Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
FORGÁCSOLÁS SZERSZÁMAI
előadás

2
Forgácsoló eljárások Esztergálás

3
ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló alakú munkadarabok. Az esztergálás egyélű szerszámmal, állandó keresztmetszetű forgács folyamatos leválasztásával végzett forgácsolás.

4
v – FORGÁCSOLÁSI SEBESSÉG n – FORDULATSZÁM a – FOGÁSMÉLYSÉG
FORGÁCSOLÓ FŐMOZGÁS: FORGÓ MELLÉKMOZGÁS: HALADÓ TENGELY IRÁNYÚ: HOSSZ SURÁR IRÁNYÚ: KERESZT MINDKÉT IRÁNYBAN PÁLYAMENTI ESZTERGÁLÁS FORG. FŐMOZGÁST A MUNKADARAB MELLÉKMOZGÁST A SZERSZÁM VÉGZI v – FORGÁCSOLÁSI SEBESSÉG n – FORDULATSZÁM a – FOGÁSMÉLYSÉG f - ELŐTOLÁS ESZTERGÁLÁS

5
ESZTERGÁLÁS

6
Az esztergálás lehet: Nagyolás: pontossága: IT12-14, az érdesség Ra = 12,5 Félsimító :pontossága: IT10-11, az érdesség: Ra = 3,2-12,5. Simítás :pontossága: IT7-9, az érdesség: Ra = 1,6-6,3.

7
ESZTERGÁLÁS ESZTERGÁLÁS FELOSZTÁSA:
MEGMUNKÁLÁS HELYE SZERINT: KÜLSŐ PALÁST ESZTERGÁLÁS BELSŐ FURAT ESZTERGÁLÁS ELŐÁLLÍTOTT FELÜLET SZERINT: - HENGERES - SÍK (FORGÁSTENGELYRE MERŐLEGES) - KÚP - FORGÁSTEST (GÖMB, PROFILOS) - MENET - KÜLÖNLEGES POLIGON (SOKSZÖG) HÁTRAESZTERGÁLT (SPIRÁL) ESZTERGÁLÁS
 - KÚP. - FORGÁSTEST (GÖMB, PROFILOS) - MENET. - KÜLÖNLEGES. POLIGON (SOKSZÖG) HÁTRAESZTERGÁLT (SPIRÁL) ESZTERGÁLÁS.")
8
ESZTERGÁLÁS

9
ESZTERGÁLÁS

10
κ v (n) A f a b h vf ESZTERGÁLÁS n – MDB. FORDULATSZÁM
b = a / sin h = f · sin A = b · h = a · f n – MDB. FORDULATSZÁM v – FORGÁCSOLÁSI SEBESSÉG vf – ELŐTOLÁSI SEBESSÉG f – ELŐTOLÁS a – FOGÁSMÉLYSÉG h – FORGÁCSVASTAGSÁG b – FORGÁCSSZÉLESSÉG A – FORGÁCS KERESZTMETSZET ESZTERGÁLÁS

11
HAGYOMÁNYOS ESZTERGA FŐ RÉSZEI
ESZTERGAGÉPEK

14
ESZTERGÁLÁS SZERSZÁMA: EGYÉLŰ
FORGÁCSOLÁSI IRÁNYA SZERINT: - JOBBOS - BALOS - SEMLEGES JELLEGE SZERINT: KÜLSŐ BELSŐ KIVITELE SZERINT: - TÖMÖR - FORRASZTOTT LAPKÁS - SZERELT – VÁLTÓLAPKÁS ANYAGA SZERINT: - HSS - HW, HT, HC, HF - CA, CM, CN, CC, CR - BN, DP, (CBN, PKB, PKD) ESZTERGÁLÁS
 ESZTERGÁLÁS.")
15
Szerszámanyagok összehasonlítása
GYÉMÁNT IDEÁLIS ÉLANYAG KÖBÖS BÓRNITRID Keménység / vágósebesség KERÁMIA CERMET KEMÉNYFÉM GYORSACÉL Szívósság / előtolás

16
Tömör - gyorsacél Az esztergakés élgeometriáját köszörüléssel alakítjuk ki a HSS hasábból

17
Tömör, HSS kések

18
Forrasztott lapkás kések

19
P – HOSSZÚ FORGÁCSOT ADÓ (ötvözetlen, gyengén ötv.-,
ACÉLOK erősen ötv. acélok, acélöntvények) M – ROZSDAMENTES ACÉLOK K – RÖVID FORGÁCSOT ADÓ temper-, szürke-, gömbgrafitos öntvények N – NEM VAS FÉMEK S – HŐÁLLÓ SZUPERÖTVÖZETEK (Ni, Co alapú) titánötvözetek H – EDZETT ANYAGOK
 M – ROZSDAMENTES ACÉLOK. K – RÖVID FORGÁCSOT ADÓ. temper-, szürke-, gömbgrafitos öntvények. N – NEM VAS FÉMEK. S – HŐÁLLÓ SZUPERÖTVÖZETEK (Ni, Co alapú) titánötvözetek. H – EDZETT ANYAGOK.")
20
Szerelt lapkás szerszám

21
VÁLTÓLAPKÁS KÉSEK ÉS A LEHETSÉGES FORGÁCSOLÁSI IRÁNYOK

22
A MUNKADARAB BEFOGÁSA ESZTERGÁN

23
3 pofás tokmány

24
síktárcsa

25
BEFOGÁS SÍKTÁRCSÁN A MUNKADARAB BEFOGÁSA PATRONOS BEFOGÁS
HÚZOTT CSISZOLT SZÁLANYAG 0,1 – 0,15 TŰRÉSSEL KICSI ÁTFOGÁSI TARTOMÁNY! BEFOGÁS EXPANZIÓS TÜSKÉN A MUNKADARAB BEFOGÁSA

26
Patronos befogó

27
szegnyereg

28
BEFOGÁS CSÚCSOK KÖZÉ A MUNKADARAB BEFOGÁSA MENESZTÉS - ESZTERGASZÍV
- HOMLOKMENESZTŐ FORGÓ CSÚCS ÁLLÓ CSÚCS FÉL CSÚCS A MUNKADARAB BEFOGÁSA

31
Csúcsfészek fúrók

32
BEFOGÁS TOKMÁNYBA A MUNKADARAB BEFOGÁSA l < 3 BEFOGÁS TOKMÁNYBA d
3 < < CSÚCCSAL MEGTÁMASZTVA > BÁBBAL ÁLLÓ BÁB MOZGÓ BÁB A SZERSZÁMMAL SZEMBEN! A MUNKADARAB BEFOGÁSA

34
BÁB

35
KÚP ESZTERGÁLÁSA

37
KÚP ESZTERGÁLÁSA

38
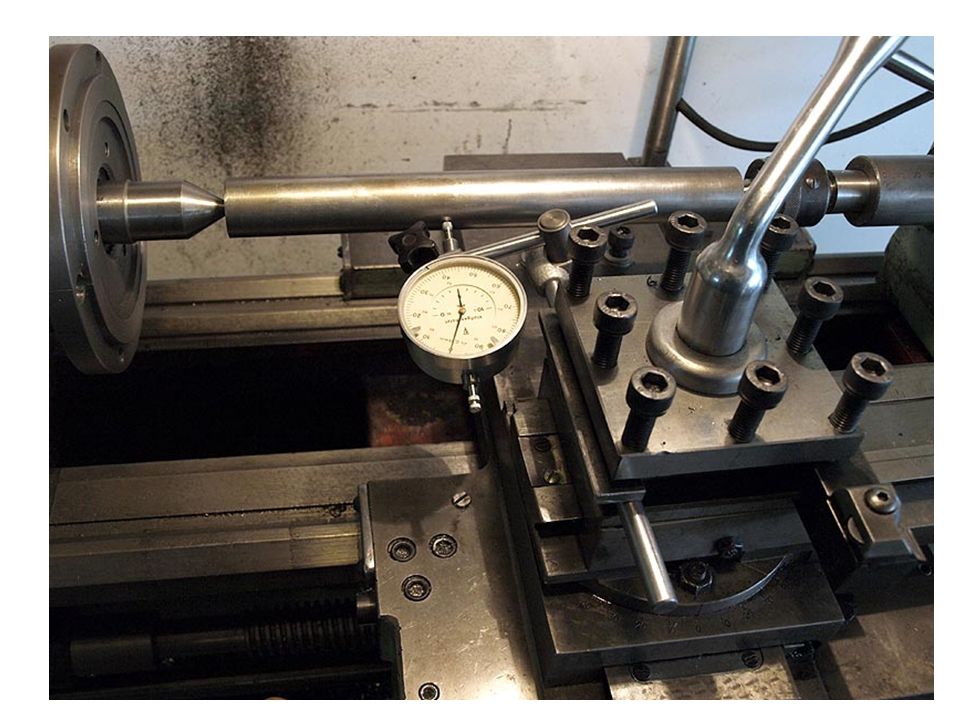
Pl. 1 : 20-as kúp esztergálásához a következők szerint járunk el:
Két csúcs közé be kell fogni egy olyan hengeres tüskét, melynek ütése a központfuratokhoz képest minimális. A késtartóba egy mérőórát kell úgy rögzíteni, hogy a tapintója kb. csúcsmagasságban legyen. Ezután a durva beállítást végezzük el, a kéziszán elforgatásával, a kívánt szögre, esetünkbe 1º26', persze a perceket csak saccolni lehet. Ekkor a keresztszán mozgatásával a mérőóra 2-3 körbefordulása után 0-ra állítjuk az órát, majd a kéziszánt 20 mm-rel elmozdítjuk. Ha pontos lett volna az előzetes beállítás, most 0,5 mm-t kellene mutatni a mérőórának, persze ez elsőre nem szokott sikerülni, de két-három módosítás után biztos a siker.

40
GÖMB ESZTERGÁLÁSA

41
MENETEK JELÖLÉSE (MSZ 200-81): M200x6(P2)LH 6H/6G 6g7g-R-118
MENET SZELVÉNY BETŰJELE MENET ÁTMÉRŐ MENETEMELKEDÉS TÖBB BEKEZDÉS OSZTÁSJELE BALMENET ILLESZTÉS TŰRÉS MENET LEKEREKÍTÉS MENETHOSSZ MENET ESZTERGÁLÁS

42
MENET ESZTERGÁLÁS SZERSZÁM KIALAKÍTÁSA: - TÖMÖR (HSS)
- FORRASZTOTT LAPKÁS (HW) - VÁLTÓLAPKÁS (HW, HT, HC…) LAPKA KIALAKÍTÁSA: TELJES PROFILÚ LAPKA RÉSZ PROFILÚ LAPKA FÉSÜS LAPKA (TELJES PROFIL) MENET ESZTERGÁLÁS
 - VÁLTÓLAPKÁS (HW, HT, HC…) LAPKA KIALAKÍTÁSA: TELJES PROFILÚ. LAPKA. RÉSZ PROFILÚ. LAPKA. FÉSÜS LAPKA. (TELJES PROFIL) MENET ESZTERGÁLÁS.")
43
VÁLTAKOZÓ OLDALIRÁNYÚ
TECHNOLÓGIAI ADATOK v – FORGÁCSOLÁSI SEBESSÉG MDBANYAG-ÉLANYAG f – ELŐTOLÁS ≡ MENETEMELKEDÉS a – FOGÁSMÉLYSÉG - FOGÁSFELOSZTÁS RADIÁLIS OLDALIRÁNYÚ ELTOLT OLDALIRÁNYÚ VÁLTAKOZÓ OLDALIRÁNYÚ MENET ESZTERGÁLÁS

44
MENET ESZTERGÁLÁS

45
HAGYOMÁNYOS ESZTERGA FŐ RÉSZEI
ESZTERGAGÉPEK

46
Esztergagépek Esztergáláskor a forgó főmozgást a munkadarab, az előtolómozgást (mellékmozgás) a szerszám végzi. Az esztergálás gépei olyan szerkezetek, amelyek ezt a kétféle mozgást egyidejűleg biztosítani tudják. A munkadarab mozgatását a főhajtómű, a szerszám mozgatását a főhajtóműtől függő előtolóhajtómű (mellékhajtómű) biztosítja.
 a szerszám végzi. Az esztergálás gépei olyan szerkezetek, amelyek ezt a kétféle mozgást egyidejűleg biztosítani tudják. A munkadarab mozgatását a főhajtómű, a szerszám mozgatását a főhajtóműtől függő előtolóhajtómű (mellékhajtómű) biztosítja.")
47
ESZTERGAGÉPEK

49
Nagyoló hosszesztergálás

50
Alakos felület esztergálása

51
Beszúrás furatban

52
EGYETEMES (HAGYOMÁNYOS) ESZTERGA FŐ RÉSZEI
ESZTERGAGÉPEK

53
Működésük részletezése: Előadáson és Szerszámgépek 2 tantárgyban
Egyéb esztergagépek Működésük részletezése: Előadáson és Szerszámgépek 2 tantárgyban

54
CNC esztergák Számjegyvezérlésű esztergák, esztergaközpontok
2D, 3D, 4D… 8D Egyorsós – kétorsós - ellenorsós - ikerorsós Az ikerorsós gépeken a két főorsó minden tekintetben azonos tulajdonságokkal bír, ebben az esetben megosztoznak a megmunkálás különböző fázisain, az ilyen gépek gyakran teljesen szimmetrikus kivitelben készülnek.

55
Komplex megmunkálás Az iparban legtöbbet alkalmazott gépek jellemzői, hogy csak egy forgácsolási feladat – marás, esztergálás, fúrás – megoldására alkalmasak. Mellettük ma már megjelentek az úgynevezett komplex megmunkálásra alkalmas szerszámgépek is.

56
Komplex megmunkálás Az esztergálási és a marási művelet egy felfogásban egy gépben történő elvégzése, bizonyos munkadaraboknál a legtermelékenyebb megoldásokat eredményezi

57
Komplex megmunkálás Tipikus darab

58
(Készülék, programozható körasztal)
Komplex megmunkálás Ø36-ra „feszítve” ESZTERGA Nagy mellékidő gépeken kívül MARÓ (Készülék, programozható körasztal)
")
59
Komplex megmunkálás

60
Komplex megmunkálás 4D 4D ESZTERGAKÖZPONT
„A” és „B” oldalt egymás után készre munkálja Nem kell külön készülék, körasztal Nincs gépen kívüli mellékidő, csak munkadarab átfordítás Kevesebb bázisváltás SZE – Gildemeister CTX310

61
Komplex megmunkálás 4D SZE – Gildemeister CTX310

62
Komplex megmunkálás 8D 8 tengelyes esztergáló megmunkáló-központ
EMCO HYPERTURN 645 MCplus

63
Komplex megmunkálás 8D 8D ESZTERGAKÖZPONT
„A” és „B” oldalt egymás után készre munkálja Nem kell külön készülék, körasztal Nincs gépen kívüli mellékidő Ellenorsó átveszi a darabot (pontos átfogás – egytengelyűség) Párhuzamosan dolgozhat A és B oldal egymástól függetlenül (főidő csökkenés)
 Párhuzamosan dolgozhat A és B oldal egymástól függetlenül (főidő csökkenés)")
64
8D esztergaközpont

65
MARÁS

66
MARÁS MARÁS SZABÁLYOS, TÖBBÉLŰ SZERSZÁM FORGÁCSOLÁSI
- FŐMOZGÁS: FORGÓ SZERSZÁM - MELLÉKMOZG.: HALADÓ (EGYENES, KÖR, CSAV., PÁLYAMENTI) MUNKADARAB A SZERSZÁM TENGELY ÉS MEGMUNKÁLT FELÜLET HELYZETE PALÁSTMARÁS II HOMLOKMARÁS ┴ SAROKMARÁS – MARÁS
 MUNKADARAB. A SZERSZÁM TENGELY ÉS MEGMUNKÁLT FELÜLET HELYZETE. PALÁSTMARÁS II. HOMLOKMARÁS ┴ SAROKMARÁS – MARÁS.")
67
MARÁS ELŐÁLLÍTOTT FELÜLET: - SÍK - HENGER - CSAVAR
- FOGAZAT (LEFEJTÉS) - ALAKOS - PROFILOZÁS (SZERSZÁM) - MÁSOLÁS (SABLON) - NC/CNC (PROGRAM) MARÁS
 - ALAKOS. - PROFILOZÁS (SZERSZÁM) - MÁSOLÁS (SABLON) - NC/CNC (PROGRAM) MARÁS.")
68
2D 2 1/2 D 3D 5D + FELÜLET NORMÁLISA ÉS A MARÓTENGELY SZÖGE ÁLLANDÓ (~15º) EGYÜTT DOLGOZÓ 5 TENGELY MARÁS

69
A marásnak két alapeljárása van: palástmarás (a) és homlokmarás (b).
 és homlokmarás (b).")
70
PALÁSTMARÁS MARÁS EGYENIRÁNYÚ MARÁS ELLENIRÁNYÚ MARÁS
BELÉPÉS A LEGNAGYOBB FORGÁCSVASTAGSÁGNÁL NAGYOBB ÉLTARTAM MEREV, JÁTÉKMENTES GÉP (BEHÚZZA A MDB-OT) ELLENIRÁNYÚ MARÁS „0” FORGÁCSVASTAGSÁGNÁL LÉP BE, CSÚSZIK AZ ÉL KISEBB ÉLTARTAM ÁLTALÁNOSAN HASZNÁLT MARÁS
 ELLENIRÁNYÚ MARÁS. „0 FORGÁCSVASTAGSÁGNÁL LÉP BE, CSÚSZIK AZ ÉL. KISEBB ÉLTARTAM. ÁLTALÁNOSAN HASZNÁLT. MARÁS.")
71
palástmarás

72
Homlokmarás - nagyolás

73
Homlokmarás - simítás

74
Homlok-palást

75
- ÁTFOGÁSI SZÖG PALÁSTMARÁS
FORGÁCSOLÁSI ERŐ PALÁSTMARÁSNÁL (EGYENESFOGÚ MARÓ!) Vf – ELŐTOLÁSI SEBESSÉG FZ – FOGANKÉNTI ELŐTOLÁS z – MARÓ FOGSZÁMA n – MARÓ FORDULATSZÁMA - ÁTFOGÁSI SZÖG FORGÁCSOLÁSI ERŐ F1= A ∙ ks = ks ∙ b ∙ hk F1 – EGY FOGRA ESŐ FORG. ERŐ hK – KÖZEPES FORGÁCSVASTAGSÁG b – FORGÁCS SZÉLESSÉG PALÁSTMARÁS
 Vf – ELŐTOLÁSI SEBESSÉG. FZ – FOGANKÉNTI ELŐTOLÁS. z – MARÓ FOGSZÁMA. n – MARÓ FORDULATSZÁMA. - ÁTFOGÁSI SZÖG. FORGÁCSOLÁSI ERŐ. F1= A ∙ ks = ks ∙ b ∙ hk. F1 – EGY FOGRA ESŐ FORG. ERŐ. hK – KÖZEPES FORGÁCSVASTAGSÁG. b – FORGÁCS SZÉLESSÉG. PALÁSTMARÁS.")
76
PALÁSTMARÓ FELFOGÁSA:
PALÁSTMARÁSNÁL - KIS FORGÁCSOLÁSI SEBESSÉG - NAGY ELŐTOLÁS - NAGY ÉLTARTAM (400 PERC) HŰTÉS BEVONATOLÁS FORRÁS: TSCHÄTSCH CSOPORTMARÓ
 HŰTÉS. BEVONATOLÁS. FORRÁS: TSCHÄTSCH. CSOPORTMARÓ.")
77
HOMLOKMARÁS MARÁS TELJESÍTMÉNYE KÉTSZERESE A PALÁSTMARÁSNAK
SZERSZÁM DÖNTŐEN VÁLTÓLAPKÁS - KÖZVETLENÜL A TESTBE FOGOTT MARÁS

78
- KAZETTÁS

79
- KAZETTÁS (f: EMUGE)
")
80
MARÓSZERSZÁMOK MARÁS ALAK SZERINT:
- PALÁST (EGYENES-, FERDE ÉLŰ, JOBBOS, BALOS) - HOMLOK - SAROK - SZÖG - TÁRCSA - SZÁR (GÖMB, TORUSZ, T HORONY STB.) - ALAKOS - MENET - LEFEJTŐ ANYAGA SZERINT: HSS, HSS-PM, HW, HT, HC, PKB, PKD, CN MARÁS
 - HOMLOK. - SAROK. - SZÖG. - TÁRCSA. - SZÁR (GÖMB, TORUSZ, T HORONY STB.) - ALAKOS. - MENET. - LEFEJTŐ. ANYAGA SZERINT: HSS, HSS-PM, HW, HT, HC, PKB, PKD, CN. MARÁS.")
81
MARÓSZERSZÁMOK KIALAKÍTÁSA SZERINT: TÖMÖR (HSS, HW, HT – BEVONATOLT!)
FORRASZTOTT (HW) VÁTÓLAPKÁS (HSS-PM, HW, HT, HC, CA, CN, PKD, PKB) LAPKA BEFOGÁS: - TESTBE (KÖZVETLENÜL, LAPKATARTÓBA) - KAZETTÁBA (FIX, ÁLLÍTHATÓ) MARÓSZERSZÁMOK
 VÁTÓLAPKÁS (HSS-PM, HW, HT, HC, CA, CN, PKD, PKB) LAPKA BEFOGÁS: - TESTBE (KÖZVETLENÜL, LAPKATARTÓBA) - KAZETTÁBA (FIX, ÁLLÍTHATÓ) MARÓSZERSZÁMOK.")
82
A szerszám és a munkadarab befogása
A marók befogásakor két szempontot kell figyelembe venni: egyrészt megfelelő legyen a futáspontosság, másrészt biztosítható legyen a nyomatékátadás. Ezt a maróorsók furatának meredek- vagy Morse-kúpos kiképzésével, és behúzószár alkalmazásával oldják meg.

83
Munkadarab megfogása Asztalra fogatás szorító-vasakkal Gépsatuba: - egyszerű gépsatu - szögben állítható gépsatu Készülékbe Forgatáshoz, szögosztáshoz: - szögskálás, vagy osztótárcsás körasztalra - osztófejbe

84
Marógépek A marógépek sík és alakos felületek, valamint ezek kombinációinak előállítására használhatók. Termelékenységük általában nagyobb, pontosságuk jobb, mint a hasonló feladatok ellátására szolgáló gyalugépeké, és bonyolultabb alakzatok készítésére is alkalmasak. A marószerszámok befogása és forgatása (főmozgás) a speciálisan kiképzett maróorsóval történik. A maróorsó helyzete vízszintes és függőleges lehet. A mellékmozgásokat általában a munkadarab végzi szánrendszerek segítségével. A mellékmozgások egyenes vonalú vagy forgómozgások lehetnek
 a speciálisan kiképzett maróorsóval történik. A maróorsó helyzete vízszintes és függőleges lehet. A mellékmozgásokat általában a munkadarab végzi szánrendszerek segítségével. A mellékmozgások egyenes vonalú vagy forgómozgások lehetnek.")
85
MARÓGÉPEK MARÓGÉPEK - EGYETEMES - FÜGGŐLEGES - VÍZSZINTES
- HOSSZMARÓGÉP - MÁSOLÓ - LEFEJTŐ - NC, CNC – MEGMUNKÁLÓ KÖZPONT KÜLÖNLEGES - FORGATTYÚSTENGELY- - BÜTYKÖSTENGELY MARÓK - MENETMARÓK MARÓGÉPEK

86
MARÓGÉPEK

87
MARÓGÉPEK

88
Egyetemes marógép Az egyetemes marógép a konzolos marógépek csoportjába tartozik. A maróorsó vízszintes elhelyezésű. A maróorsóba befogott marótengely végét a gerendán elhelyezett állítható helyzetű orsócsapágy (bak) támasztja meg. Az egyetemes marógép függőleges tengelyű marófejjel is felszerelhető
 támasztja meg. Az egyetemes marógép függőleges tengelyű marófejjel is felszerelhető.")
89
Működésük részletezése: Előadáson és Szerszámgépek 2 tantárgyban
Egyéb marógépek Működésük részletezése: Előadáson és Szerszámgépek 2 tantárgyban

90
MARÓGÉPEK

91
MEGMUNKÁLÓ KÖZPONT MEGMUNKÁLÓ KÖZPONTOK
- EGY FELFOGÁS ALATT KÜLÖNBÖZŐ MEGMUNKÁLÁSOKAT (FÚRÁS, MARÁS, DÖRZSÖLÉS, MENETFÚRÁS STB.) TUD VÉGREHAJTANI. - AUTOMATIKUS SZERSZÁMCSERE A SZERSZÁMTÁRBÓL - CNC, NC VEZÉRLÉS - KÖRASZTAL (MEGMUNKÁLÁS TÖBB OLDALRÓL) - MUNKADARAB-VÁLTÁS (PALETTA) - MÉRÉS, FELÜGYELET MEGMUNKÁLÓ KÖZPONTOK
 TUD VÉGREHAJTANI. - AUTOMATIKUS SZERSZÁMCSERE A SZERSZÁMTÁRBÓL. - CNC, NC VEZÉRLÉS. - KÖRASZTAL (MEGMUNKÁLÁS TÖBB OLDALRÓL) - MUNKADARAB-VÁLTÁS (PALETTA) - MÉRÉS, FELÜGYELET. MEGMUNKÁLÓ KÖZPONTOK.")
92
A számvezérlésű gépek vezérlési rendszerei
Ahány tengely összhangban vezérelhető, annyi dimenziós pályavezérlésről (D) beszélhetünk. Tehát a dimenziószám az eredő sebességvektor különböző tengelyek irányába eső sebességkomponensek száma. Ha az NC nem képes minden tengelyt összhangban mozgatni (azaz pályavezérelni) a fennmaradó (csak szakaszvezérelhető) tengelyeket fél dimenziószámmal jelölték. A felső ábra 2D pályavezérlést, az alatta levő ábra 2.5D pályavezérlést mutat. Ez utóbbi "teraszos" megmunkálást jelent, azaz síkban (2D) pályavezérelhető és a harmadik tengely mentén szakaszos elmozdulást eredményez. 2D 2,5D
 beszélhetünk. Tehát a dimenziószám az eredő sebességvektor különböző tengelyek irányába eső sebességkomponensek száma. Ha az NC nem képes minden tengelyt összhangban mozgatni (azaz pályavezérelni) a fennmaradó (csak szakaszvezérelhető) tengelyeket fél dimenziószámmal jelölték. A felső ábra 2D pályavezérlést, az alatta levő ábra 2.5D pályavezérlést mutat. Ez utóbbi teraszos megmunkálást jelent, azaz síkban (2D) pályavezérelhető és a harmadik tengely mentén szakaszos elmozdulást eredményez. 2D. 2,5D.")
93
A számvezérlésű gépek vezérlési rendszerei
Valódi térbeli alakzatok általában 3-5D pályavezérléssel munkálhatók meg, mert a geometria lekövetése mellett a maró optimális élszögeit is be kell állítani. A fenti ábra egy térbeli alakzat megmunkálását mutatja. Az alsó ábrán egy DECKEL MAHO DMU 70 eVolution 5 tengelyes megmunkáló-központ látható. 3-5D

94
Folyamatos 5 tengelyes megmunkálás szimulációja

95
Köszönöm a figyelmet

Hasonló előadás