Előadást letölteni
1
A FELÜLETI ÉRDESSÉG

2
A NÉVLEGES (TERVEZETT) FELÜLETTŐL VALÓ ELTÉRÉS JELLEMZÉSE
 FELÜLETTŐL VALÓ ELTÉRÉS JELLEMZÉSE")
3
Makroszkópikus egyenetlenségek
Az eltérések fajtái Makroszkópikus egyenetlenségek Alakeltérés Hullámosság Felületi érdesség Barázdáltság Pikkelyesség, mikrobarázdáltság Szövetszerkezeti hibák Mikroérdesség Kristályrács-szerkezeti egyenetlenségek

4
1. Alakeltérés

5
Az alakeltérés származtatása

6
Hibátlan alak, jól beállított gépen

7
Hibátlan alak, jól beállított gépen

8
Hibátlan alak, jól beállított gépen

9
Hibátlan alak, jól beállított gépen

10
Hibátlan alak, jól beállított gépen

11
Hibátlan alak, jól beállított gépen

12
Hibátlan alak, jól beállított gépen

13
Hibátlan alak, jól beállított gépen

14
Hibátlan alak, jól beállított gépen

15
Hibátlan alak, jól beállított gépen

16
Hibátlan alak, jól beállított gépen

17
Hibátlan alak, jól beállított gépen

18
Hibátlan alak, jól beállított gépen

19
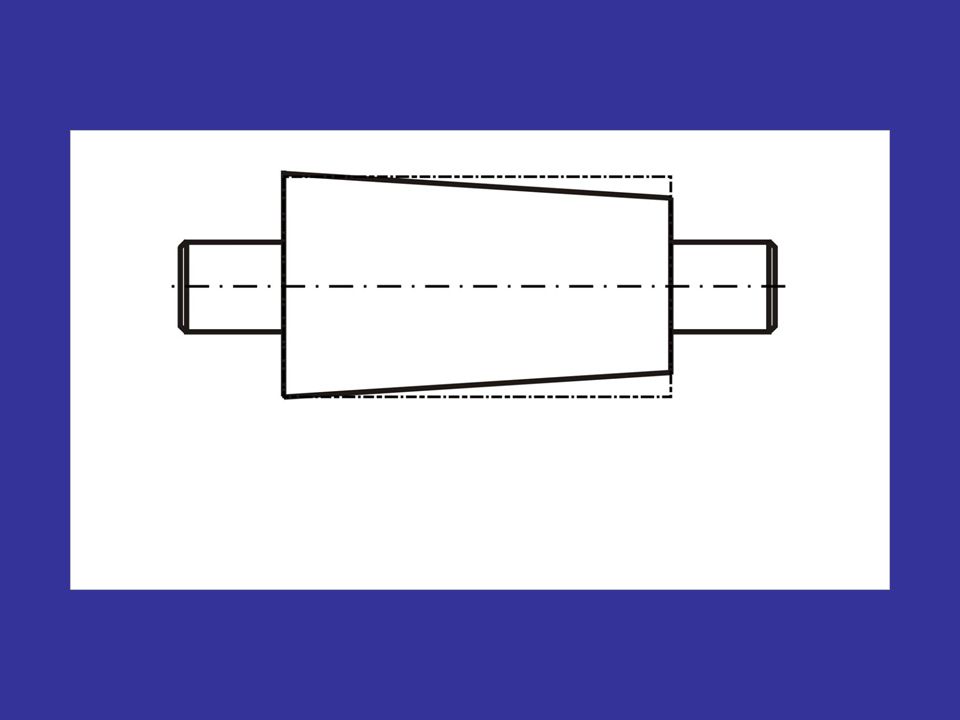
Hibás alak, rosszul beállított gépen

20
Hibás alak, rosszul beállított gépen

21
Hibás alak, rosszul beállított gépen

22
Hibás alak, rosszul beállított gépen

23
Hibás alak, rosszul beállított gépen

24
Hibás alak, rosszul beállított gépen

25
Hibás alak, rosszul beállított gépen

26
Hibás alak, rosszul beállított gépen

27
Hibás alak, rosszul beállított gépen

28
Hibás alak, rosszul beállított gépen

29
Hibás alak, rosszul beállított gépen

30
Hibás alak, rosszul beállított gépen

31
Az alakeltérés okai Szerszámvezetési hiba
A gép vagy a munkadarab kihajlása Visszamaradt belső feszültségek a munkadarabban Keménységváltozás Szerszámkopás

33
2. Hullámosság

34
A hullámosság származtatása

35
A hullámosság szerszámrezgés miatt

36
A hullámosság szerszámrezgés miatt

37
A hullámosság szerszámrezgés miatt

38
A hullámosság szerszámrezgés miatt

39
A hullámosság szerszámrezgés miatt

40
A hullámosság szerszámrezgés miatt

41
A hullámosság szerszámrezgés miatt

42
A hullámosság szerszámrezgés miatt

43
A hullámosság szerszámrezgés miatt

44
A hullámosság szerszámrezgés miatt

45
A hullámosság szerszámrezgés miatt

46
A hullámosság szerszámrezgés miatt

47
A hullámosság szerszámrezgés miatt

48
A hullámosság szerszámrezgés miatt

49
A hullámosság szerszámrezgés miatt

50
A hullámosság szerszámrezgés miatt

51
A hullámosság szerszámrezgés miatt

52
A hullámosság szerszámrezgés miatt

53
A hullámosság szerszámrezgés miatt

54
A hullámosság szerszámrezgés miatt

55
A hullámosság szerszámrezgés miatt

56
A hullámosság szerszámrezgés miatt

57
A hullámosság szerszámrezgés miatt

58
A hullámosság szerszámrezgés miatt

59
A hullámosság szerszámrezgés miatt

60
A hullámosság okai a szerszám rezgései a szerszám vágóélének alakhibái
a munkadarab külpontos befogása Az egész gép rezgései

61
3. Barázdák

62
A barázdák kialakulásának okai
a szerszám vágóélének alakhibái az előtolás nyomai a fogásmélység nyomai

63
4. Pikkelyek, mikrobarázdák

64
A mikrobarázdák okai a helyi feszültségek
homokszórásból adódó bemélyedések galvánkezelés okozta kidudorodások

65
5. Szövetszerkezeti egyenetlenségek

66
A szövetszerkezeti egyenetlenségek okai
kristályok kitöredezése korrózió kémiai behatások

67
6. Kristályrács-szerkezet egyenetlenségei

68
A rács-szerkezeti egyenetlenségek okai
a munkadarab anyagának fizikai és kémiai előélete a kristályrácsban mutatkozó feszültségek és egyenetlenségek

69
A valódi egyenetlen felület felépítése

70
A valódi egyenetlen felület felépítése

71
A valódi egyenetlen felület felépítése

72
A valódi egyenetlen felület felépítése

73
A FELÜLETI ÉRDESSÉG SZÁMÉRTÉKEI

74
Maximális egyenetlenség (Rmax)
")
75
Átlagos érdesség (Ra)
")
76
Átlagos érdesség (Ra)
")
77
Átlagos érdesség (Ra)
")
78
Átlagos érdesség (Ra)
")
79
Átlagos érdesség (Ra)
")
80
Egyenetlenség-magasság (Rz)
")
81
A FELÜLETI ÉRDESSÉG RAJZI MEGADÁSA

82
A felületi érdesség szokásos jele

83
A megmunkálás módjára (általánosan) utaló felületminőségi jelek
 utaló felületminőségi jelek")
84
A megmunkálás módját előíró felületminőségi jelek

85
A FELÜLETI ÉRDESSÉG MEGHATÁROZÁSI MÓDJAI

86
Az átlagos érdesség (Ra) szabványos értékei
 szabványos értékei")
87
Különböző technológiákkal elérhető felületminőségek

88
Kapcsolat a tűrésnagyság és az átlagos felületi érdesség között
RakaT0,8 T= f - a ka=0,1 durva fokozat ka=0,05 közepes fokozat ka=0,025 finom fokozat

89
A tűrésnagyság szabványos értékei

90
Kapcsolat a tűrésnagyság és az átlagos felületi érdesség között (finom minőség)
")
91
Kapcsolat a tűrésnagyság és az átlagos felületi érdesség között (közepes minőség)
")
92
Kapcsolat a tűrésnagyság és az átlagos felületi érdesség között (durva minőség)
")
93
Kapcsolat a tűrésnagyság és az egyenetlenség-magasság között
RzkzT kz=0,5 általános igények esetén kz=0,25 közepes igények esetén kz=0,1 szigorú igények esetén kz=0,1 igen magas igények esetén

94
KÖSZÖNÖM A FIGYELMET












>")








