Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
LÉZER FEJLESZTÉS, GYÁRTÁS ÉS BÉRMUNKAVÉGZÉS A LASRAM KFT.-NÉL
Lézer a szersz.gy.jav.ter. Felrakó hegesztés Lasram KOO lehetőségek

2
Lézerek a szerszámgyártásban és a formakészítésben
Felrakó hegesztés I. (drót) Felrakó hegesztés II. (por) Feliratozás 3D-struktúrák kialakítása Tisztítás Polírozás A lézer formába hozza a szerszámot Vágás (pl. „degating”) Hegesztés (pl. műanyag) Felületi edzés Szinterezés
 Felrakó hegesztés II. (por) Feliratozás. 3D-struktúrák kialakítása. Tisztítás. Polírozás. A lézer formába hozza a szerszámot. Vágás (pl. „degating ) Hegesztés (pl. műanyag) Felületi edzés. Szinterezés.")
3
Automatizált megoldások: anyageltávolítás, strukturálás
Lézer: Q-kapcsolt Nd:YAG,100W Scanner fej

4
Automatizált megoldások: martenzites edzés
Lézeres edzés szabályozott hőmérséklet minimális alaktorzulás akár lokálisan is alkalmazható önbeedződés

5
Kézi technológia: felrakó hegesztés
Minél finomabb, annál inkább lézer formák és szerszámok gyártási hibáinak javítása gyors prototípus (RP) gyártás (alkatrész- vagy szerszámgeometria módosítása) kopáshoz kötődő karbantartási feladatok kopásállóság lokális javítása
 gyártás (alkatrész- vagy szerszámgeometria módosítása) kopáshoz kötődő karbantartási feladatok. kopásállóság lokális javítása.")
6
A lézeres eljárás besorolása
Összehasonlítás a hagyományos eljárásokkal (WIG, plazma): a kisebb energiabevitel miatt kisebb az anyag hőterhelése is (keskeny hőhatászóna) a koncentrált energiabevitel precíz lokális megmunkálást biztosít, még zavaró élek, kontúrok közvetlen közelében, ill. szűk geometriák esetén is a gyorsabb felhevítési és lehűlési sebességek finomabb szemcseméretet, így nagyobb (60 HRC feletti) keménységet eredményeznek a kevesebb felvitt anyagmennyiség kevesebb utánmunkálást igényel A lézeres felrakó hegesztés ezáltal optimális kiegészítése a hagyományos módszereknek
: a kisebb energiabevitel miatt kisebb az anyag hőterhelése is (keskeny hőhatászóna) a koncentrált energiabevitel precíz lokális megmunkálást biztosít, még zavaró élek, kontúrok közvetlen közelében, ill. szűk geometriák esetén is. a gyorsabb felhevítési és lehűlési sebességek finomabb szemcseméretet, így nagyobb (60 HRC feletti) keménységet eredményeznek. a kevesebb felvitt anyagmennyiség kevesebb utánmunkálást igényel. A lézeres felrakó hegesztés ezáltal optimális kiegészítése a hagyományos módszereknek.")
7
A WIG és a lézer összehasonlítása
1cm WIG Lézer

8
Csiszolatok típ. acél felrakó hegesztése, előmelegítés nélkül

9
1. példa: SW Select (Rofin-Baasel) – kis méretű alkatrészek hegesztése
Kicsi, de sokat tud ideális kis és közepes méretű alkatrészekhez (kb. 50 kg –ig) a korábbi SW Performance modell (több mint eladott rendszer, napi használatban) tapasztalataira épült
 a korábbi SW Performance modell (több mint eladott rendszer, napi használatban) tapasztalataira épült.")
10
2. Példa: SW Tool Integral (Rofin-Baasel) – egy sokoldalú gép a szerszámipar számára
A szerszámgyártás és formakészítés klasszikus modellje formák és szerszámok felrakó hegesztése 350 kg-ig pulzált Nd:YAG lézer: 100W, 100J, 20 Hz ergonomikus ”All-In-One” berendezés szabadalmaztatott „SweetSpot” technológia nagypontosságú, állandó impulzusokhoz impulzusalak formálása: a lézerimpulzus legoptimálisabb illesztése az alapanyaghoz darus alkatrészbehelyezés lehetősége irányítható megmunkáló optika

11
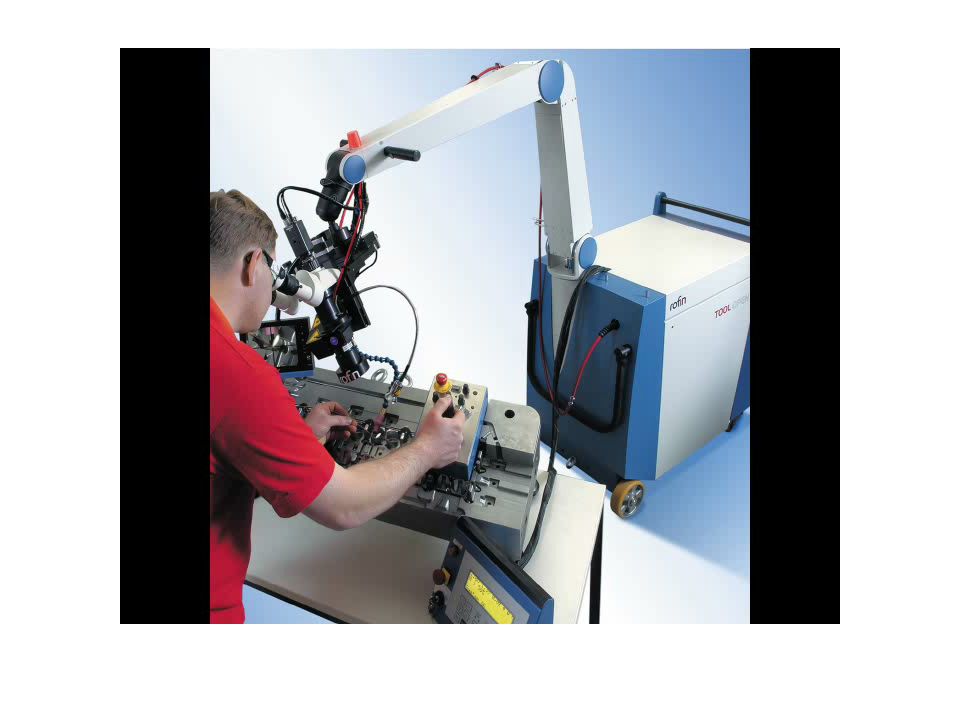
3. példa: SW Tool Open (Rofin-Baasel) – nagy méretű alkatrészek hegesztése
A lézer megy a munkadarabhoz 150W, 100J, 10kW – a szerszám-gyártás legsokoldalúbb hegesztő-berendezése a legerősebb lézerforrással nyitott lézeres rendszer közvetlenül a munkadarab mellett egyszerű pozícionálás a munkaterület felett robusztus felfüggesztés segítségével

12
StarWeld Tool Open a nagyméretű darabokhoz
Motorosan állítható megmunkáló optika x-y-z irányban a maximális pontosság elérése érdekében Egyedülálló megfigyelőrendszer: mikroszkóp vagy trinokulár kamerával

13
StarWeld Tool Open – flexibilis és mobil
Tetszőleges helyen üzemeltethető univerzális alkalmazás robusztus kivitel gyors üzemkésszé tétel Mikroszkóp szálkereszttel Opcionális kamera 3 tengelyes motoros megmunkálóoptika mozgatás

14
Alkalmazások

15
Alkalmazások

16
Gyakorlati példa: fröccsöntő szerszám
Kis hiba, nagyhatású beavatkozás legapróbb javítások a nagyméretű szerszámokon is szétszedés nem szükséges Alapanyag: Segédanyag: LA Átmérő: 0,4mm Keménység: 37 – 42 HRC

17
Gyakorlati példa: fröccsöntő szerszám
A munkadarabon is, nemcsak mellette nagy hatósugár (max .10 m) gyors felkészülés kis helyigény Alapanyag: Segédanyag: LA Átmérő: 0,4mm Keménység: 37 – 42 HRC
 gyors felkészülés. kis helyigény. Alapanyag: Segédanyag: LA. Átmérő: 0,4mm. Keménység: 37 – 42 HRC.")
19
Beleértve a védőgáz, a segédanyag és a pótlámpák költségeit
Gazdaságossági mutató pl. az SW Tool típusnál Már 18,- € / órától Beleértve a védőgáz, a segédanyag és a pótlámpák költségeit A számítás alapja : Gépár : 75 e € (SW Tool Integral) Amortizáció : 4 év Kamatláb : 5,5 % 1.700 üzemóra / év
 Amortizáció : 4 év. Kamatláb : 5,5 % üzemóra / év.")
20
Összefoglalás Megfelelő lézertípust a szerszámipar és formakészítés bármely hegesztési feladatához ! kg kg kg

Hasonló előadás










>")








