Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
MUNKAESZKÖZÖK, TECHNOLÓGIÁK BIZTONSÁGA

2
Anyagmegmunkálás: Anyagok megmunkálásán az azokra jellemző tulajdonságokkal bíró alapanyagok jellemzőinek valamely kívánt cél elérése érdekében történő megváltoztatását értjük. Az anyagok tulajdonságainak csoportosítása: fizikai, kémiai, mechanikus, és technológiai tulajdonságok. 2

3
Anyag tulajdonságok Fizikai tulajdonságok, amelyek leírják az anyag:
– külső állapotát (pl. halmazállapot) – külső állapotváltozásait (pl. alaki változás) – fizikai jellemzőit (pl. sűrűség, olvadáspont) Kémiai tulajdonságok, melyek leírják az anyag: – felépítését (pl. atomszerkezet) – vegyületeit (pl. ötvözhetőség) – átalakulásait (pl. elégetéskor) 3
 – külső állapotváltozásait (pl. alaki változás) – fizikai jellemzőit (pl. sűrűség, olvadáspont) Kémiai tulajdonságok, melyek leírják az anyag: – felépítését (pl. atomszerkezet) – vegyületeit (pl. ötvözhetőség) – átalakulásait (pl. elégetéskor) 3.")
4
Anyag tulajdonságok Mechanikai tulajdonságok, melyek leírják az anyag:
– mechanikai jellemzőit (pl. szilárdság) – viselkedését igénybevételre (pl. csavaró-, húzó-erők hatása) – alakíthatóság (pl. képlékeny alakváltozás) Technológiai tulajdonságok, melyek leírják az anyag: – viselkedését a megmunkálás során (pl. jól önthetőség) 4
 – viselkedését igénybevételre (pl. csavaró-, húzó-erők hatása) – alakíthatóság (pl. képlékeny alakváltozás) Technológiai tulajdonságok, melyek leírják az anyag: – viselkedését a megmunkálás során (pl. jól önthetőség) 4.")
5
Alakító technológiák Térfogatalakító eljárások
Kis felület a térfogathoz képest, a darab vastagsága változik az alakításkor. Kovácsolás, hengerlés, extrudálás (folyatás), húzás Lemezalakító eljárások Nagy felület a térfogathoz képest, a munkadarab vastagsága gyakorlatilag állandó az alakításkor. Kivágás, hajlítás, mélyhúzás, dombornyomás
, húzás. Lemezalakító eljárások. Nagy felület a térfogathoz képest, a munkadarab vastagsága gyakorlatilag állandó az alakításkor. Kivágás, hajlítás, mélyhúzás, dombornyomás.")
6
Alapvető fémmegmunkáló technikák
Porkohászat Öntés Képlékenyalakítási technológiák Darabolás, leválasztás, nyírás Forgácsolási megmunkálások Összeeresztő eljárás Hő- és mechanikus kezelések Felületi kezelések

7
A porkohászat folyamatai
Fémporok gyártása (színfémek, ötvözetek, metalloidok) Fémporok osztályozása, keverése, adalékolása Porsajtolás Zsugorítás Utókezelés
 Fémporok osztályozása, keverése, adalékolása. Porsajtolás. Zsugorítás. Utókezelés.")
8
Por alapanyagok előállítása
Mechanikus aprítás Őrlés Forgácsolás Fémporlasztás Redukálás gázatmoszférában Karbonil eljárás Elektrolízis

9
Fémporok kezelése Osztályzás (alak és méret szerint)
Keverés (különböző porokat is) Adalékolás (elsősorban kenőanyagok a kedvezőbb sajtolás miatt) Cél: A felhasználás igényeinek megfelelő összetétel Kedvezőbb tulajdonságok a végterméknél
 Adalékolás (elsősorban kenőanyagok a kedvezőbb sajtolás miatt) Cél: A felhasználás igényeinek megfelelő összetétel. Kedvezőbb tulajdonságok a végterméknél.")
10
Sajtolás Kétirányú sajtolással a sűrűség eloszlás egyenletesebb, mint egyirányú sajtoláskor A keletkezett előgyártmány rideg, törékeny

11
Zsugorítás vagy szinterelés
Célja a por szemcsék egyesítése Magas hőmérsékleten, speciális atmoszférában, hosszabb ideig tartó folyamat Végeredmény: nő a szilárdság, sűrűség (csökken a porozitás), homogén szerkezet alakul ki.
, homogén szerkezet alakul ki.")
12
A zsugorításkor végbemenő folyamatok
Izzítás ideje Sűrűség Szilárdság Képlékenység Sajtolt darab Hidak a részecs-kék között A részecs-kék össze-nőnek A póru-sok eltűnnek

13
A zsugorított termékek utókezelése
Kalibráló sajtolás: növeli a méretpontosságot Hidegfolyatás, zömítés: módosítja az alakot és növeli a szilárdságot Porózus alkatrészeknél impregnálás: tömörít, csapágyaknál kenőanyaggal töltik fel a pórusokat Esetenként forgácsolás

14
Alkalmazás: Keményfém lapkás szerszámok
A keményfém lapkák volfrám és titánkarbid porból, kobalt kötőanyaggal készült porkohászati termékek Nagy teljesítményű forgácsoló szerszám lapkákat készítenek belőlük

15
Alkalmazási terület Öntés, kovácsolás, hidegfolyatás helyett alkalmazható Forgácsoláshoz képest jelentős anyagmegtakarítás Alakkal kapcsolatos kötöttségek vannak (alámetszés, éles sarok nem lehet)
")
16
Összehasonlítás: 3 féle hajtórúd előgyártmány
Kovácsolt Öntött Porkohá-szati Anyagköltség Jó 5 Közepes 3 Előgyártmány költség Gyenge 1 Készremunkálás költsége Szilárdság

17
Összefoglalás A porkohászati úton előállított termékek gyártási folyamata: por előállítás, osztályzás és keverés, sajtolás, zsugorítás, utókezelés Előnyök: kedvező szerkezet, közel végső alakú gyártmány, más módon fel nem dolgozható anyagok így létrehozhatók Alkalmazás: rendkívül széles körű

18
Porkohászat folyamatainak veszélyei és a védelem módjai
Fémporok gyártása (aprítás, keverés, osztályozás) Repülő szilánkok (energia elnyelő burkolatok, egyéni védőeszközök). Szűkülő rések, forgó részek (burkolat). Por, zaj. (Szellőztetés, egyéni védőeszközök, szervezési intézkedések, orvosi vizsgálatok). Rezgések (Létesítési előírások, szervezési intézkedések). Áramütés Érintésvédelem. Tűz, robbanásveszély (Tűzvédelmi szabályok betartása).
 Repülő szilánkok (energia elnyelő burkolatok, egyéni védőeszközök). Szűkülő rések, forgó részek (burkolat). Por, zaj. (Szellőztetés, egyéni védőeszközök, szervezési intézkedések, orvosi vizsgálatok). Rezgések (Létesítési előírások, szervezési intézkedések). Áramütés Érintésvédelem. Tűz, robbanásveszély (Tűzvédelmi szabályok betartása).")
19
Porkohászat folyamatainak veszélyei és a védelem módjai
Porsajtolás: Nagy erőhatás, szűkülő rés, mechanikai veszélyek: test, testrészek, különösen végtagok zúzódásának, nyíródásának, el/levágásának, elkapásának, becsípésének, behúzásának, felcsavarásának veszélyei, valamint géprész és/vagy anyag okozta fellökés veszélye, Védekezés: Kétkezes indítás, védőkosaras védelem, indításgátló berendezés, fotocellás védelem, kézeltávolító szerkezet.

20
Porkohászat folyamatainak veszélyei és a védelem módjai
Zsugorítás, utókezelés: Fekete meleg Elkerítés, feliratozás. Egyéni védőeszközök. Járulékos veszélyforrások (villamos áram, zaj, rezgés). Érintésvédelem. Biztonsági szabályok betartása.
. Érintésvédelem. Biztonsági szabályok betartása.")
21
Halmazállapot változtatással járó meleg megmunkálási technológiák
öntés átolvasztás ötvözés

22
ÖNTÉS Öntés során: az olvadt fémet egy célszerűen kialakított üregbe – formába öntik . A megdermedt öntvény alakját, méretét a forma határozza meg. Alkalmazhatósága: egyedi-, sorozat-, és tömeggyártás Öntvényanyagok: acél, öntöttvas, könnyű- és színesfémek, …

23
Öntészeti technológiák
Öntés elvesző formába Öntés tartós formába öntés homokformába héjformázás keramikus formázás precíziós öntés kokillaöntés nyomásos öntés centrifugális öntés

24
Öntés homokformába A legismertebb és széles körben elterjedt öntési eljárás. Forma: az alkatrész alakjának megfelelő üreg – az alkatrész negatívja. A forma anyaga: 8-15% agyagtartalmú kvarchomok + kötő- és adalékanyagok Minta: a formaüreg kialakítására szolgál, a kész öntvény pozitívja, anyaga: fa, műanyag, fém Mag: az öntvény üregeinek kialakítására szolgál, anyaga: hőálló homokkeverék, a formához magtámaszok révén illeszkedik, bonyolult öntvények esetén lehet osztott

25
A homokformába öntés műveletei
öntvényrajz öntésre összeállított formaszekrény formából kiemelt (nyers) öntvény
 öntvény.")
26
Formázás és öntés

27
Héjformázás A minta fémből készül, amelyre agyag-mentes homokból és műgyantából készült kérget égetnek rá ( a mintalapot felmelegítik 250…280 oC-ra, ráerősítik a formázóanyag tartályra, majd 180 o –al átfordítják). Ezt a héjat 300 Co-on kikeményítik (térhálósodás), így jön létre a forma egyik fele, majd elkészítik a másik felet. A magokat magszekrényben készítik hasonló eljárással. A két felet összerakják (összeillesztik), formaszekrénybe teszik, körülveszik homokkal, és úgy öntik az alkatrészt. Előny: pontosabb a homokformánál.
. Ezt a héjat 300 Co-on kikeményítik (térhálósodás), így jön létre a forma egyik fele, majd elkészítik a másik felet. A magokat magszekrényben készítik hasonló eljárással. A két felet összerakják (összeillesztik), formaszekrénybe teszik, körülveszik homokkal, és úgy öntik az alkatrészt. Előny: pontosabb a homokformánál.")
28
HÉJFORMÁZÁS

29
HÉJFORMÁZÁS

30
Keramikus formázás Ez is egy héjformázási eljárás.
Formázókeverék: tűzálló, iszapszerű, finomszemcsés cirkon-lisztből, alumíniumoxidból és kvarchomokból álló massza, amelyet kötőanyaggal kevernek. Kötőanyag: hidrolizált etilszilikát. Ez a keverék a mintára juttatva megköt, utána lánggal szárítják és 1000 Co-on izzítják, majd beformázzák. Formázás után öntés következik a héjformázáshoz hasonlóan.

31
Precíziós öntés A minta viaszból készül, melyet fémformába sajtolva állítanak elő. A viaszmintát etil-szilikátos kvarchomok pépbe mártják, és a bevonatot rászárítják a mintára, a mártást-szárítást az előírt falvastagságig végzik. Ezután a kérges formából a viaszt kiolvasztják, majd a formát kiégetik, a magas hőmérséklet hatására a forma megszilárdul (keramizálódik). A héjformát formázókeretbe helyezik, a héj és a forma közti teret kvarchomokkal kitöltik. Előnyök: bonyolult alakú, viszonylag kis méretű, pontos öntvények készíthetők
. A héjformát formázókeretbe helyezik, a héj és a forma közti teret kvarchomokkal kitöltik. Előnyök: bonyolult alakú, viszonylag kis méretű, pontos öntvények készíthetők.")
32
Kokillaöntés A tartós formába való öntés termelékenyebb eljárás a homoköntésnél. Alak- és méretpontos, sima felületű, finom szövetszerkezetű öntvények készíthetők nagy sorozatban. Kokilla: fémforma – lemezgrafitos öntöttvasból vagy melegszilárd szerszámacélból készülnek. A kokillaöntés módozatai: Gravitációs kokillaöntés Kiszorításos öntés Kisnyomású kokillaöntés

33
Nyomásos öntés A kokillaöntés továbbfejlesztett gépesített változatának tekinthető. Alak- és méretpontos öntésmód (± 0,02 mm, jó felületi minőség). Az olvadékot nagy nyomással (7-100 MPa) sajtolják az öntőszerszámba, bonyolult alakú és/vagy vékonyfalú (1-3 mm), jó mechanikai tuljadonságokkal rendelkező öntvények gyártására alkalmas. Két változata: melegkamrás és hidegkamrás öntés.
 sajtolják az öntőszerszámba, bonyolult alakú és/vagy vékonyfalú (1-3 mm), jó mechanikai tuljadonságokkal rendelkező öntvények gyártására alkalmas. Két változata: melegkamrás és hidegkamrás öntés.")
34
Melegkamrás nyomásos öntés
( a nyomást gázzal vagy dugattyúval létesítik)
")
35
Hidegkamrás nyomásos öntés ( a fémet dugattyú préseli a fémformába)
")
36
Nyomásos öntéssel készült alkatrészek

37
Centrifugális öntés A forma (fém- vagy homokforma) forog (200 – 1400 ford/min), a folyékony fémet a centrifugális erő szorítja a falhoz, dermedés erőhatás mellett. Az eljárás forgásszimmetrikus öntvények gyártására alkalmas (csövek, hengerek, gyűrűk,…). Függőleges és vízszintes tengelyű változata ismert. Az öntvény tömör, pórusmentes, réteges kompozitöntvények is készítehetők (acél + kopásálló ötvözet). Előnye: nincs szükség magra, beömlőre és tápfejre.
 forog (200 – 1400 ford/min), a folyékony fémet a centrifugális erő szorítja a falhoz, dermedés erőhatás mellett. Az eljárás forgásszimmetrikus öntvények gyártására alkalmas (csövek, hengerek, gyűrűk,…). Függőleges és vízszintes tengelyű változata ismert. Az öntvény tömör, pórusmentes, réteges kompozitöntvények is készítehetők (acél + kopásálló ötvözet). Előnye: nincs szükség magra, beömlőre és tápfejre.")
38
Centrifugális öntés homokformába
Egyszer használható forma, forgástest gyártása

39
.. Öntés

40
Halmazállapot változtatással járó meleg megmunkálási technológiák veszélyei és a védelem módjai
Fröcskölés (olvadt, magas hőmérsékletű anyagrészek). Zárt védőruha. Védőszemüveg. Védőálarc. Szilikózis (öntőhomoktól, öntvénytisztítás). Szellőztetés, helyi elszívás. Légzésvédő eszközök. Orvosi vizsgálatok.
. Zárt védőruha. Védőszemüveg. Védőálarc. Szilikózis (öntőhomoktól, öntvénytisztítás). Szellőztetés, helyi elszívás. Légzésvédő eszközök. Orvosi vizsgálatok.")
41
Halmazállapot változtatással járó meleg megmunkálási technológiák veszélyei és a védelem módjai
Magas hőmérséklet, hősugárzás. Árnyékolás. Hővédő ruha, álarc, védőszemüveg. Szervezési intézkedések. Védőital. Szellőztetés.

42
Halmazállapot változtatással járó meleg megmunkálási technológiák veszélyei és a védelem módjai
Fekete meleg Elkerítés, feliratozás. Egyéni védőeszközök. Járulékos veszélyforrások (villamos áram, zaj, rezgés). Érintésvédelem. Biztonsági szabályok betartása.
. Érintésvédelem. Biztonsági szabályok betartása.")
43
Kohászati képlékenyalakító eljárások
Hengerlés Kovácsolás Varratnélküli csőgyártás Rúd-, huzal- és csőhúzás Rúd- és csősajtolás Ezek mind melegalakító eljárások (újrakristályosodási hőmérséklet felett végzett alakítások)
")
44
A technológiák áttekintése

45
A képlékeny, forgács nélküli fémalakító eljárások
A fémtestek alakjának, külső erőkkel az anyag szálszerkezetének megszakítása nélkül végrehajtott megváltoztatása. előnyei pl. a kedvező fajlagos gyártási költség nagy darabszámnál, nagy nyersanyag-megtakarítás, nagy anyagszilárdság, jó felületminőség és méretpontosság. A képlékeny alakító eljárások lehetnek meleg- és hidegalakító eljárások.

46
Melegalakítás jellemzői (halmazállapot változás nélküli)
Lágyulási folyamatok (megújulás, rekrisztallizáció), az alakváltozási képesség kevésbé korlátozott, a mikroszerkezet változása. kevésbé méretpontos termékek, rosszabb felületi minőség, kisebb fajlagos mechanikai terhelés, plusz hőterhelés.
, az alakváltozási képesség kevésbé korlátozott, a mikroszerkezet változása. kevésbé méretpontos termékek, rosszabb felületi minőség, kisebb fajlagos mechanikai terhelés, plusz hőterhelés.")
47
Tipikus meleg alakítási eljárások
Meleghengerlés, kovácsolás, varratnélküli csőgyártás, rúd-, huzal- és csőhúzás, rúd- és idom sajtolás,

48
Hengerlés A fémek tömegtermelésszerű képlékenyalakításának ez a módja, amelyben ellentétes forgásirányú hengerek az alakítandó anyagot megfogják, az anyag és a hengerfelületek között fellépő súrlódó erővel behúzzák, a hengerrésben az előirányzott mértékű és formájú alakítást a kívánt szelvényhosszon végrehajtják.

49
Főleg lemezek, rudak, sínek, profilok tömeggyártására
Meleghengerlés Az ellentétesen forgó hengerpár a munkadarabot megnyújtja. Főleg lemezek, rudak, sínek, profilok tömeggyártására

50
hosszirányú hengerlés
Meleghengerlés Széles termékeket sima felületű hengerek között, hosszú termékeket pedig hengerekben kialakított üregek (profilos üregű hengerek) segítségével hengerelnek. Idom (pl. körszelvény) Lemez, szalag hosszirányú hengerlés
 segítségével hengerelnek. Idom (pl. körszelvény) Lemez, szalag. hosszirányú hengerlés.")
51
Hengerjáratok duó trió kvarto hengerlési elrendezések

52
Hengerlő berendezések (hosszirányú)
")
53
Hengersorok Az egymást követő alakítási lépéseket célszerűen sorba rendezett hengerállványokon végzik Ilyenkor a hengerek beállításai a fogyási tervnek megfelelően követik egymást.

54
Keresztirányú hengerlés
A hengerlendő anyag a hengerek között forgó mozgást végez Ezzel az eljárással vállak, csapok alakíthatók ki hosszabb rudakon

55
Ferde irányú hengerlés
A szögben elhelyezett két forgó henger között a munkadarab forog és tengelyirányban halad Ilyen a menet-hengerlés és a Mannesmann-féle csőgyártás (lásd később) Menethengerlés (hidegen)
 Menethengerlés (hidegen)")
56
MELEGHENGERLÉS

57
Hengerlés veszélyei és elhárításuk lehetőségei
Kígyózó rúdanyagok kaszálása a padozaton (tájoló csapok talajba helyezése) Kézi hurkolásnál (behúzáshoz) az izzított munkadarabból adódó hő okozta veszély (egyéni védőeszköz használata, megfelelő nyélhosszúságú szerszám) Haladó lemezszerű munkadarabok szélei okozta vágás veszély (fegyelmezett munkavégzés) Szórással felvitt segédanyagok, pl. olaj, rozsdásodó gátló okozta elcsúszásveszély (rácsos padozatkialakítás, gyakori tisztítás)
 Kézi hurkolásnál (behúzáshoz) az izzított munkadarabból adódó hő okozta veszély (egyéni védőeszköz használata, megfelelő nyélhosszúságú szerszám) Haladó lemezszerű munkadarabok szélei okozta vágás veszély (fegyelmezett munkavégzés) Szórással felvitt segédanyagok, pl. olaj, rozsdásodó gátló okozta elcsúszásveszély (rácsos padozatkialakítás, gyakori tisztítás)")
58
Hengerlés veszélyei és elhárításuk lehetőségei
Anyagmozgatásra használt fogók visszavágódása a hengerekről (figyelmes munkavégzés, megfelelő testtartás) Előresietési sebesség okozta elütés (munkadarab elvezetése, elkerítés, figyelmes munkavégzés) Szűkülő rés okozta behúzás veszély (vészgomb hatására hengerek) Zaj okozta veszély (egyéni védőeszközök használata)
 Előresietési sebesség okozta elütés (munkadarab elvezetése, elkerítés, figyelmes munkavégzés) Szűkülő rés okozta behúzás veszély (vészgomb hatására hengerek) Zaj okozta veszély (egyéni védőeszközök használata)")
59
Kovácsolás A fémek képlékeny alakítása ütéssel és nyomással, melynek során az izzítással (az újrakristályosodási hőmérséklet felett) képlékennyé tett anyag a nyomó, húzó és hajlító igénybevétel hatására a kívánt irányba elmozdul. Fajtái: Szabadalakító és Süllyesztékes kovácsolás
 képlékennyé tett anyag a nyomó, húzó és hajlító igénybevétel hatására a kívánt irányba elmozdul. Fajtái: Szabadalakító és. Süllyesztékes kovácsolás.")
60
Szabadalakító kovácsolás
Durva nagyolás Jelölés Méretre nyújtás

61
Szabadalakító kovácsolás
A szerszám csak részben érintkezik az alakítandó darabbal Egyszerű szerszámokkal, durva előalakításra alkalmas Zömítés Duzzasztás Körkovácsolás

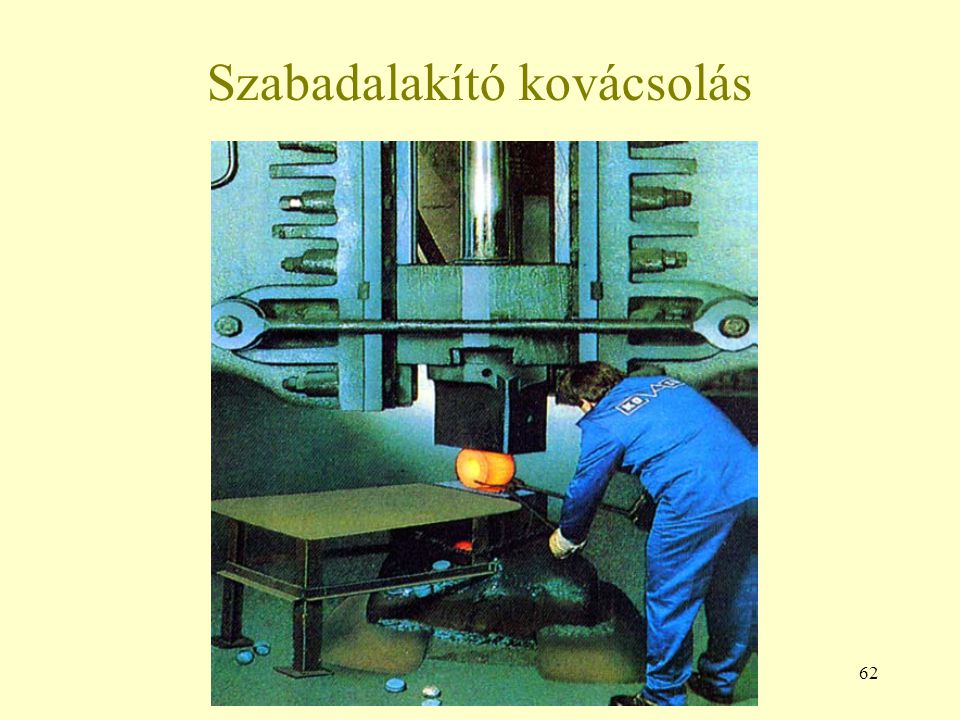
62
Szabadalakító kovácsolás
62 62
63
Tuskó szabadalakító kovácsolása

64
Süllyesztékes kovácsolás
A melegalakítás zárt üregben történik, ez a süllyeszték A süllyeszték osztósíkja körül egy sorjacsatorna helyezkedik el, amely egyrészt gátolja az anyag kiáramlását, másrészt befogadja a felesleges anyagot A nyitás megkönnyítése érdekében az osztósíkra merőleges síkokat néhány fokos ferdeséggel kovácsolják

65
Példa: kovácsolt hajtórúd
Előalakítás: nyújtó zömítés Előkovácsolás Kész alak, körben a sorjacsatorna

66
Példa: kovácsolt csavarkulcs

67
KOVÁCSOLÁS

68
Kovácsolás veszélyei és elhárításuk lehetőségei
Izzított munkadarabból adódó hőokozta veszély (megfelelő szerszámnyél, egyéni védőfelszerelés) Fekete meleg munkadobozok tárolásából adódó hő okozta veszély (tárolási hely elkerítése, veszélyforrás megjelölése) Helytelen elhelyezésből adódó, munkadarab kirepülés (védőfalak létesítése, figyelmes munkavégzés)
 Fekete meleg munkadobozok tárolásából adódó hő okozta veszély (tárolási hely elkerítése, veszélyforrás megjelölése) Helytelen elhelyezésből adódó, munkadarab kirepülés (védőfalak létesítése, figyelmes munkavégzés)")
69
Kovácsolás veszélyei és elhárításuk lehetőségei
Reve szóródásból adódó megmunkált anyagok kirepülése (egyéni védőeszköz használat, védőfalak létesítése) Mozgó medvék közé került kéziszerszámok ütéséből származó lökésveszély (süllyesztékfelek egyforma méretű kialakítás, kovácsfogók elhelyezésének biztosítása) Botlásveszély (kovácsolt munkadarabok eltávolítása a munkakörnyezetből Zaj okozta veszély (egyéni védőeszközök használata)
 Mozgó medvék közé került kéziszerszámok ütéséből származó lökésveszély (süllyesztékfelek egyforma méretű kialakítás, kovácsfogók elhelyezésének biztosítása) Botlásveszély (kovácsolt munkadarabok eltávolítása a munkakörnyezetből. Zaj okozta veszély (egyéni védőeszközök használata)")
70
Hidegalakítás jellemzői
Keményedés, alakváltozási képesség fokozatos kimerülése, a szemcsék megnyúlása, a diszlokáció sűrűség növekedése. méretpontosabb termék, jobb felületi minőség, az alakváltozóképesség előbb kimerül, nagyobb fajlagos szerszámterhelés.

71
Hideg alakítás A fémek újrakristályosítási hőmérsékleténél kisebb hőmérsékleten végzett képlékeny alakítás: hideghengerlés, csőgyártás, Rúd-, és dróthúzás, Lemezalakító műveletek redukálás, hajlítás, mélyhúzás, nyújtva húzás és rokon műveletek Anyagszétválasztó eljárások (darabolás, kivágás)
")
72
A hideghengerlés Finomlemez Hőkezelés Utóhengerlés (dresszírozás)
Szalag Hasítás Fólia Méret Hengerrés

73
A hideghengerlés

74
A hideghengerlés

75
A hideghengerlés

76
Fóliahengerlés

77
Csőgyártás, hajlított profilok
Csőgyártás, hajlított profilok (hegesztéssel kombinált technológiák) Varrat nélküli cső (melegalakítás!) Hosszvarratos cső Spirálvarratos cső Hajlított profilok Hegesztett profilok Zártszelvény Idomok
 Varrat nélküli cső (melegalakítás!) Hosszvarratos cső. Spirálvarratos cső. Hajlított profilok. Hegesztett profilok. Zártszelvény. Idomok.")
78
Mannesmann féle lyukasztás

79
Pilger üzemmódok

80
Csőnyújtás tüskén

81
Nagy átmérőjű hosszvarratos cső
Csőprofil hajlítása

82
Csőhúzás Történhet tüske alkalmazásával vagy tüske nélkül,
a külső átmérő csökken, a falvastagság a tüske nélküli húzásnál növekszik, tüskén történő húzásnál pedig csökken. A technológiák célja részben a kalibrálás, részben a méretcsökkentés. Gyakori a hosszvarratos csövek redukálása – kitűnő minőség érhető el.

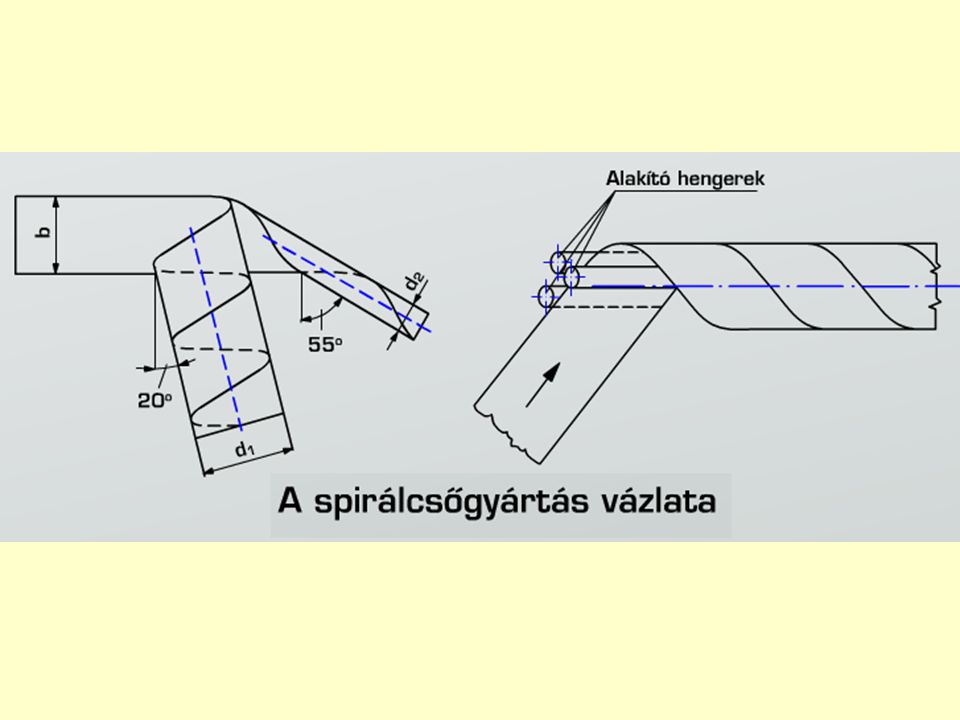
84
Spirálcső fedettívű hegesztése

85
Rúd- és dróthúzás Kúpos üregeken történő áthúzás.
Kiinduló anyag: melegen hengerelt rúd, hengerhuzal rúdhúzásnál 1-2 húzás, dróthúzásnál akár 20 húzási fokozat is lehet nagy alakítási mértéknél pácolás utáni foszfátozás szükséges rúdhúzás: méret és alaktűrés szempontjából, ha a hengerelt állapotú rúd túl lágy, ha kis mennyiségű profilos rúd gyártására van igény. dróthúzás: elsősorban a méretek csökkentése és nem a kalibrálás a cél, 6 mm-nél vékonyabb a kiinduló anyag, húzókövek közötti húzódobokon huzal tárolódik – gyűjtve húzó gépsorok.

86
Rúd és dróthúzás (húzókő profilok)
Rúdhúzás

87
RÚDHÚZÁS Láncos húzópad
Rudak alakítása több lépésben történik, túl nagy fogyás beállítása a húzott szakasz elszakadásához vezetne. 87

88
Lemezalakító eljárások
Anyagszétválasztás Anyag alakítás

89
Anyagszétválasztó eljárások
Darabolás Kivágás nyitott kontur mentén zárt vonal mentén

90
Lemez darabolás nyíró vágással
Sík lemezek darabolása egyenes vonal mentén Az ollókések néhány fokos szöget zárnak be egymással Emiatt a lemez kissé elcsavarodik vágáskor

91
Lemezek darabolása ékvágással
A két kés képlékeny alakítással választja szét a lemezt Gyakorlati alkalmazás: harapófogó Lemezek darabolására ritkábban alkalmazzák

92
Nyírás zárt körvonal mentén: kivágás
A szerszámból kieső rész a hasznos munkadarab

93
Lyukasztás, vágás

94
Hajlítás süllyesztékben
A szerszám egyenes vonalú mozgást végez A hajlítási szöget a szerszám határozza meg A szerszámból kikerülő alkatrész „visszarugózik”

95
Hajlítás lengő pofával
A befogott lemezt vezérelt mozgású szerszám fél hajlítja A hajlítási szög programozható – nem igényel külön szerszámot az eltérő szögű hajlítás

96
Folyamatos szalag hajlítás profilra
Az egymás után elhelyezett hengerek a sík szalagot fokozatosan alakítják Tetszőleges profilok, sínek alakíthatók ezzel az eljárással

97
Hajlítás forgó hengerekkel
A felső hengert hajlítási fázisonként mozgatják egyre lejjebb A lemez fokozatosan görbül – így henger íveket vagy zárt hengert lehet kialakítani

98
A mélyhúzás elve Mélyhúzással sík lemezből üreges testet állítunk elő
Három aktív szerszámeleme van: bélyeg, húzógyűrű, ráncgátló A külső kerületen tangenciális nyomófeszültség ébred, ez okozhat ráncosodást.

99
Továbbhúzás Mélyhúzáskor a végső alak több húzással alakítható ki, a második, harmadik, stb. húzást nevezik továbbhúzásnak

100
Mélyhúzó szerszám

101
Nyújtva húzás Elsősorban karosszéria lemezek (pl. tető) alakítására használják A lemez a peremén befogott, az alakot a bélyeg határozza meg.

102
Hidegalakítás veszélyei és elhárításuk lehetőségei
Darabolás, kivágás, mélyhúzás után a munkadarabon keletkező sorja okozta vágásveszély (adagolóberendezés rendszeresítése, egyéni védőeszközök használata, segédeszközök alkalmazása pl. csipesz mágnesfogó, körültekintő munkavégzés) Hajlítás közben a hajlítógép környezetét veszélyeztető, a hajlításból származó munkadarab-mozgás okozta sérülés veszély (körültekintő munkavégzés) Húzásnál, folyatásnál a munkadarab nagy sebességű mozgásából származó lökésveszély (elkerítés) Fémnyomásnál a forgó munkadarab szélei okozta vágásveszély (egyéni védőeszközök használata, megfelelő testtartás.
 Hajlítás közben a hajlítógép környezetét veszélyeztető, a hajlításból származó munkadarab-mozgás okozta sérülés veszély (körültekintő munkavégzés) Húzásnál, folyatásnál a munkadarab nagy sebességű mozgásából származó lökésveszély (elkerítés) Fémnyomásnál a forgó munkadarab szélei okozta vágásveszély (egyéni védőeszközök használata, megfelelő testtartás.")
103
Hidegalakítás veszélyei és elhárításuk lehetőségei
Fémnyomásnál az alakításhoz szükséges erők kifejtése (szerszám megfelelő megtámasztása, megfelelő testtartás) Munkadarab megmunkáló erők okozta elmozdulása darabolásnál (munkadarab megbízható rögzítése). Kivágásnál a munkadarab és a hulladék be- vagy rászorulása a szerszámba vagy szerszámra. (Kidobó és behúzó alkalmazása). Munkadarab jellemzőiből adódó sérülésveszély automata megmunkálásnál, pl. éles és szegély (elkerítés)
 Munkadarab megmunkáló erők okozta elmozdulása darabolásnál (munkadarab megbízható rögzítése). Kivágásnál a munkadarab és a hulladék be- vagy rászorulása a szerszámba vagy szerszámra. (Kidobó és behúzó alkalmazása). Munkadarab jellemzőiből adódó sérülésveszély automata megmunkálásnál, pl. éles és szegély (elkerítés)")
104
Hidegalakítás veszélyei és elhárításuk lehetőségei
Hidegalakításból adódó zaj okozta veszély (egyéni védőeszközök használata) Ráncképződés mélyhúzásnál, mely vágásveszélyt jelent (egyéni védőeszközök használata) Folyatásnál, mélyhúzásnál az erők csökkentése, a munkadarab szerszámból való eltávolításának megkönnyítésére használt kenőanyagok okozta nyersanyagból származó veszély (egyéni védőeszközök használata, gyakori tisztálkodás, bőrvédő készítmények használata) Technológiából adódó rezgés miatti tárgyak zuhanása (anyagtárolás tiltása a gépen)
 Ráncképződés mélyhúzásnál, mely vágásveszélyt jelent (egyéni védőeszközök használata) Folyatásnál, mélyhúzásnál az erők csökkentése, a munkadarab szerszámból való eltávolításának megkönnyítésére használt kenőanyagok okozta nyersanyagból származó veszély (egyéni védőeszközök használata, gyakori tisztálkodás, bőrvédő készítmények használata) Technológiából adódó rezgés miatti tárgyak zuhanása (anyagtárolás tiltása a gépen)")
105
Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Mechatronikai és Autótechnikai Intézet
Sajtológépek Veszélyes munkaeszköz: a kézzel adagolt és ürített, fémek hidegátalakítására való sajtó, beleértve azt az élhajlítógépet is, amely mozgó elemeinek elmozdulása meghaladhatja a 6 mm-t, és a sebessége meghaladhatja a 30 mm/s értéket.

106
Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Mechatronikai és Autótechnikai Intézet
Sajtológépek Sajtológépek alkalmazhatók: a melegalakításnál és a hidegalakításnál is. Működtetés módja szerint: kézi és, gépi működtetésűek lehetnek. A kézi működtetésű gépek egyedi vagy csak kis sorozatú munkadarabok előállítására használatosak, ahol a sajtolóerő-szükséglet kicsi.

107
Sajtológépek A nagy sajtolóerő kifejtésére képes gépi hajtású gépek a hajtásmódja szerint lehetnek: mechanikus működtetésűek (dörzstárcsás csavarsajtó, forgattyús, könyökemelős stb.) hidraulikus működtetésűek pneumatikus működtetésűek
 hidraulikus működtetésűek. pneumatikus működtetésűek.")
108
Sajtológépek A szerkezeti kialakítást tekintve a sajtológépek egy-, két-, illetve kettősállványú gépek lehetnek. A mechanikus sajtológépek hajtásrendszereinek lényeges eleme a tengelykapcsoló, amelyek lehetnek alakzáró szerkezetűek, amelyeknél a hajtó és a hajtott elemek retesszel összekapcsoltak és mindaddig nem kapcsolhatók ki, ameddig a gép nyomófeje a löketet be nem fejezi, valamint erőzáró (súrlódó) kivitelűek, egybeépített vagy különálló fékkel, amelyeknél a nyomófej a lökete mentén bármikor be-vagy kikapcsolható.
 kivitelűek, egybeépített vagy különálló fékkel, amelyeknél a nyomófej a lökete mentén bármikor be-vagy kikapcsolható.")
109
Háromdörzstárcsás csavarorsós sajtó
Dörzstárcsás sajtó a- lendítőtárcsa, b- hajtó dörzstárcsa, c- visszahúzó dörzstárcsák, e- szán Háromdörzstárcsás csavarorsós sajtó

110
Dörzstárcsás sajtó

111
Forgattyús sajtó A- forgattyús tengely, B- hajtórúd, C- nyomószán,
Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Mechatronikai és Autótechnikai Intézet Forgattyús sajtó A- forgattyús tengely, B- hajtórúd, C- nyomószán, D- kettős bütyköstárcsa, E- kettős ráncfogó, F- ráncfogó görgővezeték kengyelek, G- csavarorsó az állvány döntésére, J- asztal, K- nyomópárna henger, L- kettősdugattyú, M-O, R-U- felső szerszámrész, P,Q,V-Y- alsó szerszámrész

112
A sajtológépek veszélyzónái
1) szerszámzóna: a szerszámok, a dugattyú és a csúsztatószán között (veszélyek: összepréselés, nyírás, ütés) 2) kapcsolódó zónák: mozgó betétek, sorjakidobók (veszélyek: ütés, beakadás) 3) a hidraulikus kör zónája (veszélyek: nagynyomású folyadék kilövése, égési sérülések)
 szerszámzóna: a szerszámok, a dugattyú és a csúsztatószán között (veszélyek: összepréselés, nyírás, ütés) 2) kapcsolódó zónák: mozgó betétek, sorjakidobók (veszélyek: ütés, beakadás) 3) a hidraulikus kör zónája (veszélyek: nagynyomású folyadék kilövése, égési sérülések)")
113
A sajtolás veszélyei és elhárításuk lehetőségei
A sajtolási munka előkészítése, az alapanyag vagy a munkadarabok gépbe adagolása, a sajtolási művelet végzése, a kész munkadarabok elvétele és kezelése,

114
A sajtolás veszélyei és elhárításuk lehetőségei
Veszélyforrások és a védelem módjai: Nagy erőhatás, szűkülő rés Zárt rendszer. Automatikus adagolás. Kétkezes indítás. Védőkosaras védelem. Indításgátló berendezés. Fotocellás védelem. Kézeltávolító szerkezet.

115
A sajtolás veszélyei és elhárításuk lehetőségei
Nagy hőmérséklet, sugárzó hő Árnyékolás. Szellőztetés, klimatizáció, védőruha, védőital. Szervezési intézkedések (munkaközi szünetek stb.). Fekete meleg Védőkesztyű, elkerítés, megjelölés. Járulékos (villamos áram, zaj, világítás, klíma).
. Fekete meleg. Védőkesztyű, elkerítés, megjelölés. Járulékos (villamos áram, zaj, világítás, klíma).")
116
A sajtolás veszélyei és elhárításuk lehetőségei
A gép beállítása és karbantartása során a gépkezelőt, a gépbeállítót, karbantartót érintő veszélyek : Mechanikai veszélyek: test, testrészek, különösen végtagok zúzódásának, nyíródásának, el/levágásának, elkapásának, becsípésének, behúzásának, felcsavarásának veszélyei, valamint géprész és/vagy anyag okozta fellökés veszélye,

117
A sajtolás veszélyei és elhárításuk lehetőségei
Veszélyes tér különösen a szerszámtér, ahol a mozgó szerszámrész, nyomófej, szán jelent veszélyforrást, valamint a hajtásrendszer, adagoló berendezés mozgó elemeinek környezete, anyagok, munkadarabok, géprészek kivágódásának veszélye, különösen a szerszámtérből és a hajtásrendszerből, a hidraulikus rendszerből meghibásodás, pl. törés miatt a gép környezetébe hirtelen kiszabaduló nagynyomású hidraulika-folyadék okozta veszély, elcsúszás, botlás, leesés veszélye a gépen vagy a gép környezetében, padlószinten vagy magasban (pl. pódiumon) végzett munkáknál.
 végzett munkáknál.")
118
A sajtolás veszélyei és elhárításuk lehetőségei
Villamos veszély: a villamos berendezés feszültség alatti részei közvetlen érintésének veszélye, valamint a meghibásodás, szakszerűtlen szerelés miatt feszültség alá kerülő részek közvetett érintésének veszélye. Hőhatás okozta veszély: testrészek égési sérülésének, leforrázásának veszélye nagy felületi hőmérsékletű munkadarabok (melegalakításnál), géprészek (pl. fék, tengelykapcsoló) érintésekor, valamint hidraulika-folyadék kifröccsenésekor.
, géprészek (pl. fék, tengelykapcsoló) érintésekor, valamint hidraulika-folyadék kifröccsenésekor.")
119
A sajtolás veszélyei és elhárításuk lehetőségei
Zaj és rezgés okozta veszély: halláskárosodást okozó zajterhelés a gép környezetében. a sajtolásra különösen jellemző a nagy zajterhelés. a rezgés okozta veszélyeztetés a kezelőhelye(ke)n. Anyagok egészségre ártalmas tulajdonságaiból eredő veszélyek: az egészséget veszélyeztető anyagok szervezetbe jutásának veszélye, ami bekövetkezhet: az alapanyag sajtolásra előkészítésekor, karbantartáskor, a hidraulika-rendszer meghibásodásakor, elszívórendszer leállásakor.
n. Anyagok egészségre ártalmas tulajdonságaiból eredő veszélyek: az egészséget veszélyeztető anyagok szervezetbe jutásának veszélye, ami bekövetkezhet: az alapanyag sajtolásra előkészítésekor, karbantartáskor, a. hidraulika-rendszer meghibásodásakor, elszívórendszer leállásakor.")
120
A sajtolás veszélyei és elhárításuk lehetőségei
Tűz és robbanás veszélye: tűz- és robbanásveszélyes anyagok használatából származó veszély, ami bekövetkezhet veszélyes anyagok technológiai célú használatakor, vagy a karbantartás során. Az ergonómiai elvek alkalmazásának mellőzéséből eredő veszélyek: nem megfelelő testhelyzetben végzett munka veszélye a kezelőhely nem megfelelő kialakítása vagy elrendezése következtében, illetve súlyos tárgyak mozgatásánál fellépő megerőltetés veszélye, ami bekövetkezhet pl. szerszámcsere alkalmával, ha a szerszámot nem látták el emelőcsavarokkal.

Hasonló előadás














>")




