Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Megmunkálási eljárások I.
3/2

2
3. Külső hengeres felületek megmunkálása határozott élű szerszámokkal
3. KHF megmunkálása határozott élű szerszá- mokkal 3.1. Megmunká- lási módok, mozgásviszo- nyok, szerszámok 3.2. A munkadarabok felfogása és központosítása 3.3. Technológiai adatok meghatározása 3.4. A megmun- kálás pontossága 3.5. A megmunkált felület minősége 3.1. Megmunkálási módok , mozgásviszonyok , szerszámok 3.1.1.KHF forgácsolása állandó keresztmetszetű forgács folyamatos leválasztásával 3.1.2.KHF forgácsolása változó keresztmetszetű forgács szakaszos leválasztásával 3.1.3.KHF forgácsolása állandó keresztmetszetű forgács szakaszos leválasztásával 3.2. A munkadarabok felfogása és központosítása 3.3. Technológiai adatok meghatározása 3.4. A megmunkálás pontossága A mdb. és a szerszám viszonylagos helyzetének meghatározottságából adódó hibák A gép és a gyártóeszközök geometriai pontatlansága MKGS rendszer alakváltozása okozta hibák Szerszámkopás okozta hibák Hő okozta hibák 3.5. A megmunkált felület minősége A felület geometriai jellemzői A felületi réteg állapota

3
3.2. A munkadarabok felfogása és központosítása
KHF: a mdb. - ot központosítani kell forgó mdb.: géporsójának tengelyvonalába álló mdb.: a szerszám forgástengelyének A mdb. felfogása előtt esetenként elkészítő műveletek szükségesek: a) oldalazás: központfúrás előtt, homlokélen vagy furaton való központosítás, sorozat és tömeggyártásban (amikor a mdb. hosszirányú helyzetét homloklap ütköztetéssel valósítják meg) (rendszerint csúcsesztergán végezzük) b) központkeresés és jelölés: homloklap középpontjának kijelölése, központfúrás előtt (ha nem tudjuk vagy nem akarjuk befogni) c) központfúrás: csapok és tengelyek csúcsok közötti központosításához, nyeregszeggel való megtámadáshoz d) bábhelyesztergálás: hosszú, nem merev (l/d8-12) tengelyek bábbal való központosítása előtt, támasztópofák részére hengeres csapot, bábhelyet kell esztergálni (v, s, a) Fs
 oldalazás: központfúrás előtt, homlokélen vagy furaton való központosítás, sorozat és tömeggyártásban (amikor a mdb. hosszirányú helyzetét homloklap ütköztetéssel valósítják meg) (rendszerint csúcsesztergán végezzük) b) központkeresés és jelölés: homloklap középpontjának kijelölése, központfúrás előtt (ha nem tudjuk vagy nem akarjuk befogni) c) központfúrás: csapok és tengelyek csúcsok közötti központosításához, nyeregszeggel való megtámadáshoz. d) bábhelyesztergálás: hosszú, nem merev (l/d8-12) tengelyek bábbal való központosítása előtt, támasztópofák részére hengeres csapot, bábhelyet kell esztergálni (v, s, a) Fs")
4
3.2. A munkadarabok felfogása és központosítása
3. Külső henge- res felületek megmunkálása határozott élű szerszámokkal 3.1.Megmunká- lási módok, moz- gásviszonyok , szerszámok 3.2. A munka- darabok felfogása és központosítása 3.3. Technológiai adatok meghatározása 3.4. A meg- munkálás pontossága 3.5. A meg- munkált felület minősége 3.2. A munkadarabok felfogása és központosítása Központosítás csúcsok között központosítás esztergacsúccsal minden műveletnél a felfogási bázis ugyanaz marad sugárirányú helyzet-meghatározási hiba elvileg 0 központosítás menesztő-csúccsal (egy felfogásban végig munkálva, nyomaték kicsi) (piramis alakú menesztő-csúcs) központosítás kitérőcsúccsal: lépcsős hengeres felületek (csapok, tengelyek) sorozat és tömeggyártásban, ütközőre központosítás homorú kúppal: rövid, kis átmérőjű mdb.-ok (csapok, csapszegek) kúpfelület vagy homlokélek
 (piramis alakú menesztő-csúcs) központosítás kitérőcsúccsal: lépcsős hengeres felületek (csapok, tengelyek) sorozat és tömeggyártásban, ütközőre. központosítás homorú kúppal: rövid, kis átmérőjű mdb.-ok (csapok, csapszegek) kúpfelület vagy homlokélek.")
5
3.2. A munkadarabok felfogása és központosítása
3. Külső henge- res felületek megmunkálása határozott élű szerszámokkal 3.1.Megmunká- lási módok mozgás- viszonyok , szerszámok 3.2. A munka- darabok felfogása és központosítása 3.3. Technológiai adatok meghatározása 3.4. A meg- munkálás pontossága 3.5. A meg- munkált felület minősége A munkadarabok felfogása és központosítása Befogás egyetemes központosító tokmányba Hengeres mdb.- ok gyors és központos befogására alkalmasak A rövidebb mdb.- ok lebegve (l/d3-4) az ettől hosszabbakat csúccsal kitámasztva fogjuk be Felfogás síktárcsára Egymástól függetlenül állítható pofák Hátrány: központosítás hosszadalmas Nagy átmérőjű, nem szabályos, durva felületű rövid l/d 3-4 darabokkal lebegő, hosszabbakat csúccsal, illetve bábbal kitámasztva fogjuk fel Összefoglalás: felfogási illetve központosítási módok külső hengeres felületek megmunkálásához.
 az ettől hosszabbakat csúccsal kitámasztva fogjuk be. Felfogás síktárcsára. Egymástól függetlenül állítható pofák. Hátrány: központosítás hosszadalmas. Nagy átmérőjű, nem szabályos, durva felületű rövid l/d 3-4 darabokkal lebegő, hosszabbakat csúccsal, illetve bábbal kitámasztva fogjuk fel. Összefoglalás: felfogási illetve központosítási módok külső hengeres felületek megmunkálásához.")
6
3.3.Technológiai adatok meghatározása
A technológiai adatok meghatározása egy rész az alkatrészgyártás technológiai folyamat tervezésén belül. Az adat-meghatározás előtti tevékenységek sorrendje a következő: 1. Az alkatrészgyártáshoz szükséges műveletek és azok sorrendjének meghatározása (műveleti sorrendtervezés) az alkatrész műhelyrajza alapján. A műveletek meghatározásához figyelembe kell venni többek között a következőket: a) az alkatrész anyaga; b) az alkatrész gyártandó darabszáma (tömegszerűsége); c) alkatrészjellemzők (alak, tömeg, méretek, pontosság, érdesség). 2. Szerszámgép kiválasztása az adott művelethez. 3. A szerszámok alakjának, élgeometriájának és anyagának megválasztása.
 az alkatrész műhelyrajza alapján. A műveletek meghatározásához figyelembe kell venni többek között a következőket: a) az alkatrész anyaga; b) az alkatrész gyártandó darabszáma (tömegszerűsége); c) alkatrészjellemzők (alak, tömeg, méretek, pontosság, érdesség). 2. Szerszámgép kiválasztása az adott művelethez. 3. A szerszámok alakjának, élgeometriájának és anyagának megválasztása.")
7
3.3.Technológiai adatok meghatározása
4. Fogásmélység (forgácsszélesség) meghatározása a ráhagyás és a művelet jellege alapján. 5. Előtolás (fogankénti előtolás, előtoló sebesség) meghatározása. 6. A gazdaságos forgácsoló sebesség számítása. 7. Forgácsoló erő (forgácsoló nyomaték) számítása. 8. Forgácsoló teljesítmény ill. szükséges motorteljesítmény számítása. 9. Ellenőrzések végzése a motorteljesítmény ill. forgácsoló erő (forgácsoló nyomaték) alapján, szükség szerint módosítások végzése (visszatér 6. vagy 5. vagy a 4. ponthoz). 10. A végleges adatokkal gépi ~idő, anyagleválasztási teljesítmény számítása.
 meghatározása a ráhagyás és a művelet jellege alapján. 5. Előtolás (fogankénti előtolás, előtoló sebesség) meghatározása. 6. A gazdaságos forgácsoló sebesség számítása. 7. Forgácsoló erő (forgácsoló nyomaték) számítása. 8. Forgácsoló teljesítmény ill. szükséges motorteljesítmény számítása. 9. Ellenőrzések végzése a motorteljesítmény ill. forgácsoló erő (forgácsoló nyomaték) alapján, szükség szerint módosítások végzése (visszatér 6. vagy 5. vagy a 4. ponthoz). 10. A végleges adatokkal gépi ~idő, anyagleválasztási teljesítmény számítása.")
8
3.3.Technológiai adatok meghatározása
A technológiai adatok meghatározását (5. ill. 6. pont) többféle módon végezhetjük el. A lehetséges módszerek a következők: a) Normatíva táblázatok alapján. b) Szerszámgyártó cégek katalógusaiban szereplő technológiai adatok táblázatos ajánlása alapján. c) Szakirodalomban található empírikus összefüggések és adatbázisok alkalmazásával. Bálint Lajos: A forgácsoló megmunkálás tervezése, Műszaki Könykiadó Bp Angyal B.- Cverencz J. - Pópity S.: Forgácsolástechnológiai táblázatok, Műszaki Könyvkiadó Bp Gépipari technológusok zsebkönyve, Műszaki Könyvkiadó Bp ) d) Szoftverek alkalmazásával (pl. TAUPROG, GTIPROG, stb.).
 többféle módon végezhetjük el. A lehetséges módszerek a következők: a) Normatíva táblázatok alapján. b) Szerszámgyártó cégek katalógusaiban szereplő technológiai adatok táblázatos ajánlása alapján. c) Szakirodalomban található empírikus összefüggések és adatbázisok alkalmazásával. Bálint Lajos: A forgácsoló megmunkálás tervezése, Műszaki Könykiadó Bp Angyal B.- Cverencz J. - Pópity S.: Forgácsolástechnológiai táblázatok, Műszaki Könyvkiadó Bp Gépipari technológusok zsebkönyve, Műszaki Könyvkiadó Bp ) d) Szoftverek alkalmazásával (pl. TAUPROG, GTIPROG, stb.).")
9
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
A technikai fejlődéssel növekszik a szerszámgépek pontossága. Az elmúlt század elejétől a közepes nagyságú esztergák pontossága tízévenként egy pontossági osztállyal növekedett. A megmunkálás pontosságát befolyásoló tényezők (Hibaokozók). A mdb. és a szerszám viszonylagos helyzetének meghatározottságából adódó hibák A gép és a gyártóeszközök geometriai pontatlansága MKGS rendszer alakváltozása okozta hibák Szerszámkopás okozta hibák Hő okozta hibák
. A mdb. és a szerszám viszonylagos helyzetének meghatározottságából adódó hibák. A gép és a gyártóeszközök geometriai pontatlansága. MKGS rendszer alakváltozása okozta hibák. Szerszámkopás okozta hibák. Hő okozta hibák.")
10
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
a) A mdb. és a szerszám viszonylagos helyzetének meghatározottságából adódó hibák Helyzetmeghatározási és bázismegválasztási hibák. b) A gép és a gyártóeszközök geometriai pontatlansága a szerszámgép geometriai hibája (nyugalmi, terheletlen állapotban mért hibák) a kinematikai lánc hibái (mechanizmusok alkatrészei) a szerszámél pályájának hibái (főorsó tengely = mdb. tengely és az ágyvezetés (szerszámpálya) párhuzamossági hibája a szerszám pontatlanságából adódó hibák egyélű forgácsoló szerszámok (eszterga és gyalukés) hibája nem befolyásolja közvetlenül a mdb. pontosságát - rossz forg. szim. a többi szerszám hibái többé-kevésbé rámásolódnak méretes szerszám mérethibái alakos szerszám alakhibái forgó szerszámok ütése (orsótól független) széles élen dolgozó szerszámok elhelyezési hibái.
 A mdb. és a szerszám viszonylagos helyzetének meghatározottságából adódó hibák. Helyzetmeghatározási és. bázismegválasztási hibák. b) A gép és a gyártóeszközök geometriai pontatlansága. a szerszámgép geometriai hibája (nyugalmi, terheletlen állapotban mért hibák) a kinematikai lánc hibái (mechanizmusok alkatrészei) a szerszámél pályájának hibái (főorsó tengely = mdb. tengely és az ágyvezetés (szerszámpálya) párhuzamossági hibája. a szerszám pontatlanságából adódó hibák. egyélű forgácsoló szerszámok (eszterga és gyalukés) hibája nem befolyásolja közvetlenül a mdb. pontosságát - rossz forg. szim. a többi szerszám hibái többé-kevésbé rámásolódnak. méretes szerszám mérethibái. alakos szerszám alakhibái. forgó szerszámok ütése (orsótól független) széles élen dolgozó szerszámok elhelyezési hibái.")
11
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
b) A gép és a gyártóeszközök geometriai pontatlansága a szerszámgép geometriai hibája (nyugalmi, terheletlen állapotban mért hibák) a kinematikai lánc hibái (mechanizmusok alkatrészei) a szerszámél pályájának hibái (főorsó tengely = mdb. tengely és az ágyvezetés (szerszámpálya) párhuzamossági hibája a szerszám pontatlanságából adódó hibák egyélű forgácsoló szerszámok (eszterga és gyalukés) hibája nem befolyásolja közvetlenül a mdb. pontosságát - rossz forg. szim. a többi szerszám hibái többé-kevésbé rámásolódnak méretes szerszám mérethibái alakos szerszám alakhibái forgó szerszámok ütése (orsótól független) széles élen dolgozó szerszámok elhelyezési hibái. a készülék pontatlanság okozta hiba geometriai és szerelési hibák készülék kopására figyelni kell
 A gép és a gyártóeszközök geometriai pontatlansága. a szerszámgép geometriai hibája (nyugalmi, terheletlen állapotban mért hibák) a kinematikai lánc hibái (mechanizmusok alkatrészei) a szerszámél pályájának hibái (főorsó tengely = mdb. tengely és az ágyvezetés (szerszámpálya) párhuzamossági hibája. a szerszám pontatlanságából adódó hibák. egyélű forgácsoló szerszámok (eszterga és gyalukés) hibája nem befolyásolja közvetlenül a mdb. pontosságát - rossz forg. szim. a többi szerszám hibái többé-kevésbé rámásolódnak. méretes szerszám mérethibái. alakos szerszám alakhibái. forgó szerszámok ütése (orsótól független) széles élen dolgozó szerszámok elhelyezési hibái. a készülék pontatlanság okozta hiba. geometriai és szerelési hibák. készülék kopására figyelni kell.")
12
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
c) MKGS rendszer alakváltozása okozta hibák MKGS alakváltozása az alkatrészen helyzethibát, mérethibát, alakhibát okoznak, a rezgések - hullámosságot. Erőhatás okozza ( súlyerő, szorítóerő, forgácsoló erő, kiegyensúlyozatlan részek okozta röpítő erő) Erőhatásra a rendszer elemei alakváltozást szenvednek a szerszámél helyzete megváltozik. Az erő meghatározása: kísérleti úton erőmérés teljesítmény mérés alapján analitikus úton fajlagos forgácsoló erő felhasználásával normatív összefüggések felhasználásával.
 MKGS rendszer alakváltozása okozta hibák. MKGS alakváltozása az alkatrészen. helyzethibát, mérethibát, alakhibát okoznak, a rezgések - hullámosságot. Erőhatás okozza ( súlyerő, szorítóerő, forgácsoló erő, kiegyensúlyozatlan részek okozta röpítő erő) Erőhatásra a rendszer elemei alakváltozást szenvednek a szerszámél helyzete megváltozik. Az erő meghatározása: kísérleti úton. erőmérés. teljesítmény mérés alapján. analitikus úton. fajlagos forgácsoló erő felhasználásával. normatív összefüggések felhasználásával.")
13
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
Az egyszerű kezelhetőség érdekében a forgácsoló fő és mellékmozgások irányában célszerű komponensekre bontani. F – forgácsoló erő a szerszámot és szerszám-befogó rendszert P – alakító erő a mdb.-ot és az azt befolyásoló rendszert terheli A számításoknál szükségünk lesz - a merevség, elmozdulékonyság értelmezésére (az MKGS rendszer jellemzésére használják a hibák vizsgálatánál) Merevség: a szerkezet (vagy mdb.) rugalmas alakváltozással szembeni ellenálló képességét értjük. mdb - merevségi tényező P - ható erő (N) y - erőhatás irányába eső elmozdulás (mm)
 Merevség: a szerkezet (vagy mdb.) rugalmas alakváltozással szembeni. ellenálló képességét értjük. mdb - merevségi tényező. P - ható erő (N) y - erőhatás irányába eső elmozdulás (mm)")
14
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
Elmozdulékonyság: a szerkezet (vagy mdb.) egységnyi erő hatására létrejött, adott irányú elmozdulása. Wmdb - elmozdulékonysági tényező ymdb - terhelés irányába eső elmozdulás (mm) P elmozdulás irányába eső erő (N) A mdb. merevsége Alakváltozás szempontjából - a mdb. méretei és az esztergálásnál fellépő erők figyelembevételével megkülönböztetünk teljesen merev és rugalmas mdb.-ot Teljesen merev: ha a forgácsoláskor fellépő alakítóerő a mdb.-on nem okoz mérhető rugalmas alakváltozást. Rugalmas: ha az alakító erő a mdb.-on mérhető rugalmas alakváltozást hoz létre.
 egységnyi erő hatására létrejött, adott irányú elmozdulása. Wmdb - elmozdulékonysági tényező. ymdb - terhelés irányába eső elmozdulás (mm) P - elmozdulás irányába eső erő (N) A mdb. merevsége. Alakváltozás szempontjából - a mdb. méretei és az esztergálásnál fellépő erők figyelembevételével megkülönböztetünk. teljesen merev és rugalmas mdb.-ot. Teljesen merev: ha a forgácsoláskor fellépő alakítóerő a mdb.-on nem okoz mérhető rugalmas alakváltozást. Rugalmas: ha az alakító erő a mdb.-on mérhető rugalmas alakváltozást hoz létre.")
15
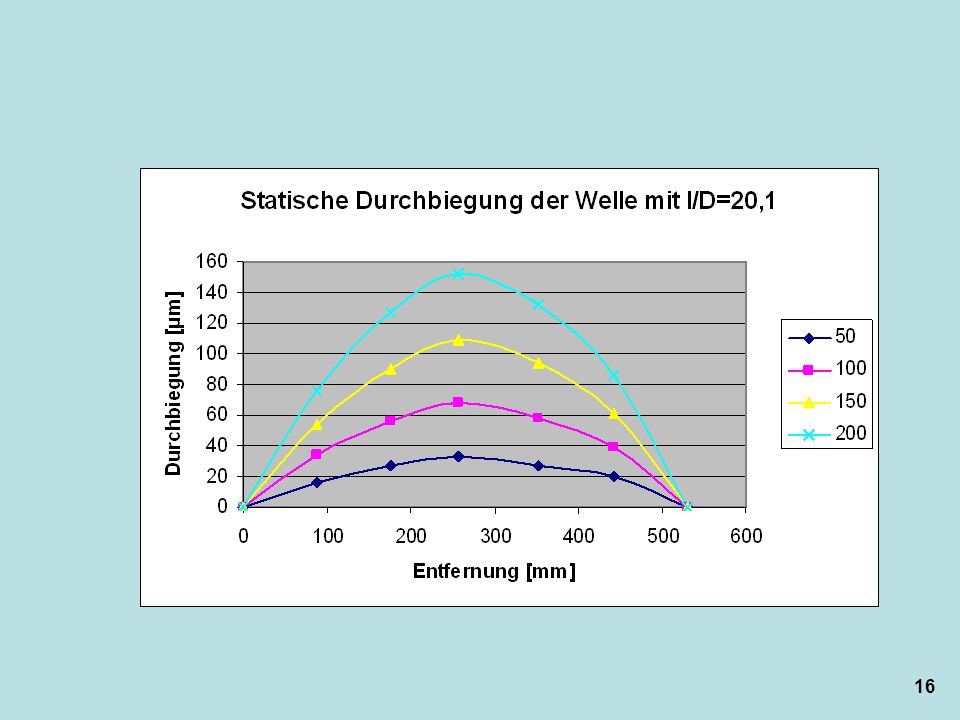
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
Nagy l/d viszonyú tengely

17
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
d) Szerszámkopás okozta hibák A mdb. méretváltozása szempontjából a hátkopás élkopás csúcskopás játszik fontos szerepet, mivel a megmunkálandó felületre merőleges irányban változtatják a szerszám méretét. Mérethibát okoz: a szerszám kopása azonos munkadarabok méretre állított szerszámokkal végzett megmunkálásakor, sorozat vagy tömeggyártás esetén. Alakhiba: a szerszám kopásából nagyméretű munkadarabok megmunkálásakor keletkezik.
 Szerszámkopás okozta hibák. A mdb. méretváltozása szempontjából a. hátkopás. élkopás. csúcskopás. játszik fontos szerepet, mivel a megmunkálandó felületre merőleges irányban változtatják a szerszám méretét. Mérethibát okoz: a szerszám kopása azonos munkadarabok méretre állított szerszámokkal végzett megmunkálásakor, sorozat vagy tömeggyártás esetén. Alakhiba: a szerszám kopásából nagyméretű munkadarabok megmunkálásakor keletkezik.")
18
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
Méretváltozást - közvetlenül mérik, - közvetve a hátkopásból határozzák meg. szerszám rövidülése hátkopás hátszög A következő lineáris összefüggésekkel kifejezhető (kopásgörbe lineáris szakasza) L2 = C1 t - forgácsolás ideje, min. L2 = C2 L - szerszám forgácsolási útja, m v. km L2 = C3 A - a megmunkált felület nagysága, m2 C1, C2, C3 - a munkadarab anyagától, a megmunkálás körülményeitől függő állandók
 L2 = C1 t - forgácsolás ideje, min. L2 = C2 L - szerszám forgácsolási útja, m v. km. L2 = C3 A - a megmunkált felület nagysága, m2. C1, C2, C3 - a munkadarab anyagától, a megmunkálás körülményeitől függő állandók.")
19
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
e) Hő okozta hibák Pontosságot befolyásolják a fellépő hő okozta alakváltozások. Hővé alakul forgácsolásnál : - alakváltozáshoz - súrlódáskor felhasznált energia. Hő származik: - gép mozgó alkatrészeinek súrlódásából - elektromotor hidraulikus rendszer működéséből Következmény: MKGS rendszer elemei melegednek és deformálódnak. Állandósult hőállapot: a rendszerben a hő egyensúlyban van keletkező hőmennyiség = eltávozó hőm. MKGS elemeinek hőmérséklete állandó
 Hő okozta hibák. Pontosságot befolyásolják a fellépő hő okozta alakváltozások. Hővé alakul forgácsolásnál : - alakváltozáshoz. - súrlódáskor. felhasznált energia. Hő származik: - gép mozgó alkatrészeinek súrlódásából. - elektromotor hidraulikus rendszer működéséből. Következmény: MKGS rendszer elemei melegednek és deformálódnak. Állandósult hőállapot: a rendszerben a hő egyensúlyban van. keletkező hőmennyiség = eltávozó hőm. MKGS elemeinek hőmérséklete állandó.")
20
3.4. A MEGMUNKÁLÁS PONTOSSÁGA
Változó hőállapotú rendszer üzemelés kezdeti, befejező szakasza hosszabb munkaszünet szerszám perc nagyobb tömegű 3-4 óra alatt érik el az állandósult hőállapotot. Pillanatnyi hőállapot A mdb felmelegedéséből adódó hiba Döntően a forgácstőben keletkező hő idézi elő. Furatban több hő keletkezik, mint KHF forg. A mdb. felmelegedés nő, ha V, S, a

21
TURNING VERSUS GRINDING CONCERNING TO THE GEOMETRICAL ACCURACY
Sketch of the processes Roundness Cylindricity Parallelism Turning Grinding

22
3.5. A megmunkált felület minősége
Felületminőség (FM): - Felület geometriája (felszíne, „domborzata”, topográfiája, érdessége…) - Felületi réteg állapota Felület geometriája : - mikrogeometria érdesség - makrogeometria Érdességi jellemzők: elméleti valóságos
: - Felület geometriája (felszíne, „domborzata , topográfiája, érdessége…) - Felületi réteg állapota. Felület geometriája : - mikrogeometria érdesség. - makrogeometria. Érdességi jellemzők: elméleti. valóságos.")
23
3.5. A megmunkált felület minősége
Elméleti érdesség:

24
3.5. A megmunkált felület minősége
Valóságos érdesség: érdességi mérőszámok Átlagos érdesség: Egyenetlenség magasság: Hordozóhossz: Viszonylagos hordozóhossz:

25
TOPOGRAPHY OF SURFACES OF GEAR 8 in 3D
Hard turned surface Ground surface

26
TOPOGRAPHY OF SURFACES OF GEAR 7 in 3D
Hard turned surface Ground surface

27
3.5. A megmunkált felület minősége
Érdességi értékek Érdességi profil Köszörülés Ra = 0,0744 Rq = 0,0973 Rp = 0,2316 Rv = 0,5553 Rt = 0,7868 Rsk = -1,0826 RzDIN = 0,5944 Esztergálás Ra = 0,0898 Rq = 0,01207 Rp = 0,2902 Rv = 0,7652 Rt = 1,0554 Rsk = -1,2921 RzDIN = 0,7061

28
VALUES OF RELATIVE REFERENCE LENGTH OF THE PROFILES
Depth Relative reference length of the profiles % measured Gear 1 ( Æ 76G5) Gear 2 ( Æ 68G5) from the surface Ground Hard turning Ground Hard turning 0.2 m m 0.41 1.82 0.50 1.70 0.4 m m 1.38 10.68 3.43 8.95 0.6 m m 3.90 24.76 12.55 20.54 0.8 m m 10.11 31.57 31.43 36.57 1.0 m m 21.62 45.21 56.25 56.51 1.2 m m 38.10 60.11 76.16 77.05 1.4 m m 53.64 69.06 88.07 93.51 1.6 m m 74.23 74.77 94.58 99.17 1.8 m m 85.95 84.60 97.62 99.99 2.0 m m 93.23 94.77 98.99 100 2.2 m m 97.22 100 99.58 2.4 m m 98.94 99.87 2.6 m m 99.54 100 2.8 m m 99.83 3.0 m m 100
 Gear 2 ( Æ. 68G5) from the. surface. Ground. Hard turning. Ground. Hard turning m. m m. m m. m m. m m. m m. m m. m m. m m. m m. m m. m m. m m. m m. m m. m")
29
3.5. A megmunkált felület minősége
Az elméleti értéktől való eltérést a megmunkált anyag tulajdonságai, a technológiai adatok, a szerszám állapota, az MKGS rendszer rezgései okozzák. Éllekerekedési sugár

30
3.5. A megmunkált felület minősége

31
3.5. A megmunkált felület minősége
Felületi réteg tulajdonságai A forgácsolt felületére jellemző tulajdonságok jelentősen befolyásolják az alkatrész felhasználási tulajdonságait Jellemezhetjük: Maradó feszültség nagysága, előjele, mélysége A felületi felkeményedés mértéke Szövetszerkezet megváltozása

32
COMPARISON OF GRINDING WITH HARD BORING
Microgeometry Microhardness Residual stress Microstructure 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 400 500 600 700 800 900 Distance (mm) Hard boring 400 500 600 700 800 900 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 Distance (mm) Grinding
 Hard. boring ,1. 0,2. 0,3. 0,4. 0,5. 0,6. 0,7. 0,8. 0,9. 1,0. Distance (mm) Grinding.")
33
3.5. A megmunkált felület minősége

Hasonló előadás