Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
1. A kerámiák gyártása Hagyományos kerámiák, az üveggyártás CaO Na2O
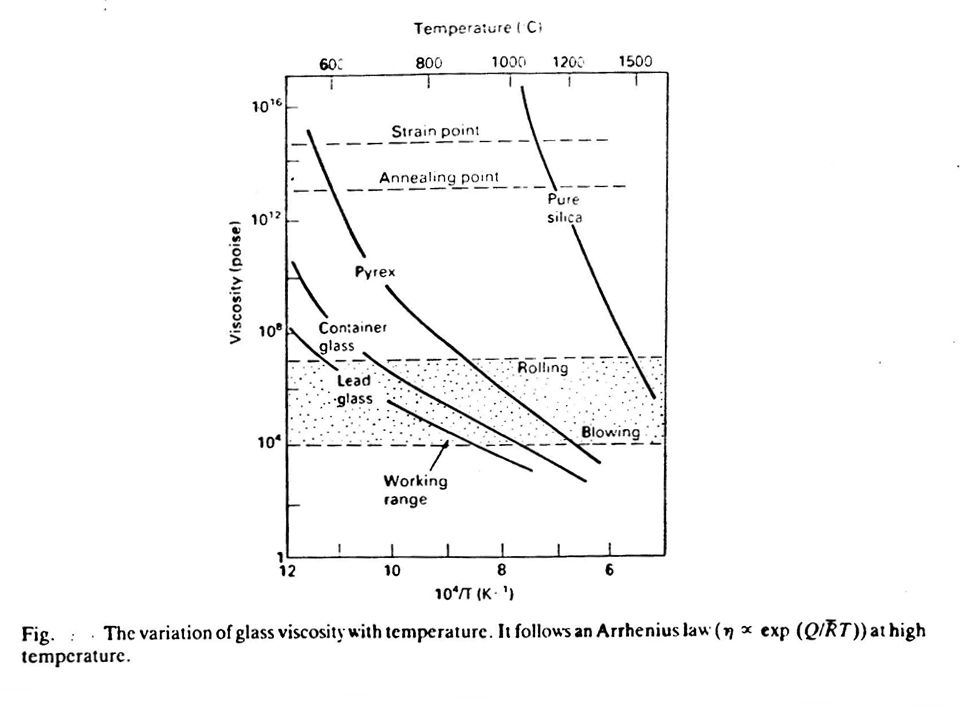
Glass Typical composition (wt%) Typical uses Soda-lime glass 70SiO2, 10CaO, 15Na2O Windows, bottles, etc.; easily formed and shaped Borosilicate glass 80SiO2, 15B2O3, 5Na2O Pyrex; cooking and chemical glassware; high-temperature strength, low coefficient of expansion, good thermal shock resistance CaO Na2O Viszkozitás csökkentés mechanizmus: SiO2-láncok széttördelése A megmunkálás alapja: Q: viszkózus folyás aktiválási energiája folyási sebesség: (η)-1
 Typical uses. Soda-lime glass. 70SiO2, 10CaO, 15Na2O. Windows, bottles, etc.; easily formed and shaped. Borosilicate glass. 80SiO2, 15B2O3, 5Na2O. Pyrex; cooking and chemical glassware; high-temperature strength, low coefficient of expansion, good thermal shock resistance. CaO. Na2O. Viszkozitás csökkentés. mechanizmus: SiO2-láncok széttördelése. A megmunkálás alapja: Q: viszkózus folyás aktiválási energiája. folyási sebesség: (η)-1.")
2
Az üvegátalakulás és a kristályosodás közötti különbség
v, H, S Tg2 Tg1 G1(v1) G2(v2) kristályos olvadék v1>v2 Tolv Termodinamikai állapotjelzők és függvények változása az üvegátalakulás során. G1 ill. G2 különböző hűtési sebességekkel előállított üvegek.
 G2(v2) kristályos. olvadék. v1>v2. Tolv. Termodinamikai állapotjelzők és függvények változása az üvegátalakulás során. G1 ill. G2 különböző hűtési sebességekkel előállított üvegek.")
5
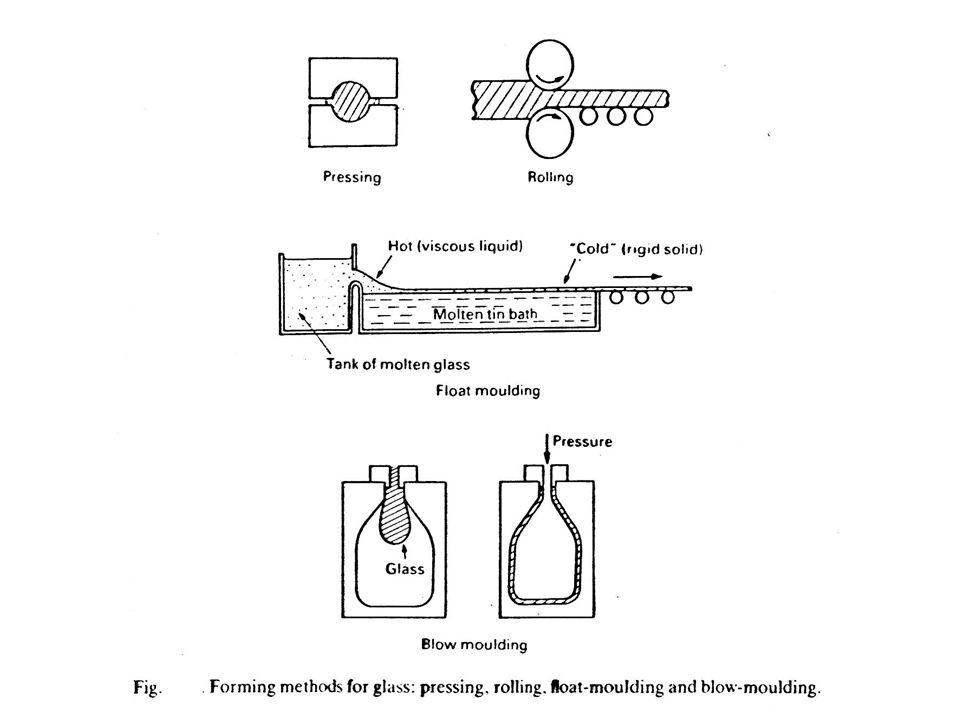
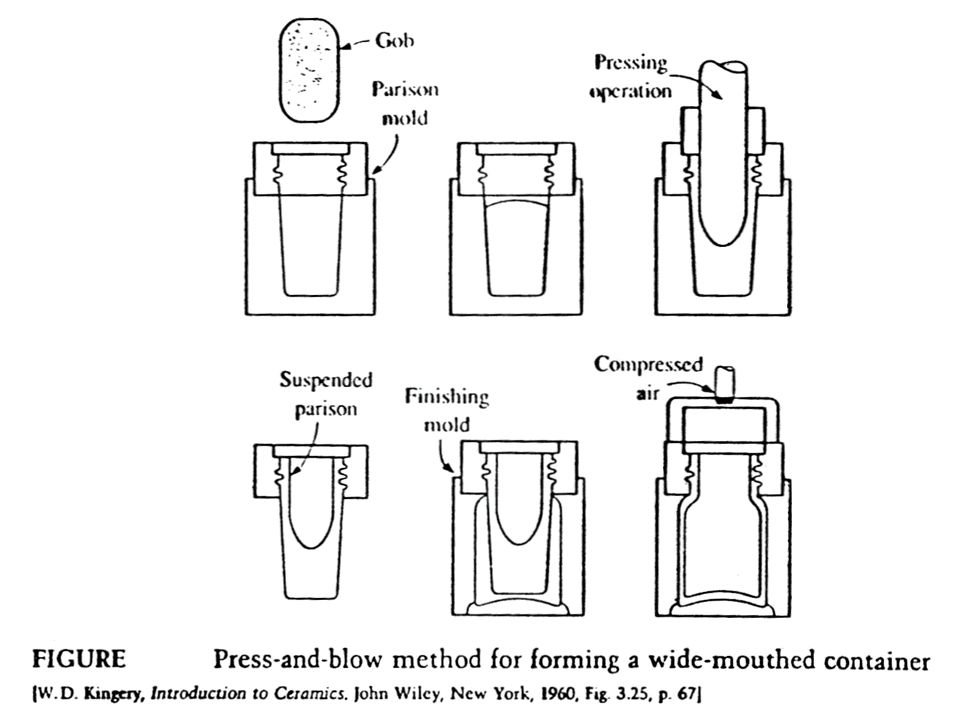
préselés hengerlés síköntés formaöntés fúvás hőkezelés: feszültségmentesítő nagyobb η–t igényel alacsonyabb η–t igényel

10
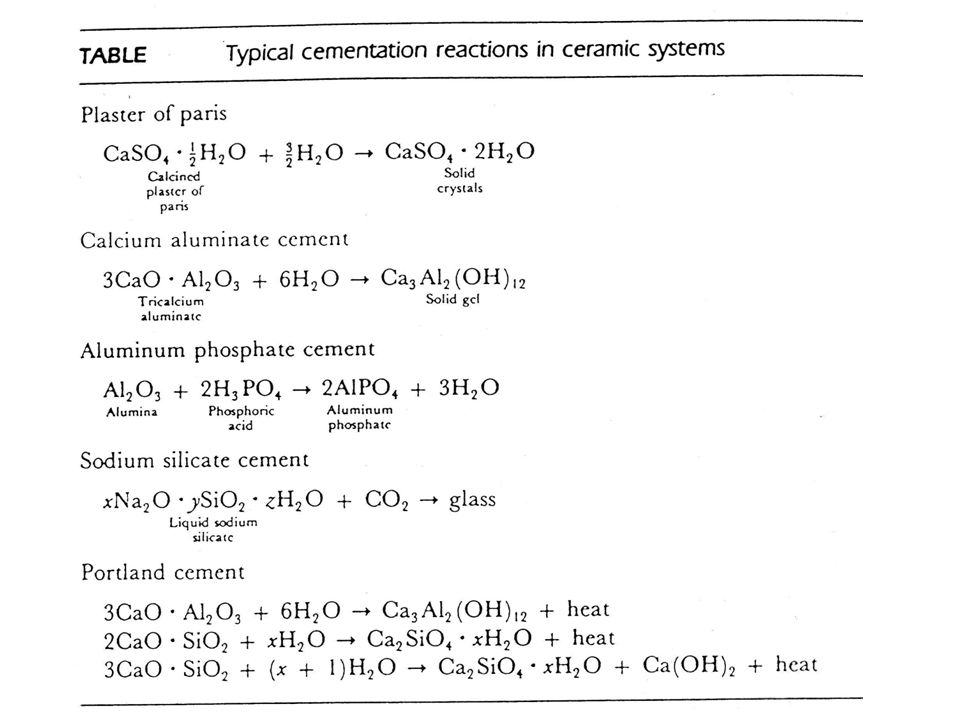
A cement története Egyiptom, Görög, Római kori épületek anyaga (>2000 év) Jelenkori cement: 1824-től (Portland): CaO+SiO2 keverék agyag ahol A=Al2O3, C=CaO, S=SiO2

11
A portland cement szerkezete és kötési mechanizmusa

13
A beton

14
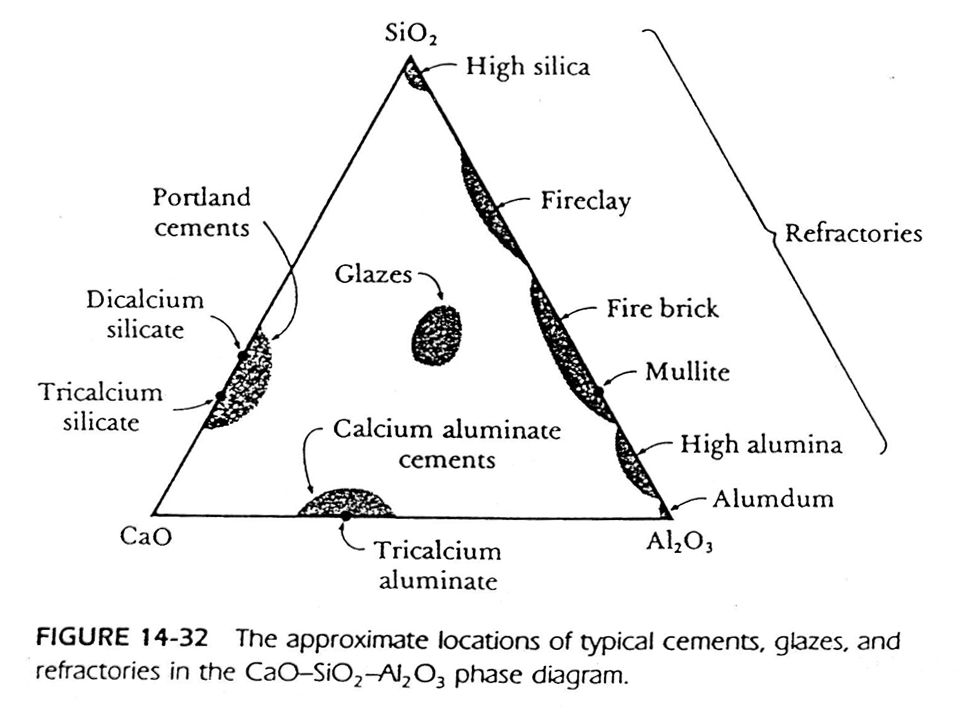
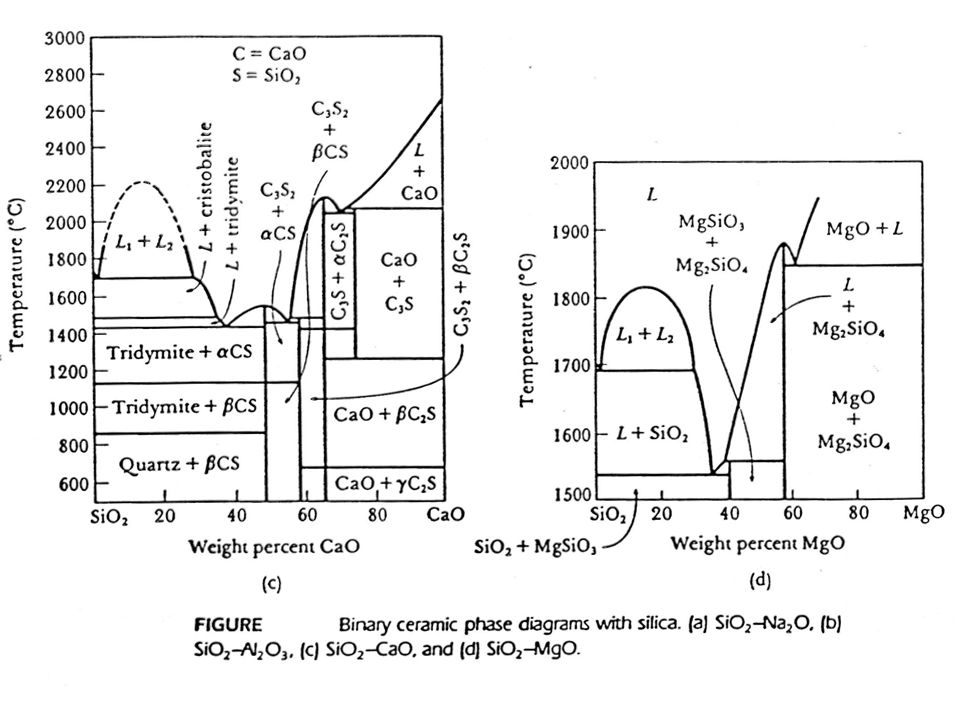
Fázisdiagramok a kerámiákban

16
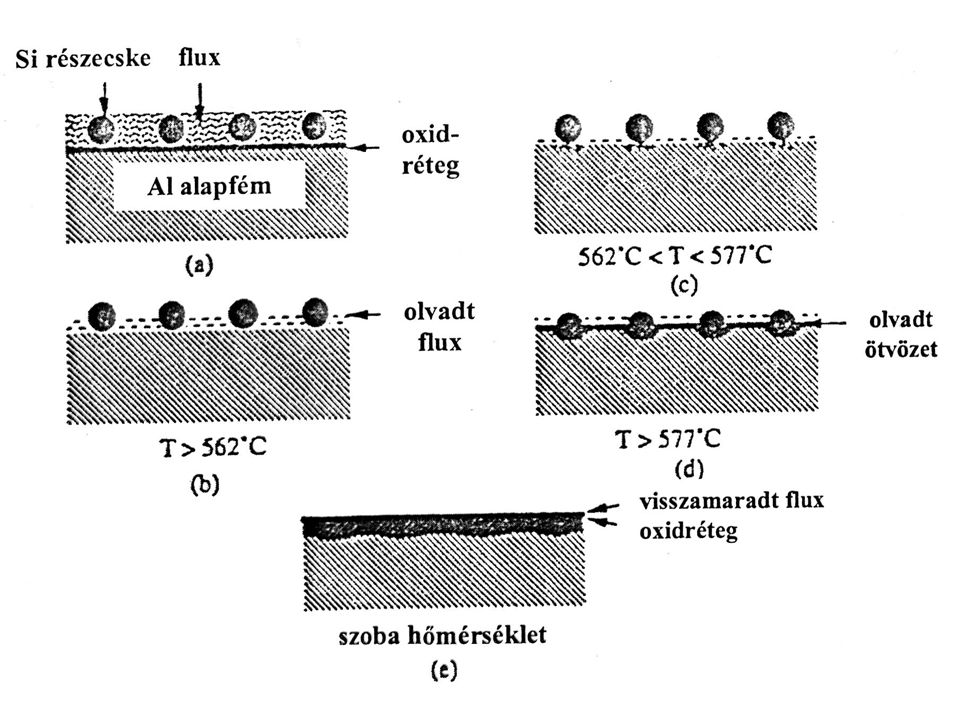
Alumínium forrasztása NOCOLOK fluxszal

18
Szinterelt alumíniumoxid
Műszaki kerámiák oxid alapú (Al, ZrO2 alapú) nitrid alapú (Si3N4) karbid alapú (B, Si-karbid) A legismertebb típusok és legfontosabb tulajdonságaik: Cementált karbid Szinterelt alumíniumoxid Al2O3-TiC kompozit Szialon Keménység (GPa) 12,3-15,1 15,3-15,9 17,0-17,4 12,2-15,2 Olvadáspont (°C) 1400 2000 3140 (TiC) szétesik Hőtágulási eh. (10-6K-1) 4,7-5,2 7,5 7,6 3,2 Young modulus (GPa) 440 420 300 Hajlítószilárdság (MPa) 830 Szívósság (MN/m3/2) 2,2-2,5 3,1-3,5 3,6-5,2 Sűrűség (kg/dm3) 12,0-15,1 3,8-3,9 4,2-4,3 3,35
 nitrid alapú (Si3N4) karbid alapú (B, Si-karbid) A legismertebb típusok és legfontosabb tulajdonságaik: Cementált karbid. Szinterelt alumíniumoxid. Al2O3-TiC kompozit. Szialon. Keménység (GPa) 12,3-15,1. 15,3-15,9. 17,0-17,4. 12,2-15,2. Olvadáspont (°C) (TiC) szétesik. Hőtágulási eh. (10-6K-1) 4,7-5,2. 7,5. 7,6. 3,2. Young modulus (GPa) Hajlítószilárdság (MPa) Szívósság (MN/m3/2) 2,2-2,5. 3,1-3,5. 3,6-5,2. Sűrűség (kg/dm3) 12,0-15,1. 3,8-3,9. 4,2-4,3. 3,35.")
19
Kerámiák gyártástechnológiai lépései általában
a kerámia-por alapanyagának előállítása, ill. egyéb anyagok előállítása formázás, a kívánt munkadarab kormájának kialakítása a porszemcsék közötti kötés létrehozása kikészítés

21
Szinterelés

23
Tszinterelés 2/3 Tolvadáspont
A sűrűségváltozás idő- és hőmérsékletfüggése: a: szemcseméret C: konstans Q: aktiválási energia

24
A szinterelési folyamat hajtóereje a felületi energia csökkentése:
pl.: 1μ-os Al2O3 por esetén 10 cm3 anyag felülete ≈ 1000 m2, a határfelületi energia pedig kb. 1 kJ.

25
Kerámiák összekötése egymással és csatlakoztatása más anyagokhoz

29
A kerámiákból készült szerkezeti elemek tervezésének szempontjai, és a felhasználásuk alapelvei
A gyártási technológia ill. az alapanyag gondos megválasztása (a célnak megfelelő tulajdonságok, + költségek figyelembevételével). Olyan gyártási technológia és méretezés kívánatos, amellyel az utómegmunkálások a minimálisra csökkenthetők. Ennek ellenére az utómegmunkálások (köszörülés, lézeres megmunkálás, stb. nem zárhatók ki a technológiából, pl. motor vagy gázturbina alkatrészek). Alkalmazáskor kerülni kell a pontszerű terheléseket. A terhelés átadásának helyén felületszerű kiképzésekkel minimalizálni kell a fellépő feszültségeket. Célszerű az éles sarkok, nagy méretváltozások kerülése. Minimalizáljuk a termikus feszültségeket. Használjuk lehetőleg a legkisebb keresztmetszetet, az alkatrészeket lehetőleg bontsuk egyszerűbb elemekre.
. Olyan gyártási technológia és méretezés kívánatos, amellyel az utómegmunkálások a minimálisra csökkenthetők. Ennek ellenére az utómegmunkálások (köszörülés, lézeres megmunkálás, stb. nem zárhatók ki a technológiából, pl. motor vagy gázturbina alkatrészek). Alkalmazáskor kerülni kell a pontszerű terheléseket. A terhelés átadásának helyén felületszerű kiképzésekkel minimalizálni kell a fellépő feszültségeket. Célszerű az éles sarkok, nagy méretváltozások kerülése. Minimalizáljuk a termikus feszültségeket. Használjuk lehetőleg a legkisebb keresztmetszetet, az alkatrészeket lehetőleg bontsuk egyszerűbb elemekre.")
30
Az alkatrészek méretét minimalizáljuk (a kerámiák repedéseloszlása miatt a szilárdság a méret függvénye, ezért a kisebb méretű alkatrészek megbízhatóbbak). Kerüljük az ütközéses igénybevételeket (ahol ez nem lehetséges, kis szögű ütközéseket tervezzünk). Az alkatrészek megmunkálása gondos legyen (az alkatrészek szilárdságát csökkentő repedések gyakran a felületen ill. a felület közelében keletkeznek a megmunkálások során).
. Az alkatrészek megmunkálása gondos legyen (az alkatrészek szilárdságát csökkentő repedések gyakran a felületen ill. a felület közelében keletkeznek a megmunkálások során).")
32
Magas hőmérsékletű, vagy hőlökési igénybevételekre alkalmas kerámiák gyártása
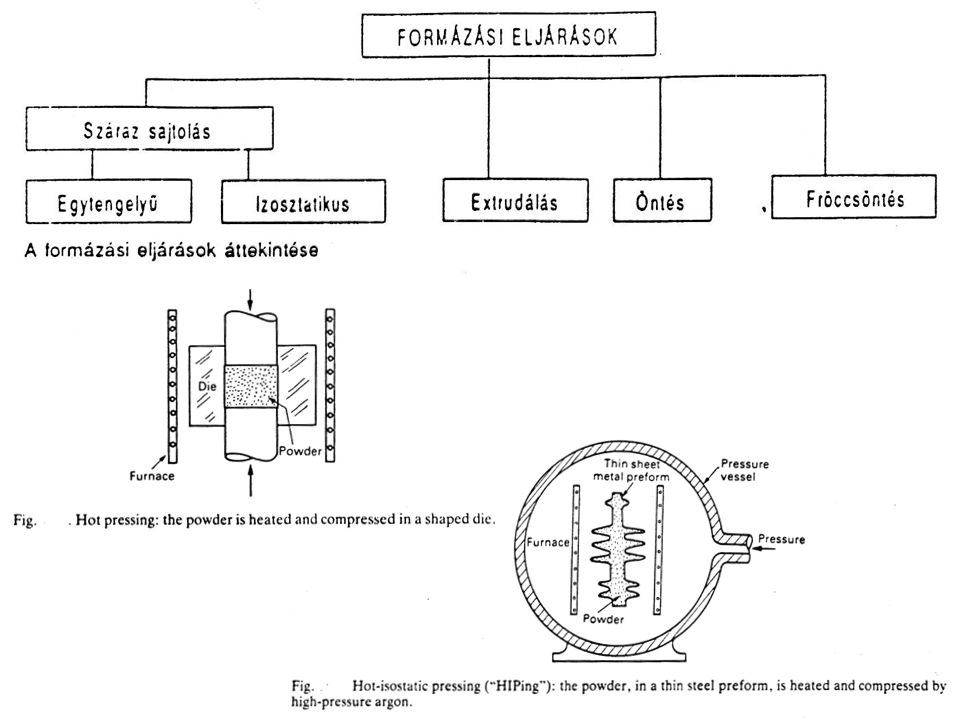
tradicionális kerámiák műszaki kerámiák Mindkét kerámiatípus gyártási technológiája tartalmaz közös elemeket, alapelveket. A magas olvadáspont miatt, valamint a ridegség következtében a kerámiáknál nem jöhet szóba az ún. másodlagos megmunkálás olyan mértékben és értelemben, mint a fémeknél ill. ötvözeteknél (hideg- vagy meleghengerlés, kovácsolás). A költséges mechanikai megmunkálás miatt a munkadarab közelítően végleges méretű előállítására van szükség, erre alkalmas technológiai műveletek kialakítása szükséges, ezért a kerámiák gyártásában nagy szerepet játszanak az ún. porkohászati eljárások.
. A költséges mechanikai megmunkálás miatt a munkadarab közelítően végleges méretű előállítására van szükség, erre alkalmas technológiai műveletek kialakítása szükséges, ezért a kerámiák gyártásában nagy szerepet játszanak az ún. porkohászati eljárások.")
33
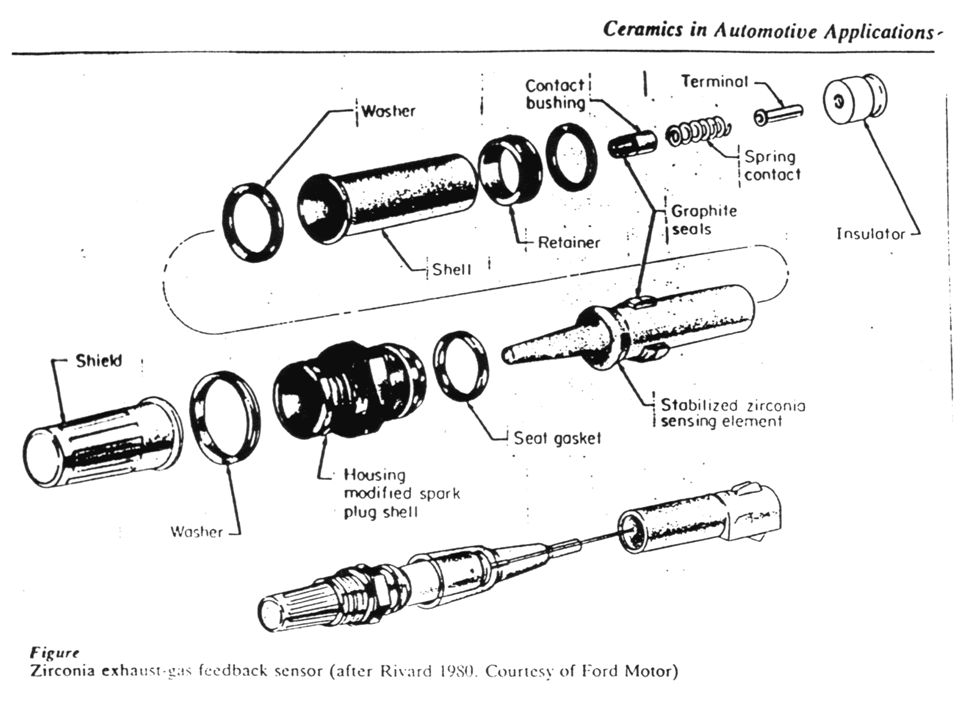
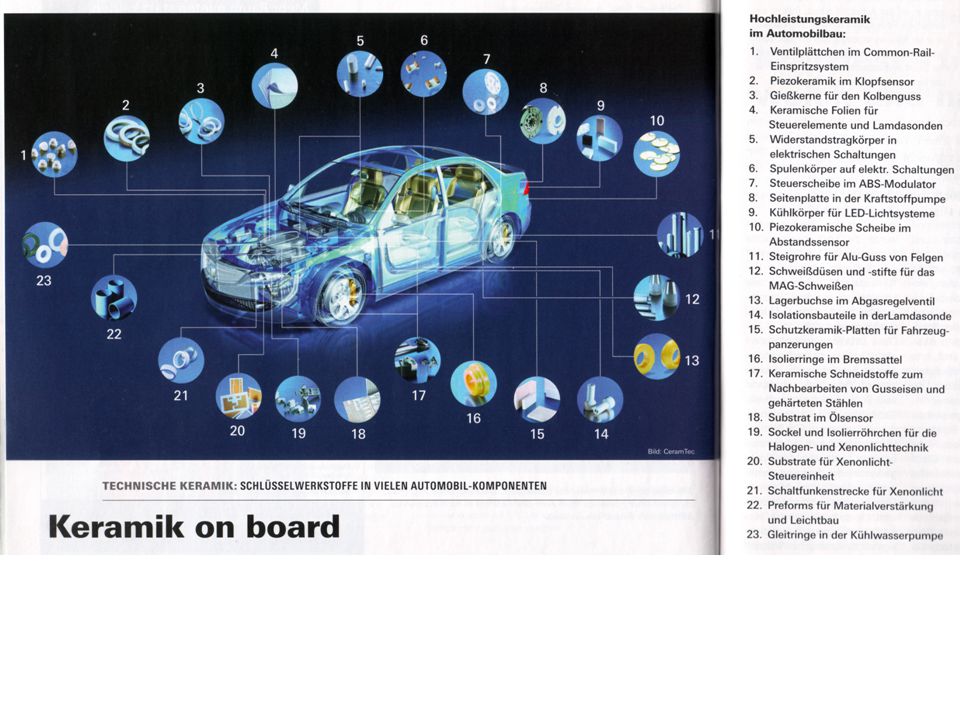
Kerámiák a gépkocsigyártásban
Az üveg Gyújtógyertyák szigetelő eleme Katalizátor hordozó alapanyaga (fejlesztés 1970-től) követelmények: nagy felület, hőmérsékletstabilitás és hőlökéstűrés porlódással szemben ellenállóképesség alapanyag: kordierit (Mg2Al4Si5O18) Kerámiaszenzorok: a gépkocsikban alkalmazott legfontosabb szenzorok: - gázösszetétel, - nyomás, - hőmérséklet, - sebesség, - feszültség, - gyújtási pozíció.
 követelmények: nagy felület, hőmérsékletstabilitás és hőlökéstűrés. porlódással szemben ellenállóképesség. alapanyag: kordierit (Mg2Al4Si5O18) Kerámiaszenzorok: a gépkocsikban alkalmazott legfontosabb szenzorok: - gázösszetétel, - nyomás, - hőmérséklet, - sebesség, - feszültség, - gyújtási pozíció.")
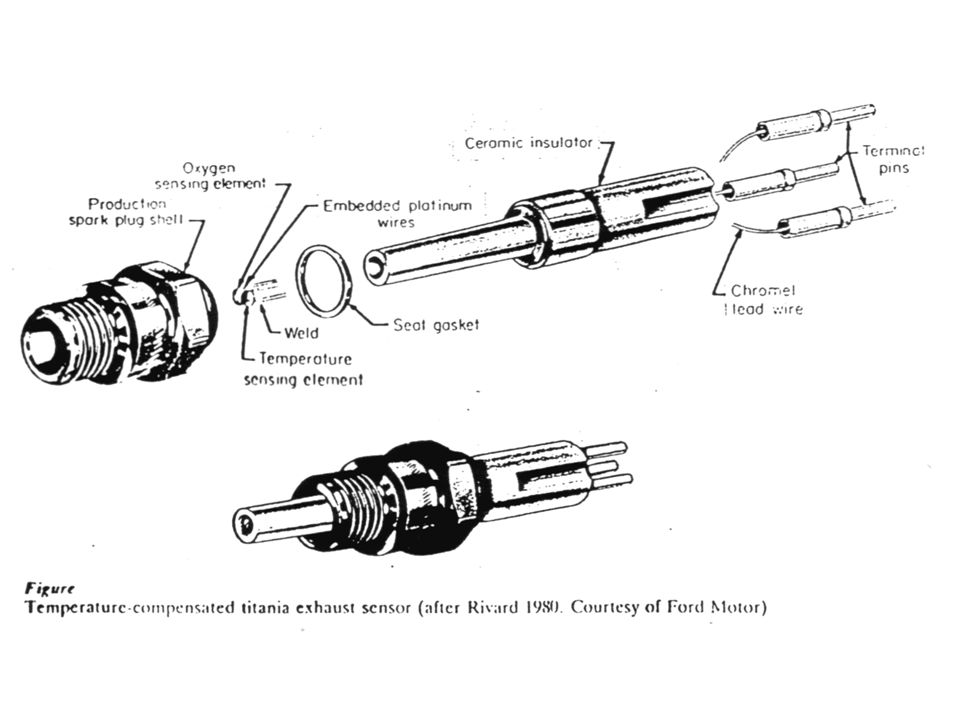
34
Pl. nyomásérzékelő szenzor: a kerámia itt kapacitív elem, alumíniumoxid alap.
Miért kerámia? → nagy hőstabilitás Piezoelektromos anyagok: Pb-Zr-titanát (dinamikus nyomásmérés az égéstérben) Oxigénszenzor: O2-üzemanyag arány ellenőrzése, anyaga: TiO2, működési elve: rezisztometria.
 Oxigénszenzor: O2-üzemanyag arány ellenőrzése, anyaga: TiO2, működési elve: rezisztometria.")
Hasonló előadás















 értelmezéséhez,>")




>")


