják.

84
Kerámiák A forgácsoló sebesség lehetséges növelésének reményében 1938-ban OSENBERG alkalmazta először a kerámiákat forgácsoló anyagként.

85
Kerámiák A kerámiáknak két nagy csoportja terjedt el. Ezek:
Alumínium oxid alapú Szilíciumnitrid alapú A szerszámanyag oxidok(Al2O3, ZrO2) legújabban karbidok (TiC, WC, TaC) és vagy nitridek (Si3N4) kötőanyag nélküli keveréke alkotja. A lapkákat a por alakanyagból sajtolják és zsugorító hőkezeléssel kezelik
 legújabban karbidok (TiC, WC, TaC) és vagy nitridek (Si3N4) kötőanyag nélküli keveréke alkotja. A lapkákat a por alakanyagból sajtolják és zsugorító hőkezeléssel kezelik.")
86
A kerámiák jellemzői Ezek az anyagok nagy keménységűek, és viszonylag magas hőmérsékletig éltartóak. Felhasználásuknál gondot jelent a termikus kifáradással szembeni alacsony ellenállásuk. Mint a legtöbb kerámia ezeknek is igen kicsi a lökésszerű hőhatással szembeni ellenállásuk, ami az alacsony hővezetőképességgel és a gyakorlatilag nulla alakváltozóképességgel magyarázható, és kizárja a hűtőfolyadék alkalmazását. Hátrányuk még, hogy nehéz köszörülni. Kis előtolással és nagy forgácsolási sebességgel kell velük dolgozni.

87
Alumínium oxid kerámiák
Tiszta alumínium oxid Kis szilárdság Kis szívósság Kis hővezetőképesség Keverék (fém fázissal TiC, TiN %) Alumínium oxid bázisú, jobb hősokk állóság Repedéssel szembeni nagyobb ellenállás Jobb hővezetőképesség Relatív szívósság
 Alumínium oxid bázisú, jobb hősokk állóság. Repedéssel szembeni nagyobb ellenállás. Jobb hővezetőképesség. Relatív szívósság.")
88
Szilícium nitrid bázisú kerámiák
1970-ben fejlesztették ki Jobb hősokk állóság Nagy melegkeménység Szívós Szilárdság szívósság arány kedvező Kémiai stabilitás Alkalmazás: öntöttvas, hőálló ötvözetek, gömbgrafitos öntöttvas, kéregöntvények









.>")








>")



