Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Solder Paste Inspection System
Az Spi rendszer Solder Paste Inspection System Gergye Árpád NK: H2IZSE

2
Mi is az Spi rendszer? Az elektronikai panel gyártásánál a selejtek 80%-a a nem megfelelő pasztázásból adódik. A 3D SPI (Solder Paste Inspection) panelvizsgálattal ez a százalékos arány minimálisra csökkenthető. A rendszer egy 3D-s képalkotási eljárással vizsgálja meg a pasztázott alkatrész lábhelyeit, melyet árnyékmentes Moiré Technológiával ér el.
 panelvizsgálattal ez a százalékos arány minimálisra csökkenthető. A rendszer egy 3D-s képalkotási eljárással vizsgálja meg a pasztázott alkatrész lábhelyeit, melyet árnyékmentes Moiré Technológiával ér el.")
3
Az spi alkalmazásának előnyei
Mint már tudjuk: az elektronikai panel gyártásánál a selejtek 80%-a a nem megfelelő pasztázásból adódik. Mi történik, ha ez az arány minimálisra csökkenthető? Egyértelmű haszonnövekedés t Without SPI With SPI $

4
A moiré-módszer

5
A Moiré-módszer A mérési feladatok döntő többségénél elengedhetetlen, hogy az egyes mérési pontokból származó információ egyidejű legyen és a felületet ne terhelje mérőnyomásból eredő deformáció. Ezekre a problémákra egyszerre ad megoldást a moiré-módszer.

6
A Moiré-módszer A moiré-jelenség létrejötte két eltérő térfrekvenciájú periodikus struktúra egymásra hatásának az eredménye, tehát a jelenség az interferencia egy speciális esetének tekinthető. Az adott rendezettséget mutató alapcsíkozatok együttesen egy, az alapcsíkozatok bármelyikétől eltérő, eredő csíkozatot hoznak létre. Nyilvánvaló, hogy az eredő csíkozat egyértelmű kapcsolatban van az őt létrehozó alapcsíkozatokkal. A moiré-jelenség méréstechnikai alkalmazásának alapgondolata az, hogy az eredő jelenségből visszafejthető az objektum egyik állapota a másik – vagy a referencia – ismeretében.

7
A moiré-jelenség

8
A Moiré-módszer Az alapcsíkozatok egymásra hatásának eredményeként jön létre a moiré- jelenség, mely a mért vagy vizsgált felületet a térképek szintvonalaihoz hasonló, de annál általánosabb módon írja le. A moiré-jelenség megjelenési formája a mért felületen keletkező moiré-csík, mely általános esetben a felületnek egy adott síktól – a referenciasíktól – egy adott függvény szerint leírható távolságra lévő pontjait köti össze.

9
A Moiré-módszer Idealizált esetben az elrendezés geometriai paramétereinek megválasztásával elérhető, hogy az egymást követő moiré-felületek síkok, és egyenközűek legyenek. Ilyen esetben a moiré-felületek által leírt térrészben elhelyezkedő mért felületeket a moiré-csíkok a térképek szintvonalaihoz hasonlóan irják le, hiszen a referenciafelületnek a tengerszint által képviselt sík felel meg, és a felületi domborzatnak a tengerszinttől egyenlő magasságban levő pontjait a térkép szintvonalai kötik össze. A szintvonalak közötti távolságot a térkép nagyítása, illetve a domborzat jellege határozza meg, célul tűzve ki a szemléletes ábrázolást. Az igazi feladat az ideális moiré-képen látható moiré-csíkokbol a mért felület harmadik dimenziójának a visszaállítása, azaz a térképes hasonlattal élve a térképen látható szintvonalak segítségével megadni, hogy az adott domborzati pont milyen tengerszint feletti magasságban található.

12
Az Spi rendszerek alapelve

13
Az SPI rendszerek alapelve
1.Egy fehér fényforráson át, egy jól definiált periodikus rácsot vetítünk a vizsgált tárgyra. 2. A nagy felbontású CCD kamera négy alkalommal rögzíti a kivetített képet, amely információkat tartalmaz az objektum magasságáról minden képponton. 3. Ahogy a négy rögzített kép feldolgozásra kerül, az információkat az objektum magasságáról a négy kép és a referencia közti interferencia jelentősen felerősíti . 4. Ez lehetővé teszi, hogy 3D-s képeket készíthessünk minden pasztáról, megmérhessük a térfogatát és ellenőrzi tudjuk a deformációját, és így tovább.

14
Rendkívül megbízható és pontos 3D mérés

15
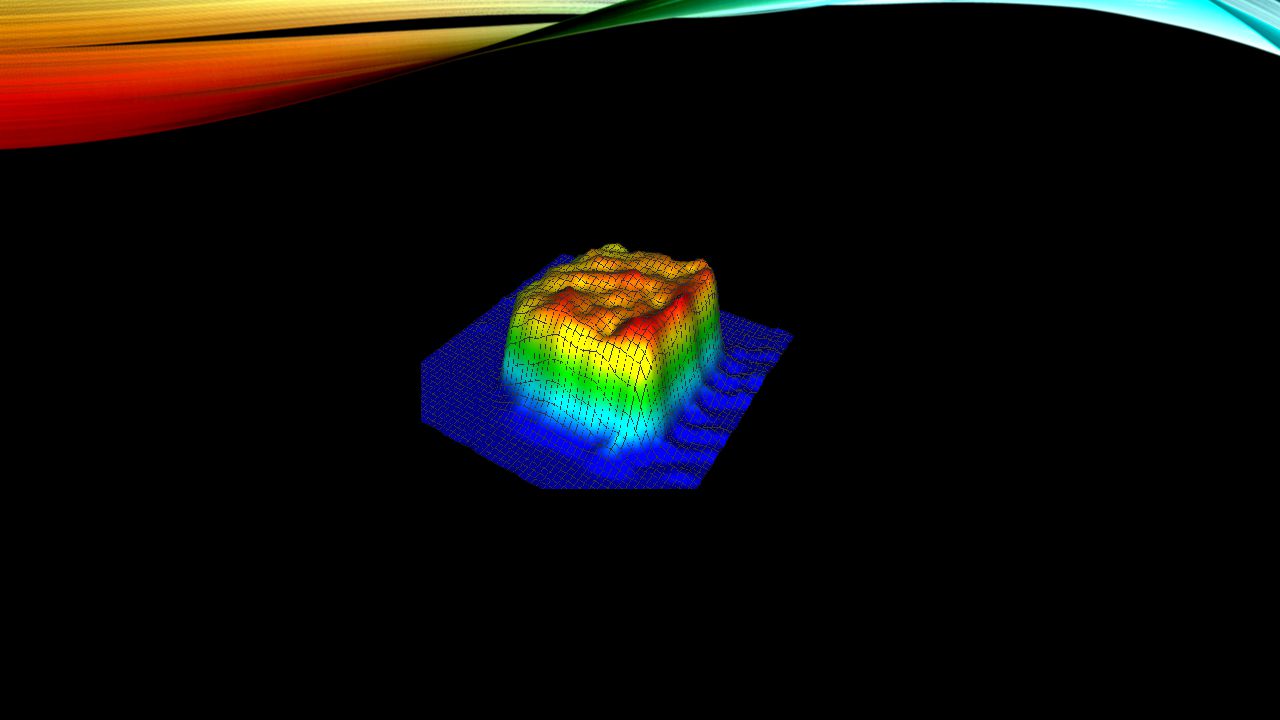
A pasztaTérfogat kiszámítása
3D-s profilometriai módszer alkalmazásával, a rendszer képes mérni a hiteles pasztamennyiségét a nyákon, durva közelítés vagy egyszerűsítés nélkül. A rendszer kiszámítja minden pixelterülethez (20x20 ㎛2) az ahhoz tartozó pasztamagasságot, ebből kiszámítja a térfogatot és ezek összegzésével kiszámítja a paszta térfogatát. Vizsgált terület Magasság pixelenként
 az ahhoz tartozó pasztamagasságot, ebből kiszámítja a térfogatot és ezek összegzésével kiszámítja a paszta térfogatát. Vizsgált terület. Magasság pixelenként.")
16
Példák közelítésre és egyszerűsítésre
Néhány magassági érték mérésével csak egyszerűsített eredmény kapható a térfogatra. Ez értelmetlen mérési eredményekhez vezethet. Valós térfogat Egyszerűsített térfogat További hátrányok az egyszerűsített mérésnél: Téves eredmény (normál mennyiséget hiánynak érzékeli a rendszer, …) Az alakdeformációk felismerése lehetetlenné válik 140 170 150
 Az alakdeformációk felismerése lehetetlenné válik")
17
Az árnyékmentesség fontossága
A KohYoung cég innovációja

18
A háromszög elrendezésű ellenőrzőrendszerek tipikus felépítése
Árnyék:A 3D-s méréseknél a legáltalánosabb probléma az egyoldali vetítésből ered. A mérési eredmény ezáltal pontatlan és bizonytalan lesz. A paszta elhelyezkedése: A paszta elhelyezkedéséből adódóan az árnyék mérete is más és más lesz. Tehát egy paszta két különböző elhelyezése esetén más eredményt kapunk.

19
Mi a megoldás? A bal-és jobboldali vetítés! Több kép bal és jobb oldalról egyaránt. Az eredmény: Árnyékmentes kép. Amely lehetővé teszi a tényleges pasztaállomány mérését.

20
Árnyékmentes vetítés

21
A KohYoung innovációja

22
A vetítési szög kérdése
A KohYoung 67,5°-os vetítési szöget használ. Meredekebb vetítési szöggel az egyoldali árnyék hossza csökken: Például: A paszta magassága 150 µm minimális pasztatávolság 63 µm. Míg abban az esetben ha x=45°, akkor a minimális pasztatávolság megegyezik a pasztamagassággal (150 µm) .
 .")
23
A nyák görbületének kompenzációja

24
Kiterjesztett vizsgált terület
A referenciapontok A paszta apróbb görbületei meghamisíthatják a mérési eredményeket. Ezért a rendszer minden paszta körül méri az azt körülvevő területet és referenciaként használja azt, a mérni kívánt területen. (Referenciapontok) Ez lehetővé teszi a görbületek dinamikus kompenzációját. Referenciapontok Kiterjesztett vizsgált terület
 Ez lehetővé teszi a görbületek dinamikus kompenzációját. Referenciapontok. Kiterjesztett vizsgált terület.")
25
A Darf mérési technológia
A KohYoung saját mérési technológiája, a DARF lehetővé teszi, hogy a görbült (±5 mm) nyákon levő paszták mérése sokkal pontosabb legyen. ( DARF: Dynamic Auto zero-Reference Finding ) A DARF dinamikusan méri minden pad-nél a zéró-referenciapontokat, így biztosít jobb felbontást és nagyobb pontosságot.
 nyákon levő paszták mérése sokkal pontosabb legyen. ( DARF: Dynamic Auto zero-Reference Finding ) A DARF dinamikusan méri minden pad-nél a zéró-referenciapontokat, így biztosít jobb felbontást és nagyobb pontosságot.")
26
Magasságreferencia (a) + (b) Valós pasztamagasság
(a) A pad és környezetének magasságkülönbsége (b) A paszta és környezetének magasságkülönbsége (a) + (b) Valós pasztamagasság Nem szükséges minden referenciamagasságot megadni pad-enként. A rendszer automatikusan szert tesz ezekre az információkra a kiterjesztett terület vizsgálatával. (Gyorsabb programozás)
 A pad és környezetének magasságkülönbsége. (b) A paszta és környezetének magasságkülönbsége. (a) + (b) Valós pasztamagasság. Nem szükséges minden referenciamagasságot megadni pad-enként. A rendszer automatikusan szert tesz ezekre az információkra a kiterjesztett terület vizsgálatával. (Gyorsabb programozás)")
27
További fontos tulajdonságok

28
Csak A paszta pontos méretei (!)
A rendszer beprogramozása A csupasz nyák paramétereinek megadása Off-line 3. A rendszer felépíti a vizsgált tartományok 3D-s modelljét. 4. Majd eltávolítja a nyák 3D-s modelljét, így csak a paszta marad. 5. Végül kiszámítja a paszta tényleges térfogatát. In-line

29
Automata nyákfelismerés
A rendszer biztosítja a különböző gyártóktól származó nyákok automatikus felismerését, az előzőleg bevitt adatok ( „korábban beszkennelt nyákok” ) segítségével, így azok tulajdonságai ( pasztahelyek, … ) már ismertek a rendszer számára, így a programozási folyamat ideje tovább csökken. Programozói grafikus felület Nyáktípusok Nyákok más-más gyártóktól
 segítségével, így azok tulajdonságai ( pasztahelyek, … ) már ismertek a rendszer számára, így a programozási folyamat ideje tovább csökken. Programozói grafikus felület. Nyáktípusok. Nyákok más-más gyártóktól.")
30
Hibahatár beállítása A beállítási lehetőségek megengedik, hogy más-más szempontok kerülhessenek előtérbe az ellenőrzés és a visszacsatolás során. A riasztási szintek a hibamegelőzést teszik lehetővé. +70% +50% -30% -50%

31
Áttekinthető Kezelői felület

32
hibatípusok Az SPI rendszerek nemcsak a hiányos, vagy túlzott mennyiségű pasztát, vagy az áthidaló és pozíció-hibákat tudják észlelni, hanem az alakdeformációkat is, normál mennyiségű paszta mellett.

33
Normal Excessive Insufficient Shape deformity 1 Shape deformity 2

34
i. pasztahiány A felvitt pasztamennyiség kevesebb, mint amennyit a felhasználó megkíván.

35
ii. Pasztatöbblet A felvitt pasztamennyiség több, mint amennyit a felhasználó megkíván. A túlzott pasztamennyiség eredményezhet nem kívánt kapcsolat a pad-ek közt. Ez „áthidaló” hibához vezet. Áthidaló hiba

36
III. Pozícióhiba A paszta nem a kívánt helyen van.

37
iV. „Áthidaló” hiba A túlzott mennyiségű paszta vagy a deformáció okozhat átfolyást (áthidalást) két pad között, ami rövidzárlathoz vezethet.
 két pad között, ami rövidzárlathoz vezethet.")
38
v. alakdeformáció/1 A paszta „farok” típusú deformációja áthidaló hibához vezethet.

39
v. alakdeformáció/2 A „középen hiányos” (középen kapart = center-scraped) típusú deformáció. A hiba az ’a’ és ’b’ magasságok különbségéből ered. Hasonlóan az előző hibatípushoz, ez is „áthidaló” hibához vezethet.

40
A modell és a valóság

41
Az SPI rendszer működés közben

42
Az SPI rendszer működés közben

43
Az SPI rendszer működés közben

Hasonló előadás
 a televíziókhoz hasonló számítógép- képernyő vagy monitor. A monitort egy kábel köti.>")











. FRAME-k A frame-ek (keretek) segítségével a képernyőt felosztva egyszerre jeleníthetünk meg több webes dokumentumot a képernyőn. Fejlec.html.>")



 kerülete K1= (4/3)K0= 4,>")

>")
