Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Gépszerkezettan

2
Nem oldható kötések Ha egy kötéssel szemben nem követelmény a roncsolásmentes bonthatóság, vagyis az összekötött alkatrészek szétszerelhetősége – ún. nem oldható kötéseket alkalmaznak. Ilyen kötésnek tekintjük a szegecskötést, a hegesztést, a forrasztást és a ragasztást.

3
Szegecsek és szegecskötések
A szegecsek hengeres szárral készülő kötőelemek, amelyek végére a szegecskötés létrehozásakor képlékeny alakítással zárófejet alakítunk ki. A gyakorlatban alkalmazott szegecsfajták alakját, méreteit és anyagait szabványok írják elő.

4
Szabványos szegecstípusok:
félgömbfejű alacsony félgömbfejű trapézfejű süllyesztett fejű lencsefejű lemezszegecs szíjszegecs csőszegecs

5
A szabványos szegecsek méretválasztékát méretpótló betűjeleik alapján állapíthatjuk meg a megfelelő szabványból, vagy szerkesztési segédletek táblázataiból. A szegecsek jellemző méretei a d szárátmérő és az l szárhossz.

6
Szegecskötés A szegecseket a gyakorlatban nyírásra méretezik. A méretezésnél figyelembe kell venni azt is, hogy a kötést létrehozó szegecseknek hány nyírt keresztmetszetük van. Az egynyírású szegecskötést másképpen átlapolt, a kétnyírásút pedig hevederes szegecskötésnek nevezzük.

7
Átlapolt és hevederes szegecskötés összefüggései

8
Végeredményben az egy szegeccsel átvihető nyíróerő
k: a nyírt keresztmetszetek száma d: a szegecslyuk átmérője A szegecsenként átvihető erő a megengedett felületi nyomás alapján s: a lemezvastagság A szegecsméretezés során a szegecsátmérőt a lemezvastagság függvényében előzetesen – tapasztalati – úton felveszik, így végső soron a kötés kialakításához szükséges szegecsek számát kell kiszámítani a kötést terhelő erő ismeretében.

9
A szegecselt kötések jelképesen is ábrázolhatók az alábbiak szerint:

10
Szegecskötés jelképei fémszerkezetek rajzán:

11
Hegesztés, forrasztás, ragasztás
Hegesztés: azonos, vagy közel azonos összetételű fémek, illetve ötvözetek egyesítése hőhatással, fémhozaganyag hozzáadásával vagy anélkül. Felhasználási terület: gép- és járműipar (kazánok, tartályok, csővezetékek, sínek, alváz és karosszéria elemek,…) Előnyei: az összekötendő elemeket furatok nem gyengítik, az erőátadás nem pontszerű, lényeges, kb %-os súlymegtakarítás. A hegesztett kötést meghatározza: a varratalak és méretei, a hegesztés módja, a hegesztés utáni megmunkálás (ha szükséges).
 Előnyei: az összekötendő elemeket furatok nem gyengítik, az erőátadás nem pontszerű, lényeges, kb %-os súlymegtakarítás. A hegesztett kötést meghatározza: a varratalak és méretei, a hegesztés módja, a hegesztés utáni megmunkálás (ha szükséges).")
12
Varrat: a hegesztés során megömlesztett majd megszilárdult anyag.
A varratok elhelyezkedését és vonalvezetését az összekötendő elemek alakja határozza meg, míg a varrat alakját az összekötendő elemek vastagságának ismeretében választhatjuk meg. A közös síkban elhelyezkedő elemeket (lemezeket) általában tompavarrattal kötjük össze. A tompavarrat kialakításának három fázisa:
 általában tompavarrattal kötjük össze. A tompavarrat kialakításának három fázisa:")
13
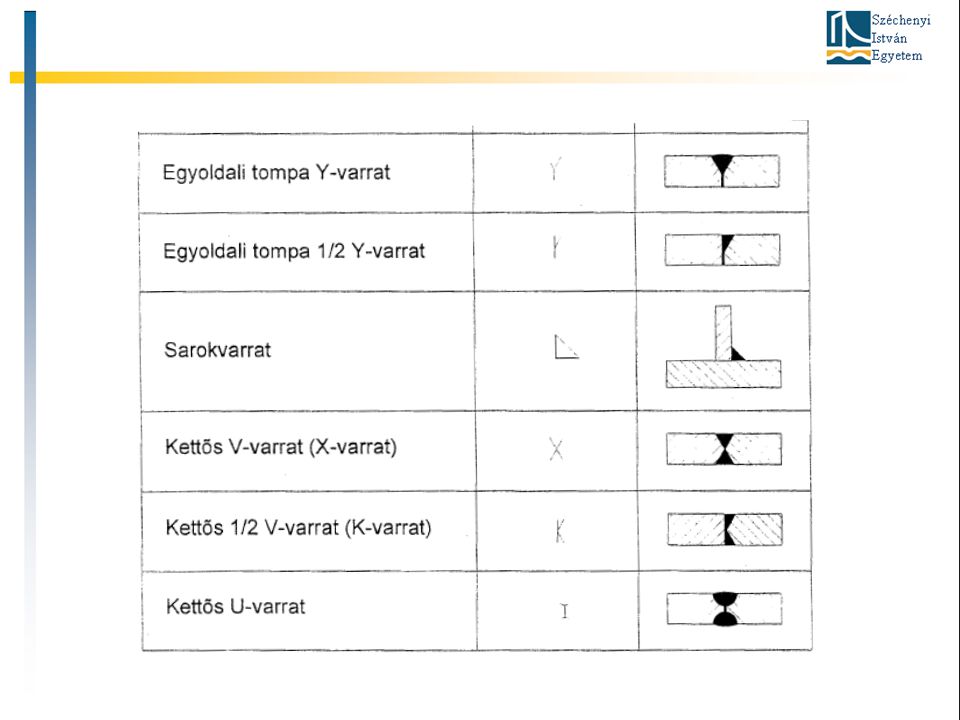
A különböző lemezvastagságokhoz ajánlott varratalakok

14
Egymáson átlapolt és egymásra merőleges lemezek kötésénél különféle elhelyezésű és kialakítású sarokvarratot használunk. Domború homlokvarrat Lapos oldalvarrat Homorú sarokvarrat

15
Éleikkel illeszkedő lemezek összekötése élvarrattal
Három lemezvég összekötése T varrattal

16
Ha adott alapra kör vagy hosszúkás lemezt akarunk erősíteni és a lemez külső kerületén varrat nem helyezhető el, akkor lyuk- vagy horonyvarrattal hozzuk létre a kötést.

17
A hegesztett kötések optimális kialakításának szempontjai:
a hegesztési varrat mindig feszültséggyűjtő hely; ezek a feszültségek nagy mértékben függnek a varrat vonalvezetésétől, a hegesztési eljárástól és a hegesztő gyakorlottságától; a hosszú vékony varratokat előnyben kell részesíteni a rövid vastag varratokkal szemben; több varrat találkozását lehetőleg kerülni kell;

18
ha adott helyre homlok- és oldalvarrat egyaránt kialakítható,
akkor oldalvarratot készítsünk, mert azonos méretek mellett a szilárdsága sokkal kedvezőbb; szilárdsági szempontból az önmagukban záródó varratok a legjobbak; lehetőleg olyan helyen alakítsunk ki varratot, ahol annak igénybevétele húzás vagy nyomás (a nyírást, a csavarást és a hajlítást, ha lehet kerüljük).
.")
19
A hegesztési varratok szilárdsági méretezése
Az ébredő feszültségeket csak közelítően tudjuk meghatározni. Abból a feltevésből indulunk ki, hogy a varrat anyagának szilárdsági jellemzői az alapanyagéval hasonlóak. A különböző hegesztési technológiákhoz és varrat-igénybevételekhez varratgyengítési tényezőket határoztak meg:

20
Szilárdsági méretezéshez a húzás, nyomás és nyírás esetében figyelembe vehető varratkeresztmetszet a varrat hosszának és vastagságának ismeretében határozható meg. A varratvastagság sarokvarratnál Tompavarrat esetében a varrat vastagságát a kötésben résztvevő vékonyabb elem vastagságára vehetjük.

21
A hegesztési varratok megadása a rajzon
Kirajzolt folytonos varrat

22
Kirajzolt szakaszos varrat

23
Jelképes ábrázolás

24
Hegesztett varratok alapjelei

26
Hegesztett varratok kiegészítő jelei

27
Hegesztett varratok kiegészítő adatai

28
A hegesztési rajzjel felépítése
referenciavonal és mutatóvonal; a kötés alapjele (ha szükséges, kiegészítő jelekkel); a kötés jellemző adatai; különleges előírások (ha kell). A rajzjelek elhelyezése
; a kötés jellemző adatai; különleges előírások (ha kell). A rajzjelek elhelyezése.")
29
Adott hegesztési varrat méretmegadása
6mm méretű, domború felületű V-varrat 300mm hosszon, gyökoldalon utánhegesztve, bevont elektródás ívhegesztéssel.

30
Forrasztás Célja: mechanikus vagy elektromos kapcsolat létrehozása két vagy több alkatrész között. Csak a hozaganyagot olvasztjuk meg, amely a tervezett kötés helyén újból megdermedve adhéziós kapcsolatot hoz létre az összekötendő elemek között. Ehhez a felületeket megfelelően tisztítani kell. Fajtái: keményforrasztás: viszonylag nagyobb szilárdságú kötések; lágyforrasztás: viszonylag kis mechanikai szilárdságú, de biztonságos elektromos kapcsolatok létrehozása érdekében.

31
A lágyforrasztás anyagai eszközei és segédanyagai

32
A felületek tisztítására gyantát vagy forrasztózsírokat használunk, a forrasztást elektromos fűtésű forrasztópákával végezzük . A keményforrasztás eszközei, anyagai és segédanyagai Általában a gázhegesztés eszközeit használjuk, a forrasztópálca réz és ezüst alapanyagú (olvadáspontja oC). Az alkalmazott folyósító- és tisztítószer a bórax.
. Az alkalmazott folyósító- és tisztítószer a bórax.")
33
A forrasztás előnyös tulajdonságai:
az alacsony forrasztási hőmérséklet, nem keletkeznek hő okozta feszültségcsúcsok, elhúzódások, repedések, jó a villamos vezetőképesség, jók a tömítési tulajdonságok, mivel a forraszanyag rugalmassági modulusa általában kisebb az alapanyagénál, ezért a kötés rugalmasabb. Hátrányos tulajdonságai: az aránylag kis terhelhetőség, a gondos előkészítés igénye, a forraszanyagok viszonylagos drágasága.

34
A forrasztott kötések méretezése
A legkedvezőbb forrasztási varrat a nyíró igénybevételnek kitett átlapolt vagy hevederes kialakítás. A forrasztás húzó igénybevételre kevésbé alkalmas. A szilárdsági méretezést egyenletes nyírófeszültség eloszlás feltételezésével végezzük: Az egyszerűsített méretezés alapegyenlete: ahol: b: a lemez szélessége, l: az átlapolás hossza. A kötést az alapanyaggal egyenértékű teherviselésre méretezve:

35
Ragasztott kötések Előnye: az érintkező felületek teljes terjedelmében biztosítja a kötést, elmaradnak a szegecsek számára készített lyukak, amelyek helyi feszültségcsúcsokat okozhatnak, nincs szükség az anyagok helyi felmelegítésére, amelyek hegesztésnél az anyag vetemedésével járó feszültségeket okozzák, a különböző fémek összekötésén kívül fémes-nemfémes kapcsolat is létesíthető.

36
Lemezek ragasztott kötése:
kötés korcolással átlapolt kötés kötés tompa illesztéssel

37
Ragasztott csőkötések:
Tokos kötés Kötés tágítással A ragasztóanyag felvitele előtt a ragasztandó felületeket tisztítani (zsírtalanítani) kell és csiszolással, homokszórással célszerű érdesíteni.
 kell és csiszolással, homokszórással célszerű érdesíteni.")
38
A ragasztott kötések kialakítási szempontjai:
A ragasztott kötések szilárdsága csak részben függ a felhasznált ragasztó tulajdonságaitól. Nagymértékben befolyásolja azt a kötés helyes, vagy helytelen szerkezeti kialakítása is. Elsősorban nyíró igénybevételnek tehető ki, ezért terhelőerő irányú átlapolt vagy hevederes kötést célszerű kialakítani. Nagy hajlító igénybevétel hatására megindul a lefejtődés, a lemezszélek felválása és csökken a kötés szilárdsága. A lefejtődés veszélyét csavarkötéssel, szegecseléssel, ponthegesztéssel, a lemezszél aláhajtásával, vagy kettős lemezvég kialakítással lehet elhárítani.

Hasonló előadás
















>")


 Mi történik? A gyantával ellátott alkotóelemek xy síkban egymáshoz képest a végleges helyükre kerülnek.>")