OGÉT 2014 TÁMOP-4.2.2A-11/KNOV Cink bevonatos duálfázisú lemez csaphegesztése
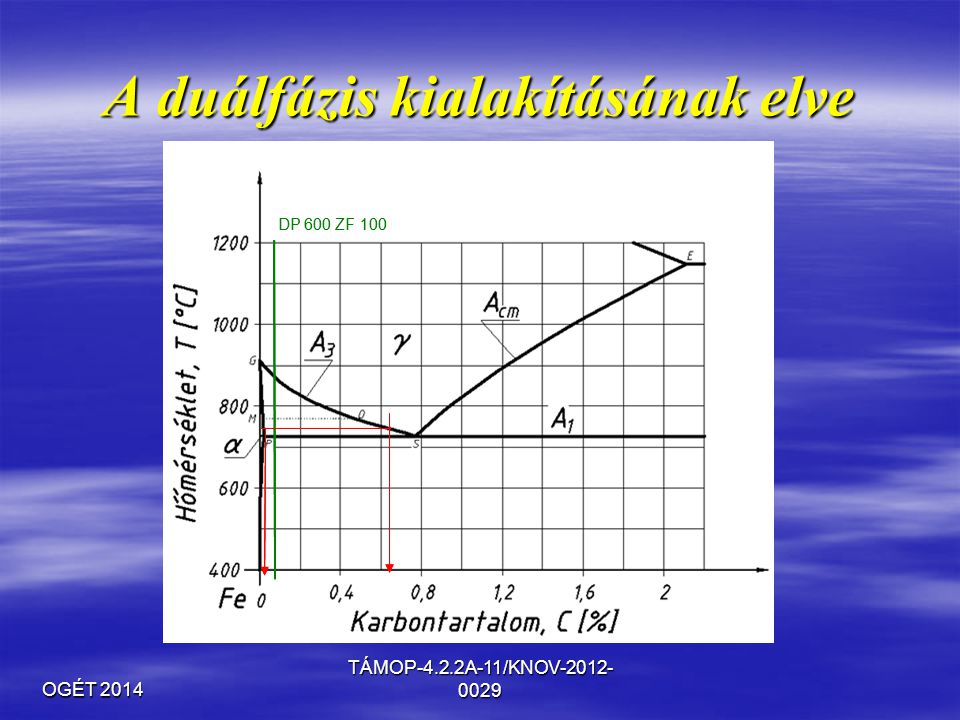
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A duálfázis kialakításának elve DP 600 ZF 100
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV DP 600 helye az acélok között
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV Az önsúly csökkentése miatt vékony lemezeket alkalmaznak. Vékony lemez hamarább átrozsdásodik. A korrózió sebessége bevonatos lemezzel csökkenthető. Miért kell a bevonat?
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV Miért kell vizsgálni? A korrózióvédelem fokozása érdekében cinkbevonattal rendelkező lemezekből is gyártanak karosszéria elemeket. A cink bevonat a csaphegesztés folyamán gondot jelent.
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A lemez és a csap kiinduló szövetszerkezete DP 600 ZF 100 ST 37 (4.8)
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV Kísérleti elrendezés
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A szakítás elrendezése
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A szakíróvizsgálat előtt
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A szakíróvizsgálat után
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A szakíróvizsgálat eredménye
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A szakíróvizsgálat után
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A szakíróvizsgálat után
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A vizsgálat előkészítése
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV V A keménységmérés hely
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A keménységmérés eredménye
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV A cink kifröccsenése
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV Következtetések DP 600 ZF 100-as lemez csaphegesztésénél (az alkalmazott berendezéssel) nem készíthető olyan kötés, ami elérné az alkalmazott csap szakítóerejét. A hőhatásövezetben a szövetszerkezet megváltozik, felkeményedés következik be, de nem ez okozza a kis értékű kötőerőt. Kis töltőfeszültség (160 V alatti) alkalmazása nem javasolt az alacsony értékű szakítóerő miatt.
OGÉT 2014 TÁMOP-4.2.2A-11/KNOV