Előadást letölteni
1
Hidegalakítás

2
Hidegalakítás jellemzői
Hidegalakításkor a fémet az újrakristályosodási hőmérséklet alatt alakítjuk. A hidegalakítás a fém felkeményedését okozza

3
A hidegalakítási technológiák fajtái:
hideghengerlés huzal-, rúd- és csőhúzás hideg térfogatalakítás lemezek alakítása

4
Hideghengerlés Alkalmazás:lemezeket, szalagokat állítunk elő.
Az alakítás többnyire többhengeres hengerállványon történik. További alakításnál (pl. mélyhúzás) a terméket újrakristályosító lágyítással kezelik.
 a terméket újrakristályosító lágyítással kezelik.")
5
Huzal-, rúd- és csőhúzás
A hidegen húzott huzalt (rudat) úgy állítják elő, hogy az elhengerelt vagy sajtolt rudakat, csöveket a végméretnek és keménységi állapotnak megfelelő keresztmetszet csökkenés mellett folytonosan kisebbedő keresztmetszetű húzószerszámon áthúzzák
 úgy állítják elő, hogy az elhengerelt vagy sajtolt rudakat, csöveket a végméretnek és keménységi állapotnak megfelelő keresztmetszet csökkenés mellett folytonosan kisebbedő keresztmetszetű húzószerszámon áthúzzák.")
6
Rúd-, huzal- és csőhúzás elve
rúdhúzás csőhúzás Mindegyik művelet kúpos üregben végzett alakítás A huzalhúzás végetlenített rúdhúzásnak tekinthető

7
Hideg térfogatalakítás
Műveletei: zömítés redukálás folyatás Alkalmazás: kis és közepes méretű nagy tömegben előállitott alkatrészek A zömítésnél az anyagot egyik tengelye irányában nyomó igénybevétellel alakítjuk két szerszámfél között

8
Zömítés Zömítés során az előgyártmány magassági mérete csökken, míg a keresztmetszete nő Változatai: Szabad zömítés Zömítés zárt szerszámban

9
Redukálás Az előgyártmány keresztmetszetét egy kúpos alakító üregben csökkentik az anyag alakítási szilárdságánál kisebb nyomással, kihajlás nélkül. Korlátozott átmérő csökkenés érhető el.

10
Redukálás több lépésben: tengely gyártás

11
Üreges test redukálása

12
Példa: csavar gyártás redukálással és zömítéssel
körül fej redukálás levágás vágás zömítés + redukálás

13
Fej körülvágás csavar gyártás során
A hengeres szárból zömített hengeres fejet hatszög alakú nyíró szerszámmal alakítják végső formára

14
Hidegfolyatás A legelterjedtebben alkalmazott hideg térfogatalakító eljárás Technológiai változatai: Gyártmány alak szerint: tömör test, üreges test, csésze folyatás Folyatás iránya szerint: előre-, hátrafolyatás, keresztirányú folyatás

15
Tömör test előrefolyatás

16
Csésze hátrafolyatás

17
Kombinált folyatás: csésze előre- és hátrafolyatás

18
Kombinált folyatás: tömör test előre, csésze hátra folyatás

19
Folyatáshoz használt anyagok és előkészítésük folyatásra
Jól alakíthatók: lágyacél, réz, alumínium Nehezebben alakíthatók gyengén ötvözött acél, cink Anyag előkészítés: Felület kezelés (pl. foszfátozás acéloknál) Kenés Folyatás
 Kenés. Folyatás.")
20
Példa: csésze hátrafolyató szerszám
Bélyeg Elő-gyártmány Matrica, vagy folyató gyűrű Munkadarab

21
Folyatott alkatrészek

22
Példa: Többlépéses folyatás
Előgyárt-mány Csésze hátra-folyatás Lyukasz-tás Radiális folyatás

23
Összefoglalás A legfontosabb térfogat alakító műveletek a redukálás, zömítés és a hidegfolyatások Az eljárásokat önmagukban, vagy egymással kombinálva alkalmazzák az alkatrész gyártásban „Közel a végső alakhoz” elv megvalósulása miatt gazdaságos eljárások

24
Lemezalakitások A lemezalakító műveletek fő csoportjai az anyagszétválasztás, alakítás Az anyagszétválasztás rendszerint nyírással történik A fő alakítási módok a hajlítás, mélyhúzás és nyújtva húzások Ezekkel tetszőleges alakú lemezalkatrészeket állíthatunk elő

25
Anyagszétválasztó eljárások
Darabolás Kivágás nyitott kontur mentén zárt vonal mentén

26
Nyírás zárt körvonal mentén: kivágás
A szerszámból kieső rész a hasznos munkadarab

27
Lemezalakító eljárások
Hajlítás Mélyhúzás és rokon műveletek Nyújtva húzás és rokon műveletek

28
Hajlítás süllyesztékben
A szerszám egyenes vonalú mozgást végez A hajlítási szöget a szerszám határozza meg A szerszámból kikerülő alkatrész „visszarugózik”

29
Nyújtva húzás Elsősorban karosszéria lemezek (pl. tető) alakítására használják A lemez a peremén befogott, az alakot a bélyeg határozza meg.

30
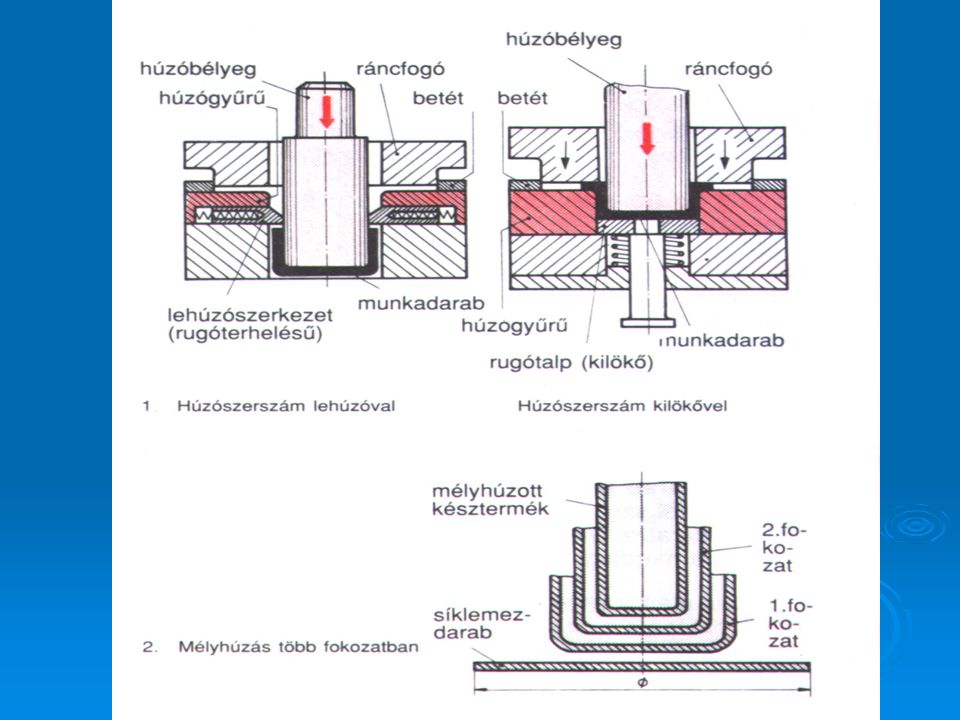
A mélyhúzás elve Mélyhúzással sík lemezből üreges testet állítunk elő
Három aktív szerszámeleme van: bélyeg, húzógyűrű, ráncgátló A külső kerületen tangenciális nyomófeszültség ébred, ez okozhat ráncosodást.

31
Továbbhúzás Mélyhúzáskor a végső alak több húzással alakítható ki, a második, harmadik, stb. húzást nevezik továbbhúzásnak

32
Mélyhúzás elvi felépítése

34
Mélyhúzási hibák Fülesedés Feszültségkorróziós repedések











>")









