Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Műszaki rajz, géprajz

2
Tartalomjegyzék Egy műszaki rajz Műszaki rajz készítésének célja
Gépészeti műszaki rajz felépítése Rajzfajták a gépészetben Vetítési módok Nézetek, nézetrend Gépészeti rajzok formai követelményei Ábrázolás rendezett nézetekben Egyéb nézetek, metszet, szelvény, kiemelt részlet Nem metszett alkatrészek Különleges ábrázolások Példa: karimás csőkötés Gépalkatrészek mérettűrése Gépalkatrészek illesztése

3
Egy műszaki rajz

5
Műszaki rajz készítésének céljai
Gyártás Szerelés Karbantartás Műszaki számítások Árkalkuláció Ajánlatadás Reklám Döntés előkészítés

6
Gépészeti műszaki rajz felépítése
Tárgy képe általában rendezett géprajzi vetítéssel leképezve. Előfordulhat még axonometrikus, perspektívikus, vagy szimbólikus ábrázolás is (tengelyeket és nem látható éleket is jelöljük). A tárgy részleteinek vagy környezetének képe és ezek azonosító jelei Nézet, metszet, szelvény. Méretek megadása Méretszám, méretvonal, méretsegédvonal, méretszöveg. Gyártástechnológiai előírások Heg. varrat, tűrés, felületi érdesség. Szövegmező és darabjegyzék Szöveges utasítások Szerelésre, hőkezelésre, stb. vonatkozóan. Keret
. A tárgy részleteinek vagy környezetének képe és ezek azonosító jelei. Nézet, metszet, szelvény. Méretek megadása. Méretszám, méretvonal, méretsegédvonal, méretszöveg. Gyártástechnológiai előírások. Heg. varrat, tűrés, felületi érdesség. Szövegmező és darabjegyzék. Szöveges utasítások. Szerelésre, hőkezelésre, stb. vonatkozóan. Keret.")
7
Rajzfajták a gépészetben
Elvi rajz Technológiai folyamatábra Technológiai kapcsolási rajz Hidraulikus kapcsolási terv Izometrikus csőterv Összeállítási rajz Alkatrészrajz Műhelyrajz Elrendezési rajz Karbantartási rajz

8
Példa: izometrikus csőterv

9
Példa: Fejes csapszeg

10
Fejes csapszeg műszaki rajza
Most egyetlen vetület elegendő és részletek sem kellenek.

11
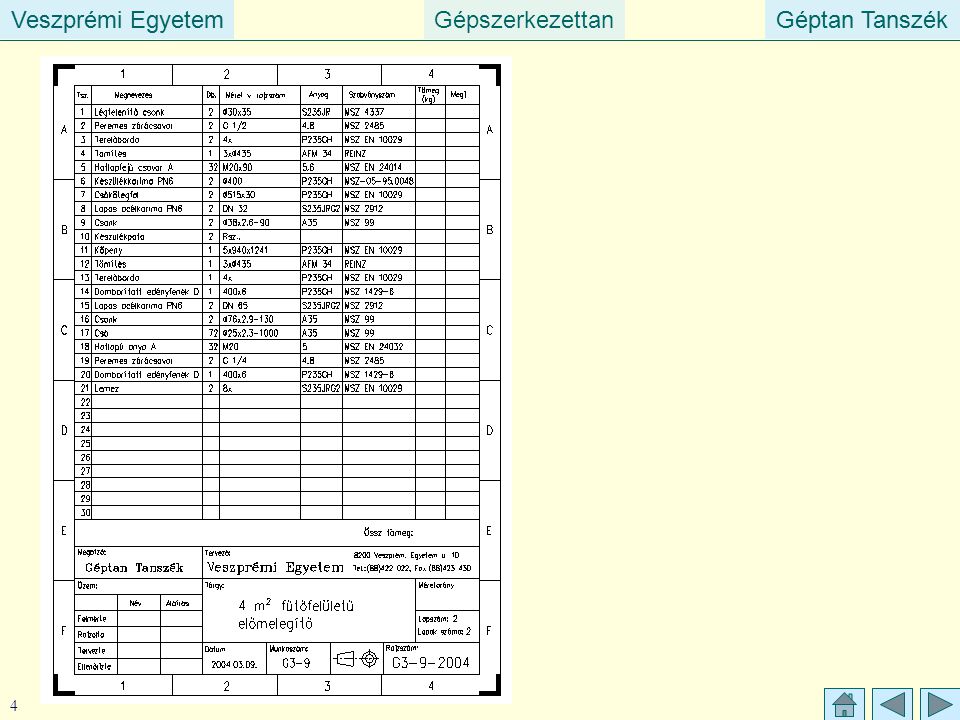
Keret, szövegmező, darabjegyzék

12
Vetítési módok műszaki ábrázoláskor

13
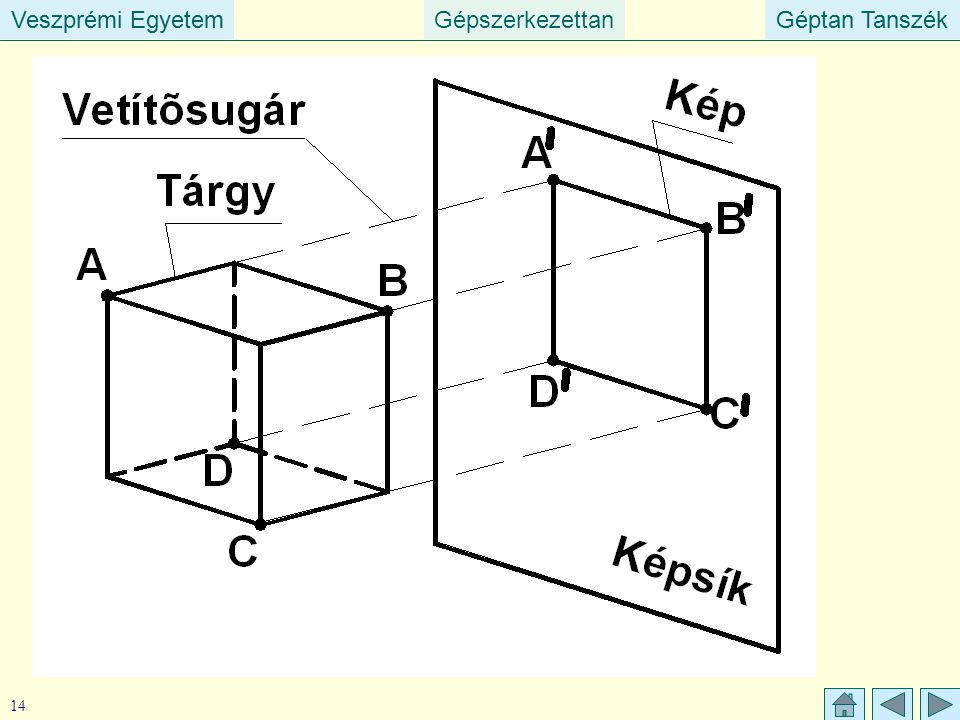
Géprajzi vetület Speciális párhuzamos vetület.
A vetítősugarak merőlegesek a képsíkra, és úgy helyezzük el a tárgyat, hogy a fő síkja a képsíkkal párhuzamos legyen. Előnye: a képsíkkal párhuzamos alakzatok nem torzulnak, könnyű megrajzolni. Hátránya: nem térhatású az ábra. Nem kölcsönösen egyértelmű.

15
Nézetek elhelyezése a rajzon (nézetrend)
Több képsíkra vetítünk, majd ezeket a rajz síkjába forgatjuk.

16
Példa a nézetek elhelyezésére

17
Gépészeti rajzok formai (alaki) követelményei
Rajzlapméretek A szabvány korlátozza az alkalmazható rajzlapméretek választékát.

18
Méretarány (a valóságos és a rajzi méret aránya) Nagyítás
M 2:1, M 5:1, M 10:1 Kicsinyítés M 1:2, M 1:5, M 1:10, M 1:20 M 1:50 Változatlan méret M 1:1 A méretarány megmondja, hogy az alkatrész méreteit mennyivel kell szorozni, ahhoz, hogy az alkatrész képének a méreteit megkapjuk.

19
Vonalvastagságok Két vonalvastagság kötelező: vastag, vékony. Vastag 0,5 mm Vékony 0,18 mm

20
Vonaltípusok Folytonos Szaggatott Pontvonal Kétpont-vonal

21
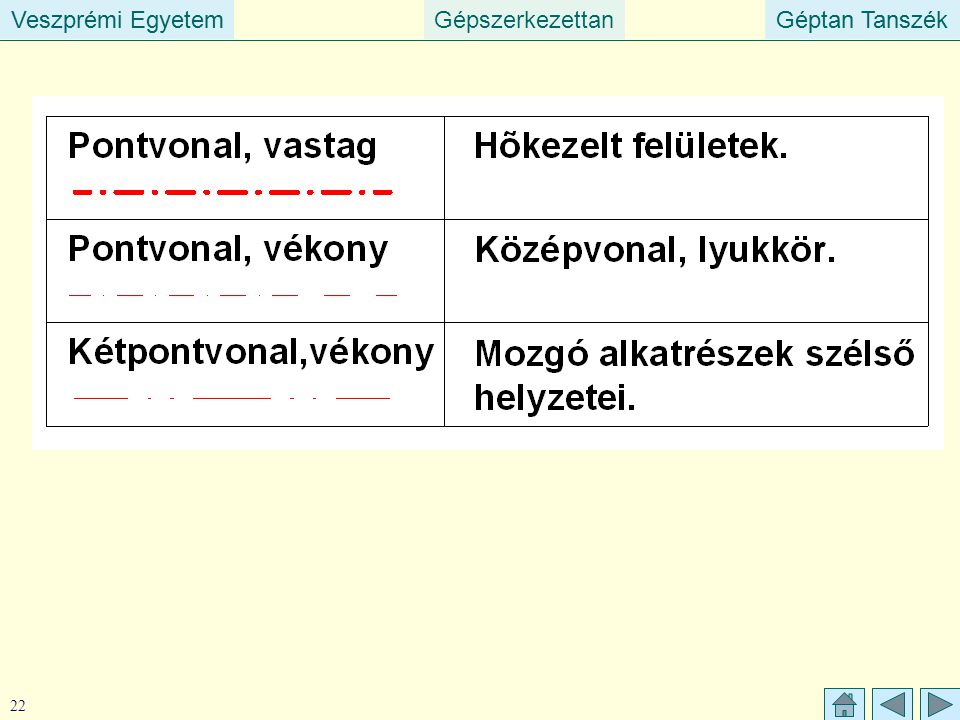
Jellegzetes vonaltípus, vonalvastagság párosítások

23
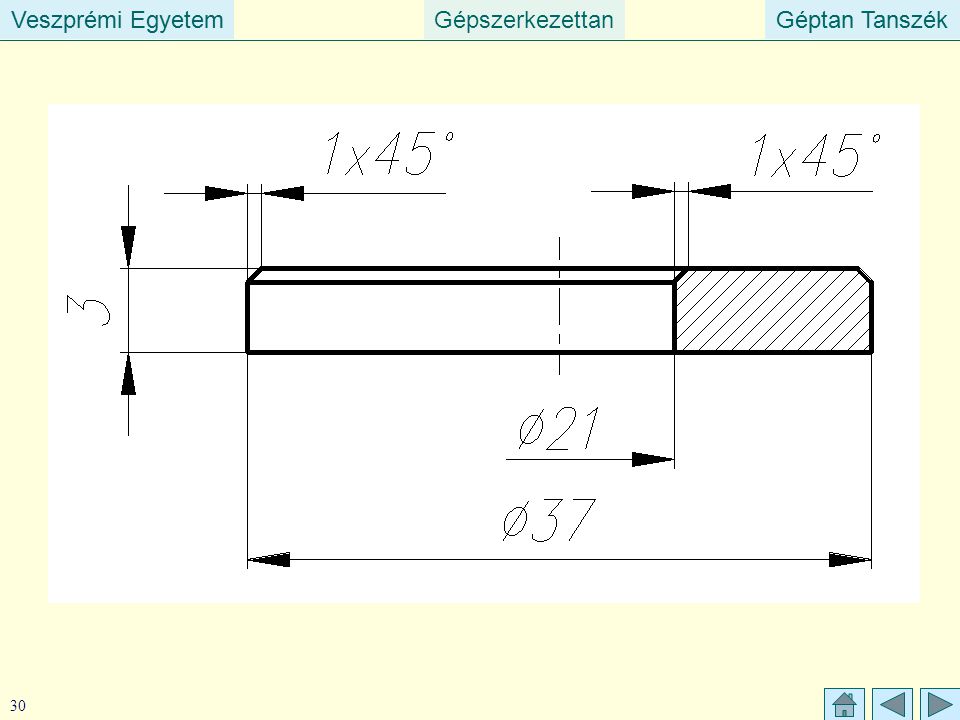
Ábrázolás rendezett nézetekben (félbevágott cső)
")
24
Egyéb nézetek Nézetrendtől eltérő nézet

25
Résznézet

26
Helyi nézet

27
Metszetek Teljes metszet

28
Egyszerű metszet

29
Félmetszet Szimmetrikus alkatrész egyik fele nézetben a másik metszetben ábrázolható.

31
Részmetszet (kitörés)
")
32
Lépcsős metszet

33
Nem metszett alkatrészek
Tömör gépelemek: csavar, anya, alátét, szegecs, ék, retesz, szeg, tengely. Borda , rúd, küllő, golyó, fog.

34
Szelvény A tárgy metszősíkban lévő része. A metszősík mögötti részt nem ábrázoljuk. Befordított szelvény Nézeten kívül elhelyezett szelvény

35
Nézeten kívüli szelvény

36
Különleges ábrázolások
Szimmetrikus tárgyak Kiemelt részlet Törésvonallal megszakított tárgy Befordított lyukkör Mozgó alkatrész szélső állása Csatlakozó alkatrész Eredeti körvonal (alakítás előtti) Ismétlődő alakzatok Sík felület Négyszögletes nyílások Metszősík előtti részek
 Ismétlődő alakzatok. Sík felület. Négyszögletes nyílások. Metszősík előtti részek.")
37
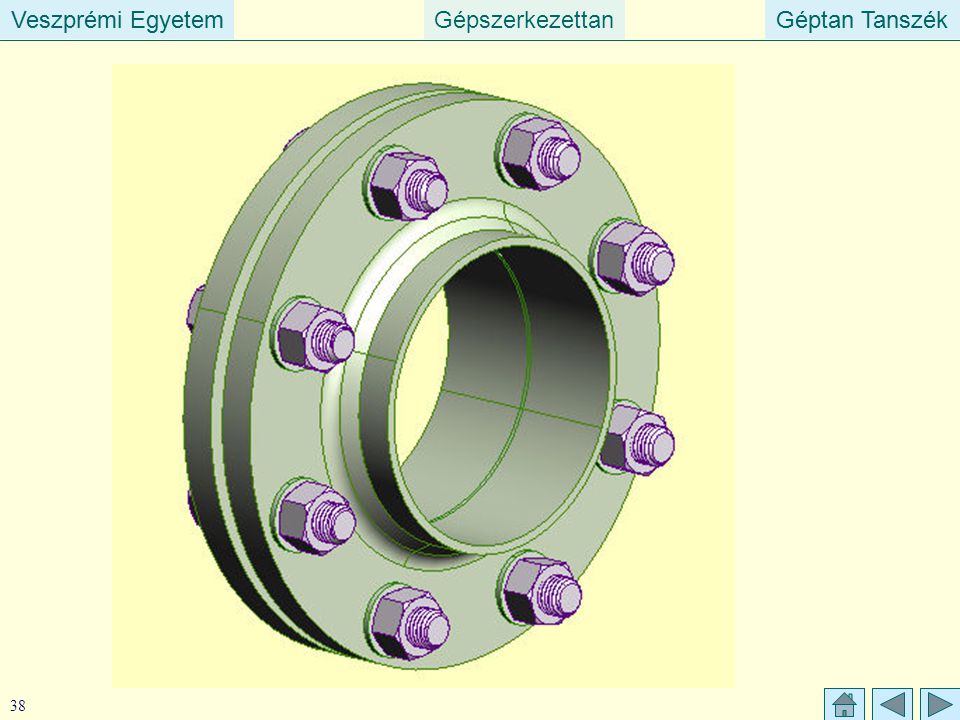
Példa: karimás csőkötés

41
Összeállítási rajz

42
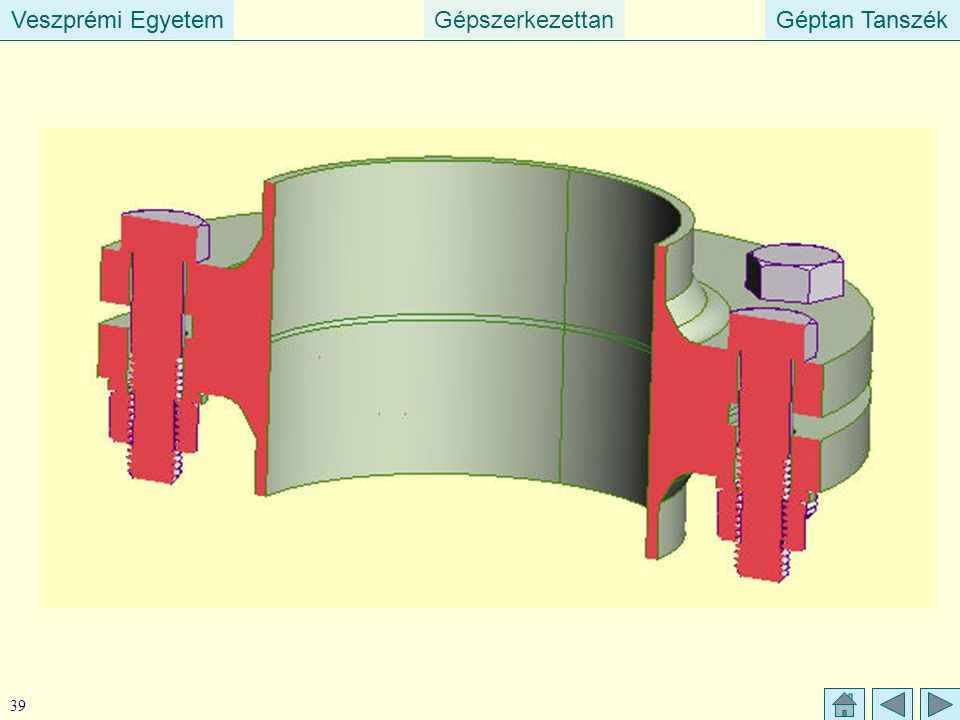
Kiemelt részlet Nem metszett alkatrészeket is ábrázoltam.

43
Gépalkatrészek mérettűrése
Gyártási pontatlanságok főbb okai: Munkagép és szerszám pontatlansága, kopása Rezgések, deformációk Mérés pontatlansága Gépkezelő hibái (Névleges méret, tényleges méret, méretszóródás.)
")
44
Tűrésezés Megengedett méretszóródás határainak előírása.

45
Jelölések Névleges méret (N). Alsó határméret (AH).
Felső határméret (FH). Tűrés nagysága (T). Alsó határeltérés (AE). Felső határeltérés (FE). Alapeltérés (E).
. Tűrés nagysága (T). Alsó határeltérés (AE). Felső határeltérés (FE). Alapeltérés (E).")
46
Tűrés előírása Nem a határméreteket írjuk elő, hanem azt, hogy mekkora: a tűrésmező nagysága (T), Alapeltérés (E). Pl.: F20 h8 Tűrésmező nagyságára utal. Alapeltérésre utal. A rajzon táblázatban is meg kell adni a tűrésezett méretek határeltéréseit, pl.: F20 h8 -0,033

47
Szabványos tűrés nagyságának előírása (T)
A tűrés minőségi fokozatát írjuk elő (Pl.: IT8), és a méret (d) ismeretében a tűrés nagysága (T) táblázatból kikereshető. A tűrés a méret és a minőségi fokozat függvénye: Egy méretet különböző tűrésekkel lehet megvalósítani, melyek eltérő minőséget jelentenek. Kis tűrés igényesebb gyártást kíván, mint a nagy. A gépészetben 12 db. minőségi fokozatot használunk: IT5, IT6,…,IT15, IT16. Pl.: IT8 jelű minőségi fokozathoz tartozó tűrések: D=20 mm, T=33 mm D=100 mm, T=54 mm Az F20 h8-ban a tűrés minősége IT8.
, és a méret (d) ismeretében a tűrés nagysága (T) táblázatból kikereshető. A tűrés a méret és a minőségi fokozat függvénye: Egy méretet különböző tűrésekkel lehet megvalósítani, melyek eltérő minőséget jelentenek. Kis tűrés igényesebb gyártást kíván, mint a nagy. A gépészetben 12 db. minőségi fokozatot használunk: IT5, IT6,…,IT15, IT16. Pl.: IT8 jelű minőségi fokozathoz tartozó tűrések: D=20 mm, T=33 mm. D=100 mm, T=54 mm. Az F20 h8-ban a tűrés minősége IT8.")
48
Alapeltérés előírása Névleges mérettől függő betűjelet adunk meg.
Csapnál kisbetű (pl.: h, j, k) Lyuknál nagybetű (pl.: H, K, P) Az alapeltérés nagysága táblázatból kikereshető.
 Lyuknál nagybetű (pl.: H, K, P) Az alapeltérés nagysága táblázatból kikereshető.")
49
Csapok alapeltérései A „h” jelű alapeltérés értéke nulla.

50
Furatok alapeltérései
A „H” jelű alapeltérés értéke nulla.

51
Gépalkatrészek illeszkedése
Laza: könnyű elmozdítás, szerelés, mert játék van a csatlakozó méretek között. Szilárd: nehéz elmozdítás, szerelés, mert fedés van a csatlakozó méretek között.

52
Siklócsapágy kétféle illeszkedése

53
Gépalkatrészek illesztése
Az illeszkedő méretek tűréseinek összehangolása úgy, hogy a szükséges illeszkedés valósuljon meg. Laza illesztés Mindig játék van. Szilárd illesztés Mindig fedés van. Átmeneti illesztés Vagy játék, vagy fedés van.

54
Laza illesztés

55
Szilárd illesztés

56
Átmeneti illesztés

57
Szabványos illesztési rendszerek
Alaplyuk rendszer A furat tűrése H jellegű és az eltérő illesztéseket úgy valósítjuk meg, hogy a csap alapeltérését változtatjuk. Alapcsap rendszer A csap tűrése h jellegű és az eltérő illesztéseket úgy valósítjuk meg, hogy a furat alapeltérését változtatjuk.

Hasonló előadás