Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Forrasztás

2
A forrasztások olyan közvetett, anyaggal záró, feltételesen oldható kötések, amelyeket fémes vagy nemfémes, de ebben az esetben felületükön fémmel bevont alkatrészekhez alkalmazunk. A kötés fémes adalékanyag (forrasz) segítségével jön létre, felületi ötvöző, adhéziós és diffúziós folyamat következtében.
 segítségével jön létre, felületi ötvöző, adhéziós és diffúziós folyamat következtében..")
3
A forrasztás csoportosítása a forrasz szilárdsága alapján:
1. A lágyforrasztás hőmérséklete 450 oC alatti (általában 260…300 oC). Csekély szilárdság jellemzi, a kötéseket bizonyos esetekben tehermentesíteni kell. 2.A keményforrasztás hőmérséklete már 450 oC fölött van (rendszerint 720 oC, vagy annál magasabb) A keményforrasztási varrat szilárdsága megközelíti a hasonló jellegű hegesztési varrat szilárdságát. Forraszanyag: Cu, Ag, Zn Folyasztószer: borax
. Csekély szilárdság jellemzi, a kötéseket bizonyos esetekben tehermentesíteni kell. 2.A keményforrasztás hőmérséklete már 450 oC fölött van (rendszerint 720 oC, vagy annál magasabb) A keményforrasztási varrat szilárdsága megközelíti a hasonló jellegű hegesztési varrat szilárdságát. Forraszanyag: Cu, Ag, Zn. Folyasztószer: borax.")
4
A forrasztás technológiai lépései:
a munkadarabok előkészítése, a munkadarabok megtisztítása a felületét borító idegen anyagoktól, a forrasztási hely felmelegítése a forrasztási hőmérsékletre, a folyasztószer forrasztási helyre juttatása, a folyasztószer feladata, hogy a munkadarabokon lévő vékony oxidrétegeket eltávolítsa, az alapanyagokat és a forraszanyagot az oxidációtól védje, egyúttal elősegíti a nedvesítést és a forraszanyag szétterülését a munkadarabon, a forraszanyag adagolása, megolvasztása és a kötés elkészítése (forrasztási folyamat), a forrasztási helyek lehűtése és utánkezelése (a forrasztott daraboknak a folyasztószer maradványaitól való megtisztítása).
, a forrasztási helyek lehűtése és utánkezelése (a forrasztott daraboknak a folyasztószer maradványaitól való megtisztítása).")
5
Technológiai segédanyagok:
Folyasztószer v. folyósítóanyag (fluxok): a. gyantaalapúak: Víztiszta gyanta: fenyőfa mézgájának lepárlási terméke, elektromos ellenállás szempontjából megbízható, maradványa nem okoz korróziót, de idővel ragacsossá válik. Mérsékelten aktivált gyanta (RMA= Rosin Mildly Activated): az aktiválószer hatására jobban tisztít. Erősen aktivált gyanta: csak töltött forraszanyagba, melegen az aktiválószer elpárolog.
: a. gyantaalapúak: Víztiszta gyanta: fenyőfa mézgájának lepárlási terméke, elektromos ellenállás szempontjából megbízható, maradványa nem okoz korróziót, de idővel ragacsossá válik. Mérsékelten aktivált gyanta (RMA= Rosin Mildly Activated): az aktiválószer hatására jobban tisztít. Erősen aktivált gyanta: csak töltött forraszanyagba, melegen az aktiválószer elpárolog.")
6
b. szerves, nem-gyantaalapúak:
Aktívabbak – pl.: nikkel (más, nehezen forrasztható fém) is forrasztható vele, vízzel mosható – kevés maradvány – de teljesen ki kell mosni! c. szervetlen folyósítóanyagok: Ammónium és horganyklorid (cinkklorid)– elektromos berendezésekben nem használható, mert elektromosan vezető és erősen korrodáló; kloridos folyasztószerek – előónozáshoz használható, de utána le kell mosni!
 is forrasztható vele, vízzel mosható – kevés maradvány – de teljesen ki kell mosni! c. szervetlen folyósítóanyagok: Ammónium és horganyklorid (cinkklorid)– elektromos berendezésekben nem használható, mert elektromosan vezető és erősen korrodáló; kloridos folyasztószerek – előónozáshoz használható, de utána le kell mosni!")
7
2. Forraszanyagok: Alapötvözet: 63% Sn, 37% Pb eutektikus ötvözet
Alacsony olvadáspont (173 oC), olcsó, biztonságos, jól nedvesít, fényes; de az ólomtartalom miatt 2005 július 1. óta az alkalmazását betiltották! Gyártási alak: huzal (tömör vagy 2-3% folyasztószerrel töltött) – pákásf., forrasztópálca, forrasztótuskó – merülő-, hullám forrasztás, fólia, lemez, csík, forrasztópaszta, forrasztókrém – újrahevítéses forrasztás, zsugorcső.
, olcsó, biztonságos, jól nedvesít, fényes; de az ólomtartalom miatt 2005 július 1. óta az alkalmazását betiltották! Gyártási alak: huzal (tömör vagy 2-3% folyasztószerrel töltött) – pákásf., forrasztópálca, forrasztótuskó – merülő-, hullám forrasztás, fólia, lemez, csík, forrasztópaszta, forrasztókrém – újrahevítéses forrasztás, zsugorcső.")
8
Forrasztási technológiák
1.Kézi forrasztás (pákás forrasztás): Pákacsúcs: jó hővezetőképesség, Kis hőmennyiség a felmelegítéshez (kis fajhő), ne oxidálódjék, a forrasz jól nedvesítse, de abban ne oldódjék, nagy hőmennyiséget tároljon – hőkapacitás. Legjobb rézből, de óntartalmú forraszban oldódik – ötvözni tellúrral vagy bevonni 0,1-0,2 mm Fe-Ni ötvözettel!
: Pákacsúcs: jó hővezetőképesség, Kis hőmennyiség a felmelegítéshez (kis fajhő), ne oxidálódjék, a forrasz jól nedvesítse, de abban ne oldódjék, nagy hőmennyiséget tároljon – hőkapacitás. Legjobb rézből, de óntartalmú forraszban oldódik – ötvözni tellúrral vagy bevonni 0,1-0,2 mm Fe-Ni ötvözettel!")
9
A szükséges teljesítmény függ:
forrasztott kötés nagyságától, alkatrészek méreteitől. Hőmérséklet szabályozása szükséges: hálózati feszültségingadozás, gyors egymás utáni forrasztás a csúcs hőmérséklet csökkenéséhez vezet. Lehetséges módszerei: elektronikus szabályozás, Curie-hőmérséklet beállítás (Weller-páka) – viszonylag lassú! Pillanat-páka!
 – viszonylag lassú! Pillanat-páka!")
10
2. Merülő forrasztás: A mechanikusan rögzített elemekkel beültetett nyomtatott lapot egy forraszfürdőbe merítik, tömeggyártás, Konvejor folyamatos mozgással kb. 15o-os szögben bemeríti és kiemeli a fürdőből a lapokat, A szennyeződés, salak a fürdő felszínén úszik, rontja a kötés minőségét!

11
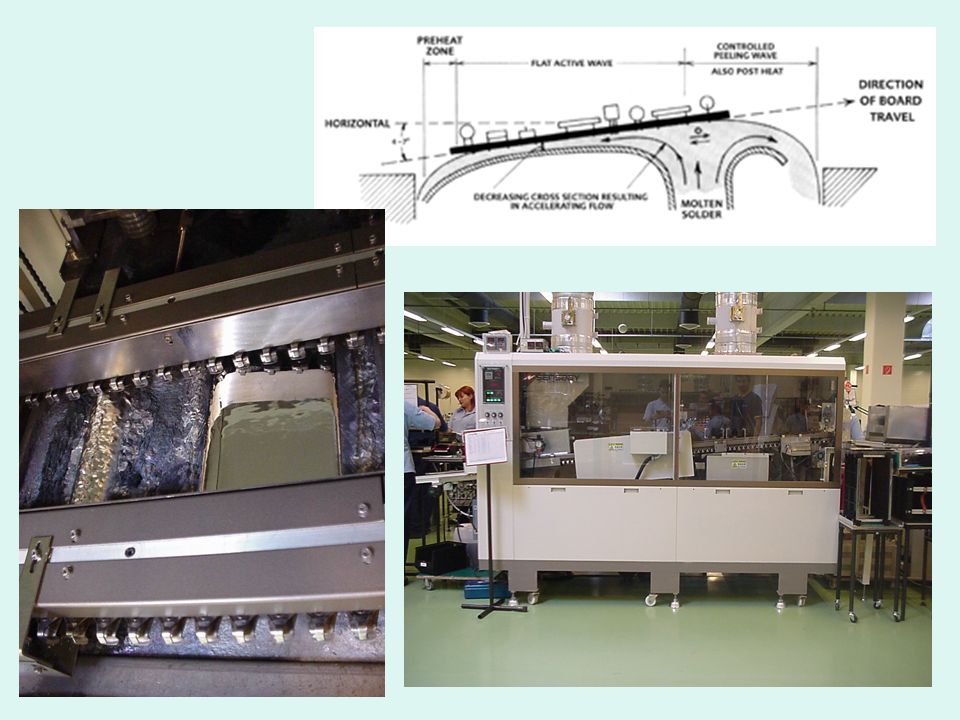
3. Hullámforrasztás: alakú hullám (oxidmentes) 80…120 ºC szivattyú előmelegítés szivattyú habosított folyasztószer forrasz hullám 240…260 ºC A nyomtatott huzalozású lemezeket egy szállítószalag vontatja át a hullámforrasztó berendezésen (szállítási sebesség: 1,3..1,5 m/min).
.")
13
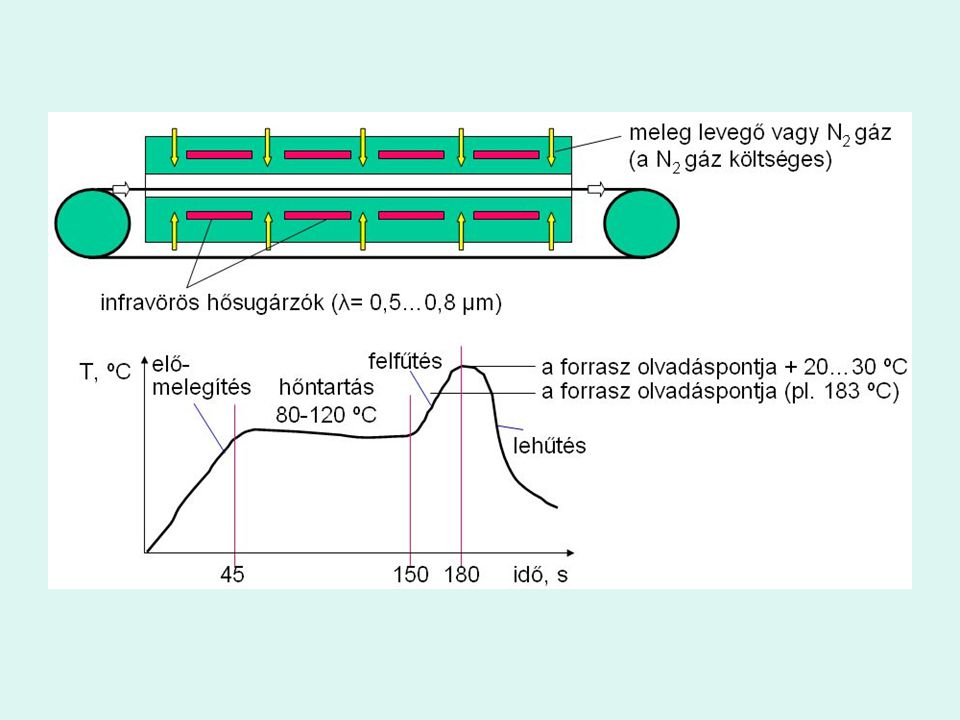
4. Újraömlesztéses (reflow) forrasztás:
felületszerelési technológiában alkalmazzák, forraszanyag paszta alakban szita- v. stencilnyomtatással (paszta:szuszpenzió, folyasztószerben forraszgolyók). A forrasztást (reflow-forr.) infrasugaras, meleglevegős (konvekciós), védőgázas (N2) szállítószalagos kemencében végzik.
. A forrasztást (reflow-forr.) infrasugaras, meleglevegős (konvekciós), védőgázas (N2) szállítószalagos kemencében végzik.")
15
Egygőzteres, inline gőzfázisú forrasztás

16
Két gőzteret alkalmazó gőzfázisú forrasztás

17
Szelektív minihullám-forrasztás:
Szelektív, vagyis helyileg forrasztó eszköz. Egy szivattyú a megömlesztett forraszanyagot egy fúvókán keresztül kinyomja, így a fúvóka tetején egy félgömb alakú miniatűr forraszhullám keletkezik. A forraszhullámot az oxidációtól a fúvókát körülvevő hengerből kiáramló nitrogén gáz védi meg. A szelektív forrasztási technológia alkalmas arra, hogy a felületszerelt lemezekre a hiányzó néhány furat-szerelt, nagytömegű vagy hőre érzékeny alkatrészt (érzékelőt, csatlakozót, foglalatot, relét, tekercset, transzformátort, stb.) beforrasszuk.
 beforrasszuk.")
18
A nyomtatott huzalozású lemez áll, a szükséges mozgásokat a forrasztó-fej végzi.

Hasonló előadás