Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Nyersvasgyártás

2
A nyersvasgyártás a vas- és acélkohászat technológiai folyamatának első alapvető fázisa.
A vas a természetben nem fordul elő színfém formájában (legfeljebb a meteoritvas ilyen), ezért azt érceiből, tűzi kohászati eljárással kell előállítani. A vas tűzi kohászata során a vasércből – amely főleg vasoxidos vegyületek keveréke – az oxigént redukálással távolítják el. A redukálást szén (a kohászok szóhasználatában „karbon”) segítségével végzik, mégpedig koksz formájában. A koksz feladata a redukáláson kívül a megfelelő hőmérséklet biztosítása is. A nyersvasat többnyire nagyolvasztóban, speciális aknás kemencében állítják elő, de vannak más eljárások is. Az első kohók voltaképpen kis gödrök voltak, amit széljárta helyeken kapartak. Ebben izzították a vasércet faszén segítségével. A szén redukálta az oxidos vasércet, azaz eltávolította oxigéntartalmát. A gödrök lassan nagyobbak lettek és agyaggal tapasztották ki. A kohókat domboldalakba építették, így egyszerűbb volt a kezelése, és a természetes huzatot is jobban lehetett hasznosítani.
, ezért azt érceiből, tűzi kohászati eljárással kell előállítani. A vas tűzi kohászata során a vasércből – amely főleg vasoxidos vegyületek keveréke – az oxigént redukálással távolítják el. A redukálást szén (a kohászok szóhasználatában „karbon ) segítségével végzik, mégpedig koksz formájában. A koksz feladata a redukáláson kívül a megfelelő hőmérséklet biztosítása is. A nyersvasat többnyire nagyolvasztóban, speciális aknás kemencében állítják elő, de vannak más eljárások is. Az első kohók voltaképpen kis gödrök voltak, amit széljárta helyeken kapartak. Ebben izzították a vasércet faszén segítségével. A szén redukálta az oxidos vasércet, azaz eltávolította oxigéntartalmát. A gödrök lassan nagyobbak lettek és agyaggal tapasztották ki. A kohókat domboldalakba építették, így egyszerűbb volt a kezelése, és a természetes huzatot is jobban lehetett hasznosítani.")
3
Az újmassai őskohó A hazai vasipar fejlődésében fontos állomás volt az 1700-as évek eleje, mikor a Rákóczi-szabadságharc fegyverigénye szükségessé tette a vasgyártás bővítését: elsősorban a Felvidéken és Erdélyben építettek új kohókat és hámorokat (kovácsüzemeket). Ekkor már ismerték a frisstűzi acélgyártási eljárást, a vasüzemek némelyikét ilyenekkel is kiegészítették. Az ipari forradalom növekvő vasigényének kielégítésére kőből, magas aknájú kohókat építettek. Ilyen például Magyarország legjelentősebb ipari műemléke, az újmassai őskohó, Lillafüred mellett. A kohót Fazola Frigyes építette 1810-ben, és 1866-ig működött. Ennek a kohónak az elődjét Fazola Henrik létesítette 1770-ben Ómassán, de ez nem maradt fenn.
. Ekkor már ismerték a frisstűzi acélgyártási eljárást, a vasüzemek némelyikét ilyenekkel is kiegészítették. Az ipari forradalom növekvő vasigényének kielégítésére kőből, magas aknájú kohókat építettek. Ilyen például Magyarország legjelentősebb ipari műemléke, az újmassai őskohó, Lillafüred mellett. A kohót Fazola Frigyes építette 1810-ben, és 1866-ig működött. Ennek a kohónak az elődjét Fazola Henrik létesítette 1770-ben Ómassán, de ez nem maradt fenn.")
4
A faszenet lassan felváltotta a kőszén majd a koksz, a befújt levegőt melegíteni kezdték a kohó hőjével, és a 19. századra nagyjából kialakult a mai értelemben vett nagyolvasztó. A hazai iparfejlesztés nagyja ekkor Széchenyi István volt, aki a Lánchíd felépítésével, a hajógyártás és a gőzhajózás beindításával a kohászati fejlesztéseknek újabb lökést adott. Sorra jönnek létre a kisebb-nagyobb kohászati gyárak (Resica, Ózd, Diósgyőr stb.), Magyarország vaskohászata rövid időn belül a leggyorsabban fejlődők közé került. A nyersvasgyártás jelentősége az évtizedek során folyamatosan csökkent azzal, hogy az acélgyártás egyre inkább áttért a hulladék bázisú technológiára. A hajdani négy nyersvasgyártó üzemből (Csepel, Ózd, Diósgyőr, Dunaújváros) mára csupán Dunaújvárosban gyártanak nyersvasat. Nem hivatalos információk szerint az itteni nagyolvasztó leállítását is tervezik.
 mára csupán Dunaújvárosban gyártanak nyersvasat. Nem hivatalos információk szerint az itteni nagyolvasztó leállítását is tervezik.")
5
A nyersvasgyártás alapanyagai
A földkéreg mintegy 5%-nyi vasat tartalmaz – igen változatos vegyületi formációkban és még változatosabb eloszlásban. Ezen vegyületek közül a gyakorlat számára legfontosabb ásványok: hematit, Fe2O3, vastartalma 70%, magnetit, Fe3O4 ill. FeO·Fe2O3, vastartalma 72,41%, hidrohematit, Fe2O3·0,5 H2O, vastartalma 66,27%, goethit, Fe2O3·H2O, vastartalma 62,92%, limonit, Fe2O3·1,5 H2O, vastartalma 59,89%, sziderit, FeCO3, vastartalma 48,28%. Vasérceknek azokat a kőzeteket nevezzük, amelyekben a vas nagyobb százalékban és oxid formában van jelen (vagy könnyen alakítható oxiddá), vassal ötvöződő szennyezőanyagból és meddőből kevés van benne.
, vassal ötvöződő szennyezőanyagból és meddőből kevés van benne.")
6
A nyersvasgyártás alapanyagai
Vasércek fajtái: A vörösvasércek (lilásvörös színükről nevezték el) hematit alapúak. Ezek a legfontosabb vasércek. A legjobbak 64-68% vasat tartalmaznak. A mágnesvasércek vagy szürkevasércek magnetit alapú ércek, vastartalmuk 60% fölött is lehet. Tömörebb szerkezetűek, ezért redukálásuk valamivel nehezebb. A barnavasércek hidroxidos alapásványokat tartalmaznak. Kötött víztartalmukat hevítés hatására elveszítik, ennek következtében százalékos vastartalmuk növekszik. A vasérceket általában nem eredeti formájukban adagolják a nagyolvasztóba, hanem könnyebben redukálhatóvá, kedvező szemnagyságúvá és porozitásúvá alakítják, és még salakképző anyagot is kevernek hozzá. A műveletet agglomerálásnak nevezik, és zsugorító pörköléssel vagy pelletezéssel végzik
 hematit alapúak. Ezek a legfontosabb vasércek. A legjobbak 64-68% vasat tartalmaznak. A mágnesvasércek vagy szürkevasércek magnetit alapú ércek, vastartalmuk 60% fölött is lehet. Tömörebb szerkezetűek, ezért redukálásuk valamivel nehezebb. A barnavasércek hidroxidos alapásványokat tartalmaznak. Kötött víztartalmukat hevítés hatására elveszítik, ennek következtében százalékos vastartalmuk növekszik. A vasérceket általában nem eredeti formájukban adagolják a nagyolvasztóba, hanem könnyebben redukálhatóvá, kedvező szemnagyságúvá és porozitásúvá alakítják, és még salakképző anyagot is kevernek hozzá. A műveletet agglomerálásnak nevezik, és zsugorító pörköléssel vagy pelletezéssel végzik.")
7
A nyersvasgyártás alapanyagai
Salakképző anyagok A kohósítás során a vasérc meddőtartalma is megolvad, ebből lesz a salak. A salak kémiai összetétele igen fontos a metallurgus számára, mert ezzel tudja befolyásolni – többek között – a kéntelenítés folyamatát. A kéntelenítés azért fontos, mert a kén szennyező elemnek minősül a vasban, acélban. A salak kémiai összetételének beállítására adagolják a salakképzőket, ami többnyire mészkő és dolomit. Amennyiben olyan zsugorítmányt vagy pelletet használnak, amely már tartalmazza ezeket („önjáró ércek”), akkor általában nem szükséges salakképzők adagolása.
, akkor általában nem szükséges salakképzők adagolása.")
8
A nyersvasgyártás alapanyagai
Tüzelő-redukáló anyagok A nagyolvasztóban használatos tüzelő-redukálóanyag többnyire a koksz (néha más anyagokat is használnak, például szénhidrogéneket a fúvószélhez keverve). A koksz egyrészt hőt fejleszt, biztosítja a kémiai folyamatok hőszükségletét, redukáló hatást fejt ki, illetve redukáló gázt fejleszt, karbonizálja (szénnel ötvözi) a vasat. A koksz C-tartalma több mint 85%, A koksz szerkezete erősen porózus, ami elősegíti a nagyolvasztóban elhelyezkedő elegyoszlop gázátjárhatóságát.
. A koksz egyrészt hőt fejleszt, biztosítja a kémiai folyamatok hőszükségletét, redukáló hatást fejt ki, illetve redukáló gázt fejleszt, karbonizálja (szénnel ötvözi) a vasat. A koksz C-tartalma több mint 85%, A koksz szerkezete erősen porózus, ami elősegíti a nagyolvasztóban elhelyezkedő elegyoszlop gázátjárhatóságát.")
9
A nyersvasgyártás alapanyagai
Levegő A levegőt a nyersvasgyártás hőszükségletének biztosítása céljából fúvatják a nagyolvasztóba. A kohászok szóhasználatában ezt a levegőt fúvószélnek nevezik. A befúvott hideg levegő hőveszteséget okoz, ezért fel szokták melegíteni. A meleg fúvószelet forrószélnek nevezik. A melegítés hőszükségletét a nagyolvasztóból távozó gázok biztosítják, hőcserélők segítségével. A hőcserélők magas, tűzálló téglákból épített rácsos szerkezetű oszlopok (a feltaláló Edward A. Cowper nevéből kauperek), amelyek a levegőt szakaszos üzemben 1100…1300 °C-ra melegítik fel.
, amelyek a levegőt szakaszos üzemben 1100…1300 °C-ra melegítik fel.")
10
Redukciós folyamatok A nagyolvasztóban lejátszódó metallurgiai (kémiai) folyamatok meglehetősen bonyolultak és sokrétűek, még akkor is ha „csak” a vasérc redukciójáról van szó (ezen kívül más jellegű reakciók, folyamatok is lezajlanak). A lejátszódó kémiai reakciók jelentős mértékben függenek az adott térrész hőmérsékletétől, az uralkodó nyomásviszonyoktól és a jelenlévő vegyületektől. A nagyolvasztóban a redukciós folyamatok alapvetően háromféle módon zajlanak le: direkt módon, azaz közvetlenül szénnel (C), indirekt módon, azaz szén-monoxid (CO) segítségével, más redukálószerek, többnyire hidrogén (H2) segítségével.
 folyamatok meglehetősen bonyolultak és sokrétűek, még akkor is ha „csak a vasérc redukciójáról van szó (ezen kívül más jellegű reakciók, folyamatok is lezajlanak). A lejátszódó kémiai reakciók jelentős mértékben függenek az adott térrész hőmérsékletétől, az uralkodó nyomásviszonyoktól és a jelenlévő vegyületektől. A nagyolvasztóban a redukciós folyamatok alapvetően háromféle módon zajlanak le: direkt módon, azaz közvetlenül szénnel (C), indirekt módon, azaz szén-monoxid (CO) segítségével, más redukálószerek, többnyire hidrogén (H2) segítségével.")
11
A nagyolvasztó A nagyolvasztó nyersvasgyártás legtipikusabb kemencetípusa. Aknás kemence, amelynek működtetése azonban több, egyéb feladatot ellátó egységet is igényel. Ilyenek például a léghevítők, a fúvógépház, a torokgáztisztító stb. Ezeket – a nagyolvasztóval együtt – nagyolvasztóműnek nevezik. A nagyolvasztó méreteit hasznos magasságával, medencéjének átmérőjével és hasznos térfogatával lehet bemutatni. A nagyolvasztók fejlődése során egyre nagyobb kemencéket építettek, de a méretnövekedést sokkal inkább az átmérővel érték el, mint a magasság növelésével. A legnagyobb magassági méretek a 30…35 m körüli tartományban vannak, a hasznos térfogat pedig az 5000 m3-t is meghaladja.

12
A nagyolvasztó

13
A nagyolvasztó

14
A nagyolvasztó

15
A nagyolvasztó A nagyolvasztó részei 1 – meleg levegő befúvás; 2 – olvasztó zóna; 3 – redukáló zóna 1; 4 – redukáló zóna 2; 5 – előmelegítő zóna; 6 – elegy adagoló; 7 – torokgáz; 8 – elegyoszlop; 9 – salak és salakcsapoló nyílás; 10 – medence és a nyersvas csapolónyílása; 11 – távozó kohógáz.

16
A nagyolvasztó D:diana:fmntananyagok:EA anyagismeret-1

17
Acélgyártás Az acél a vas legfeljebb 2% szénnel alkotott ötvözete, de ötvözőelemként számos más elem is szóba jön (szilícium, mangán, króm, nikkel, molibdén, vanádium, volfrám stb.). Az acél az ipar egyik legfontosabb anyaga, előállításával az acélkohászat foglalkozik. Az acél képlékenyalakítással (kovácsolás, hengerlés, kisajtolás stb.) hidegen és melegen megmunkálható, tulajdonságai hőkezelésel tovább alakíthatók. Az acélgyártás kiinduló anyaga a nyersvas és az ócskavas. Ahhoz, hogy a nyersvasból acél legyen, annak fölösleges kísérőelemeit (C-, Si-, Mn-, P- és S-tartalmát) el kell távolítani. Ez úgy történik, hogy a megolvasztott fémbetétből kiégetik a „káros” elemeket, ötvözik „hasznos” elemekkel, majd a folyékony acélt kokillába vagy folyamatos öntőgépbe öntik és kristályosítják.
. Az acél az ipar egyik legfontosabb anyaga, előállításával az acélkohászat foglalkozik. Az acél képlékenyalakítással (kovácsolás, hengerlés, kisajtolás stb.) hidegen és melegen megmunkálható, tulajdonságai hőkezelésel tovább alakíthatók. Az acélgyártás kiinduló anyaga a nyersvas és az ócskavas. Ahhoz, hogy a nyersvasból acél legyen, annak fölösleges kísérőelemeit (C-, Si-, Mn-, P- és S-tartalmát) el kell távolítani. Ez úgy történik, hogy a megolvasztott fémbetétből kiégetik a „káros elemeket, ötvözik „hasznos elemekkel, majd a folyékony acélt kokillába vagy folyamatos öntőgépbe öntik és kristályosítják.")
18
Acélgyártás Az acélgyártás története azonos a vasgyártás történetével. Tény, hogy a vas megjelenése az emberi kultúrában (vaskor) az emberiség technikai fejlődése szempontjából meghatározó fontosságú. Az első vaskohók még csak kis gödrök voltak, a vasércet faszénnel izzították. A szén redukálta a vasércet, azaz eltávolította oxigéntartalmát. A gödrök nagyobbak lettek, agyagbélést kaptak, a tűz táplálásáról természetes huzattal gondoskodtak. A gyártott termék alig olvadt meg, a viszonylag kis hőmérséklet miatt a szén alig ötvözte a vasat. Az eljárás során az ércből salakkal szennyezett acélszerű terméket kaptak. A tégelyacélgyártást 1740-ben találta fel Benjamin Hunstman. A nyersvasat fedett tégelyben olvasztották, a szükséges hőmennyiséget faszén-, koksz-, később gáztüzeléssel biztosították. Ezzel a módszerrel kezdődött az ötvözött acélok gyártása.
 az emberiség technikai fejlődése szempontjából meghatározó fontosságú. Az első vaskohók még csak kis gödrök voltak, a vasércet faszénnel izzították. A szén redukálta a vasércet, azaz eltávolította oxigéntartalmát. A gödrök nagyobbak lettek, agyagbélést kaptak, a tűz táplálásáról természetes huzattal gondoskodtak. A gyártott termék alig olvadt meg, a viszonylag kis hőmérséklet miatt a szén alig ötvözte a vasat. Az eljárás során az ércből salakkal szennyezett acélszerű terméket kaptak. A tégelyacélgyártást 1740-ben találta fel Benjamin Hunstman. A nyersvasat fedett tégelyben olvasztották, a szükséges hőmennyiséget faszén-, koksz-, később gáztüzeléssel biztosították. Ezzel a módszerrel kezdődött az ötvözött acélok gyártása.")
19
Acélgyártás A Bessemer-féle szélfrissítéses eljárást 1855-ben szabadalmaztatta Henry Bessemer. A módszer lényege az, hogy a folyékony nyersvasat egy körte formájú konverterbe öntik, és a nyersvasrétegen alulról levegő fújtatnak át. A levegő oxigénje hatására kiég a szén, a szilícium és a mangán. Előnye, hogy nem igényel külön tüzelőanyagot (a folyamatok hőtermelők) és igen nagy a termelékenysége.
 és igen nagy a termelékenysége.")
20
Acélgyártás A Siemens-Martin-eljárást az Émile Martin és Pierre Martin testvérpár szabadalmaztatta 1864-ben. Az eljárás nevében a Siemens nevet a a Siemens testvérek által szabadalmaztatott, és itt felhasznált váltakozó lángjárású regeneratív tüzelési rendszer magyarázza. A módszer lehetővé teszi folyékony nyersvas és ócskavas felhasználását is, de akár szilárd betéttel is lehetett indulni. Ez volt az az eljárás, ami lehetővé tette igen változatos ötvözöttségű acélok gyártását. A gyártási folyamat két lépcsőből áll: egy frissítő (oxidáló) és egy kikészítő (redukáló) szakaszból (ahol az oxidálódott vas visszaredukálását végzik). A frissítő szakasz hosszabb, mint a szélfrissítéses eljárásoké, ezért az adagidő hosszabb. A kikészítő szakaszban végezték el például az ötvözést.
 és egy kikészítő (redukáló) szakaszból (ahol az oxidálódott vas visszaredukálását végzik). A frissítő szakasz hosszabb, mint a szélfrissítéses eljárásoké, ezért az adagidő hosszabb. A kikészítő szakaszban végezték el például az ötvözést.")
21
Acélgyártás

22
Acélgyártás-LD / LINZ-Donavitz eljárás
Az LD-eljárás az ausztriai Linz-Donawitz – az eljárás kidolgozásának helyének – kezdőbetűit takarja. Az acélgyártás úgy történik, hogy megbillentik a meleg, legalább 1000 °C-os konvertert, és – ha hulladékkal is dolgoznak – beadagolják a vashulladékot és a nyersvasat úgy, hogy az elfedje a hulladékot. A konvertert függőleges helyzetbe állítják, leengedik az oxigénlándzsát, és először távolabbról megkezdik a fúvatást. Ezt követően salakképzőnek égetett meszet (CaO) és folypátot (CaF2) adagolnak.
 és folypátot (CaF2) adagolnak.")
23
Acélgyártás-LD / LINZ-Donavitz eljárás
Megindul a vas, a szilícium és a mangán oxidációja. A lándzsát fokozatosan lejjebb engedik, a fürdő hőmérséklete a végbemenő hőtermelő reakciók hatására megemelkedik. Folyamatosan képződik a salak, összetétele a folyamatoknak megfelelően alakul. Ha a hőmérséklet túl magas, acélhulladékot adagolnak. Az adagkészítés második részében adagolhatják az ötvözőket, de gyakran nem a konverterben ötvöznek, hanem a csapolás után az üstben. Ezt hívják üstmetallurgiának. A fúvatási idő 12…20 perc között alakul. Az eljárás végén a konvertert megbillentve végzik el a csapolást.

24
Elektroacélgyártás Adagberakás: a kemence boltozata a grafit elektródokkal együtt leemelhető, a betétet kosaras módszerrel emelik be, daru segítségével. A kosár aljára rakják a karbonizáló anyagot és az égetett meszet, erre kerül az ócskavas. Az adagolás után visszahelyezik a tetőt. Beolvasztás: a maximális teljesítmény ~80%-ával ívet gyújtanak, majd annak stabilizálódása után teljes teljesítményre kapcsolják a rendszert. Arra alkalmas kemencében az ív alatt mozgatni (fordítani) tudják a betétet. Frissítés: égetett mész és folypát adagolásával történik, miközben a fürdőben buborékképződés („fövés”) indul meg, a salak egy része kifolyik a salakoló ajtón. A frissítés végén az acélfürdő hőmérséklete 1630 °C körül van. Van oxigénes frissítéses módszer is. A frissítés során az acél C-tartalmát kevéssel a tervezett alá viszik.
 tudják a betétet. Frissítés: égetett mész és folypát adagolásával történik, miközben a fürdőben buborékképződés („fövés ) indul meg, a salak egy része kifolyik a salakoló ajtón. A frissítés végén az acélfürdő hőmérséklete 1630 °C körül van. Van oxigénes frissítéses módszer is. A frissítés során az acél C-tartalmát kevéssel a tervezett alá viszik.")
25
Salaklehúzás: a műveletet mindig kémiai elemzés előzi meg.
Elektroacélgyártás Salaklehúzás: a műveletet mindig kémiai elemzés előzi meg. Kikészítés: első műveletként beállítják a C-tartalmat. A karbonizálás után ferroszilíciumot és ferromangánt adagolnak, kialakítják az új salakot, majd elvégzik az ötvözést (de igen gyakran az üstben ötvöznek). Csapolás: a kemencét megbillentik, és a fürdő tartalmát (salakot és acélt együtt) üstbe csapolják. Néha külön csapolják a salakot
. Csapolás: a kemencét megbillentik, és a fürdő tartalmát (salakot és acélt együtt) üstbe csapolják. Néha külön csapolják a salakot.")
26
Elektroacélgyártás

27
Az acél leöntése Az acélgyártás utolsó mozzanata az előállított folyékony acél leöntése, kristályosítása. Az öntési módszereket az határozza meg, hogy a megszilárdult acélt a továbbiakban valamilyen képlékenyalakító művelettel (hengerléssel, kovácsolással stb.) alakítják. Az acélt alapvetően kétféle módon öntik: kokillába, folyamatos módszerrel. A kokillába öntés mára erősen visszaszorult, az acél jelentős részét folyamatos öntéssel kristályosítják. Kokillába a kovácsolásra, csőhengerlésre szánt tuskókat, a különleges acélminőségeket öntik. A tuskók régebben használt elnevezése az öntecs volt.
 alakítják. Az acélt alapvetően kétféle módon öntik: kokillába, folyamatos módszerrel. A kokillába öntés mára erősen visszaszorult, az acél jelentős részét folyamatos öntéssel kristályosítják. Kokillába a kovácsolásra, csőhengerlésre szánt tuskókat, a különleges acélminőségeket öntik. A tuskók régebben használt elnevezése az öntecs volt.")
28
Az acél leöntése

29
Az acél leöntése Az acél leöntésének korszerű módja a folyamatos öntés. Az alumínium folyamatos öntése már az 1930-as évektől használatos technológia volt, az acél folyamatos öntése a II. világháború után fejlődött ki. Acél esetén az jelentette a problémát, hogy nagyobb hőmérsékletről van szó, ugyanakkor hővezető képessége kisebb az alumíniumétól. A folyamatos öntőművek a meleghengerművek számára állítanak elő négyzetes, téglaalap, esetleg alakos szelvényű folyamatosan öntött bugát. A téglaalap alakú termékek az acél szélesszalag meleghengerművek kiinduló anyaga, az alakos szelvények pedig profilok hengerlésekor használatosak.

30
Fémes szerkezetű anyagok és hőkezelésük
Fémtani alapismeretek

31
FÉMTANI ALAPISMERETEK
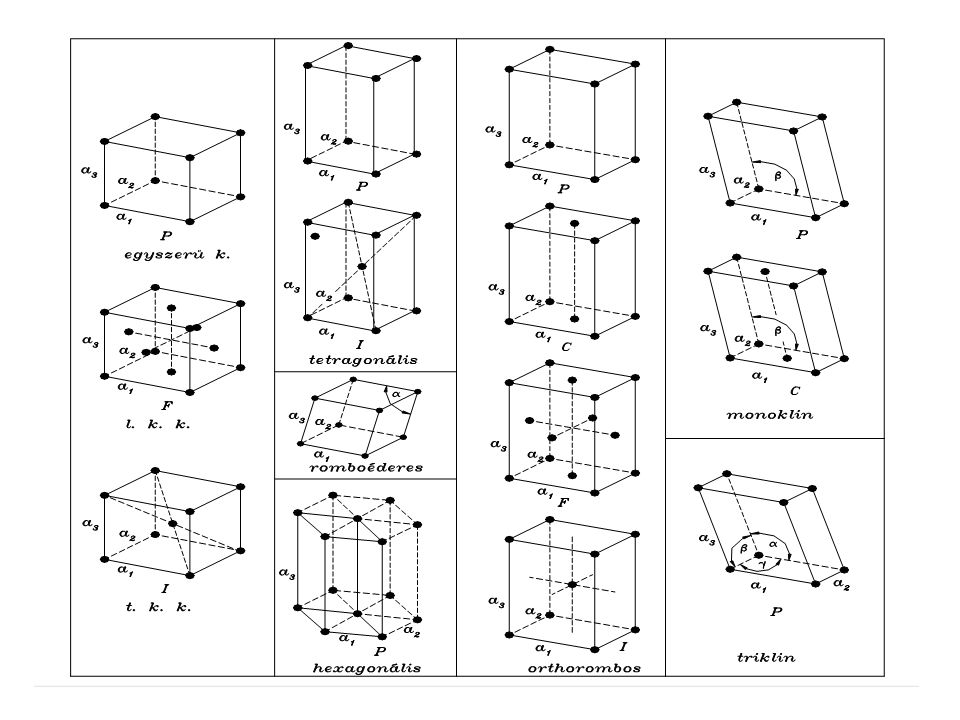
A fémet alkotó atomok a kristályrács elemi celláinak meghatározott pontján helyezkednek el A fématomoknak a külső héjon legfeljebb négy olyan elektronjuk van, melyek nincsenek helyhez kötve Az atomok a fémes kötési folyamat során ezeket az elektronokat leadják, ezáltal pozitív töltésű fématomokká ún. FÉMIONOKKÁ válnak A fémek kristályácsa általában KÖBÖS (kocka alakú), HEXAGONÁIS (hatszögletű hasáb) vagy TETRAGONÁLIS (téglalap alakú hasáb pl. acélok edzésekor keletkező martenzit) szerkezetű.
, HEXAGONÁIS (hatszögletű hasáb) vagy TETRAGONÁLIS (téglalap alakú hasáb pl. acélok edzésekor keletkező martenzit) szerkezetű.")
32
Anyagok jellemzői 20 C-on

33
KÖBÖS: rendszernél a kocka csúcsain helyezkednek el az atomok
TÉRKÖZEPES KÖBÖS: csúcsok + 1 a kocka közepén (Cr, Mo, W, Ti) rosszul alakíthatóak LAPKÖZEPES KÖBÖS: csúcsok + oldallapok közepén (Al, Ag, Cu, Ni) jól Alakíthatóak A fémek rács-szekezete a hőmérséklet változás hatására megváltozik -ALLOTRÓP átalakulás
 rosszul alakíthatóak. LAPKÖZEPES KÖBÖS: csúcsok + oldallapok közepén (Al, Ag, Cu, Ni) jól. Alakíthatóak. A fémek rács-szekezete a hőmérséklet változás hatására megváltozik -ALLOTRÓP átalakulás.")
35
TKK rács Li, Na, K, V, Cr, W, Ta Fe (-Fe) Fe (α-Fe)
 Fe (α-Fe)")
36
Lkk rács Al, Cu, Au, Ag, Pb, Ni, Ir, Pt Fe (-Fe)
")
37
SZÍNFÉMEK ÁTALAKULÁSA
Alapfogalmak: RENDSZER: az anyagnak a külvilágtól megfigyelés céljából elkülönített része, mely lehet homogén (egynemű) vagy különnemű (heterogén) Egyensúlyi a rendszer, ha az energiatartalma a lehető legkisebb (A fém B fém aránya megegyező) Amíg a rendszeren belül energiaváltozás történik nincs egyensúlyban FÁZIS: a rendszer egynemű, homogén állapotú része. ALKOTÓK: a rendszert felépítő azonos fajtájú anyagok.
 vagy különnemű (heterogén) Egyensúlyi a rendszer, ha az energiatartalma a lehető legkisebb (A fém B fém aránya megegyező) Amíg a rendszeren belül energiaváltozás történik nincs egyensúlyban. FÁZIS: a rendszer egynemű, homogén állapotú része. ALKOTÓK: a rendszert felépítő azonos fajtájú anyagok.")
38
HALMAZÁLLAPOT: az anyagok rendezettségének mértéke
HALMAZÁLLAPOT: az anyagok rendezettségének mértéke. Szilárdban hosszú távú, folyékonyban rövid távú, gázban statikusan rendezetlen. ÁLLAPOTTÉNYEZŐK: energiatatartalmat meghatározó tényezőpl. kémiai tényező, nyomás, hőmérséklet, térfogat. FÁZISVÁLTOZÁS: a rendezettség mértékének változása ALLOTRÓP ÁTALAKULÁS: hőmérséklet és nyomás hatására bekövetkezendő átkristályosodás

39
SZABADSÁGI FOK: az állapottényezők számával egyenlő (kémiai összetétel, nyomás, hőmérséklet) melyek határok közt szabadon változtathatóak anékül, hogy a rendszer egyensúlya megváltozna A nyomásnak hatása jelentéktelen eltekinthetünk A GIBBS-féle fázisszabályban a keresendő ismeretlen) F: fázisok (a rendszer egynemű, homogén állapotú része) K: komponensek (pl.: a példa Ólom K=1) SZ: szabadsági fok (az állapottényezők számával egyenlő) GIBBS-féle fázisszabály írja le: F+SZ=K+1
 F: fázisok (a rendszer egynemű, homogén állapotú része) K: komponensek (pl.: a példa Ólom K=1) SZ: szabadsági fok (az állapottényezők számával egyenlő) GIBBS-féle fázisszabály írja le: F+SZ=K+1.")
40
Példa:Fázisszabály alkalmazása színfém (ólom) lehűlése esetén.
F+SZ=K+1 Az ólom (K=1) olvadáspontja fölött egy fázis FOLYADÉK (F=1) van jelen, tehát 1+SZ=1+1 SZ=1, azaz egy szabadsági fok változtatható, a HŐMÉRSÉKLET. A dermedés hőmérsékletén a fázisok száma F=2, mivel részben kristály, részben folyadék van jelen 2+SZ=1+1 SZ=0, azaz a hőmérséklet nem változhat amíg a folyadék el nem tűnik Ezt követen szintén egy fázis van jelen a hőmérséklet csökkenhet.
 olvadáspontja fölött egy fázis FOLYADÉK (F=1) van jelen, tehát. 1+SZ=1+1 SZ=1, azaz egy szabadsági fok változtatható, a HŐMÉRSÉKLET. A dermedés hőmérsékletén a fázisok száma F=2, mivel részben kristály, részben folyadék van jelen. 2+SZ=1+1 SZ=0, azaz a hőmérséklet nem változhat amíg a folyadék el nem tűnik. Ezt követen szintén egy fázis van jelen a hőmérséklet csökkenhet.")
41
FÉMÖTVÖZETEK ÁTALAKULÁSA
Az ötvözet két vagy több elemből álló, két vagy többalkotós rendszer. Ötvözéssel, hőkezeléssel a színfém tulajdonságai megváltoztathatóak. A szilárd oldat a fémek közötti szilárd állapotban kialakuló kapcsolat. Lehet helyettesítéses ill. beékelődéses (szubsztitúciós, intersztíciós) Az alapfém atomjai helyére kerülnek A rács üres rácshelyeiben helyezkednek el
 Az alapfém atomjai helyére kerülnek. A rács üres rácshelyeiben helyezkednek el.")
42
KÉTALKOTÓS EGYENSÚLYI DIAGRAM ÉS SZEKESZTÉSE
Feladat: Lehülés vizsgálat fémötvözetek esetén. Bal oldalon különböző összetételhez tartozó lehűlési görbékkel. Az alkotók egymáshoz viszonyított helyzete sokféle lehet A Ni-Cu szilárd állapotban oldják egymást Tolv=1453 C/ 1083 C „LKK” 47% Cu + 53% Ni a következő hőtartományban dermed: a dermedés a felső (likvidusz) metszéséhez tartozó tl hőmérsékleten kezdődik és az alsó (szolidusz) görbe metszéséhez tartózó ts hőmérsékleten fejeződik be. A két hőmérséklet között folyékony és szilárd fázis van egyensúlyban. Ha a hőm. csökken nő a szilárd fázis mennyisége nő.
 metszéséhez tartozó tl hőmérsékleten kezdődik és az alsó (szolidusz) görbe metszéséhez tartózó ts hőmérsékleten fejeződik be. A két hőmérséklet között folyékony és szilárd fázis van egyensúlyban. Ha a hőm. csökken nő a szilárd fázis mennyisége nő.")
43
Kétalkotós egyensúlyi diagrammok vizsgálata, bal oldalon különböző összetételhez tartozó lehűlési görbékkel. Az alkotók egymáshoz való viszonya sokféle lehet pl.: Minden arányban oldják egymást Egyáltalán nem oldják egymást Részben oldják egymást azonos a rácsszerkezet atomátmérőben % -nál nem nagyobb az eltérés azonos a vegyérték

44
Az egyes fémötvözetek (Ni-Cu, Ag-Au) szilárd állapotban MINDEN ARÁNYBAN oldják egymást. A Nikkel 1453 C-on, a réz 1083 C-on olvad illetve dermed. Mindkettő LKK, egymást korlátlanul oldják.

45
Egyes ötvözetek ( Al-Si ) meghatározott összetétel (részben) esetén az ötvözetet alkotó fémek olvadáspontjánál kisebb, egyetlen hőmérsékleten olvadó, ill. dermedő, többfázisú elegyet alkot. Ezt a elegyet EUTEKTIKUMNAK ( görög: jól olvadó) hívjuk. Az egyensúlyi diagrammban ezt az elegyet vízszintes vonal jelzi eutektikus hőmérséklet. Jól önthetőek, mivel egyetlen hőmérsékleten dermednek ill. olvadnak. Hegesztéskor hátrányos mivel hirtelen olvad és dermed Hipoeutektikus: A fém+eutektikum Hipereutektikus: B fém+eutektikum

46
Egyes fémek (Al-Cu, Ag-Cu) adot összetételnél egymással eutektikumot képeznek, azonban szilárd állapotban csak korlátoltan oldják egymást. Az ilyen ötvözeteket az egyensúlyi diagramban ferde vonal jelzi. Az ötvözeteket általában kettőnél több fém alkotja, így az ötvözetek viselkedését Többalkotós egyensúlyi diagrammokból lehet megismerni.

47
A vas-karbon (FE-C) egyensúlyi diagram karbid és grafit rendszerben
1550 1538 1492 olv+primer cementit olv+ausztenit Ausztenit ausztenit+ szek.cementit+ ledeburit ausztenit+ferrit primer cementit +ledeburit 911 ausztenit+szek.cem Ferrit Perlit+szek.cementit primer cementit +ledeburit 0,8 2,06 4,3 ferrit+perlit

48
A szén szilárd oldata alfa vasban
Ausztenit A szén ( C ) szilárd oldata gamma vasban Nem mágnesezhető Jól alakítható (képlékeny) Ferrit A szén szilárd oldata alfa vasban Szobahőmérsékleten mágnesezhető Jól alakítható Cementit A vaskarbid fémes vegyület szöveteleme Háromféle előfordulása van (primer, szekunder, tercier) Rideg, kemény és törékeny Perlit Ferrit és lemezalakú cementit eutektoidos keveréke C=0,8 % Alakíthatóságát a cementlemezek vastagsága határozza meg Ledeburit Ausztenitből és cementitből álló eutektikum C=4,3 % Réteges szerkezetű
 szilárd oldata gamma vasban. Nem mágnesezhető. Jól alakítható (képlékeny) Ferrit. A szén szilárd oldata alfa vasban. Szobahőmérsékleten mágnesezhető. Jól alakítható. Cementit. A vaskarbid fémes vegyület szöveteleme. Háromféle előfordulása van (primer, szekunder, tercier) Rideg, kemény és törékeny. Perlit. Ferrit és lemezalakú cementit eutektoidos keveréke C=0,8 % Alakíthatóságát a cementlemezek vastagsága határozza meg. Ledeburit. Ausztenitből és cementitből álló eutektikum C=4,3 % Réteges szerkezetű.")
49
Megjegyzések: A 0,8 % C tartalomú vas szén-ötvözetet EUTEKTOIDOS acélnak nevezzük A 0,8 % C tartalom alatti vas szén-ötvözetet HIPOEUTEKTOIDOS acélnak nevezzük A 0,8 % - 2,06 C tartalom közé eső vas szén-ötvözetet HIPEREUTEKTOIDOS acélnak nevezzük A 4,3 % C tartalomú vas szén-ötvözetet EUTEKTIKUMOS ÖNTÖTTVASNAK nevezzük A 2,06 – 4,3 % C tartalom közé eső alatti vas szén-ötvözetet HIPOEUTEKTIKUMOS acélnak nevezzük A 4,3 % C tartalomok feletti vas szén-ötvözetet HIPEREUTEKTIKUMOS ÖNTÖTTVASNAK nevezzük

Hasonló előadás





 ÖTVÖZETEK TÍPUSAI.>")












 értelmezéséhez,>")
