Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Felület kezelés, felület nemesítés

2
A felület kezelés célja
A felület közeli anyagrész összetételének megváltoztatása A felület keménységének megváltoztatása Kopásállóság növelése

4
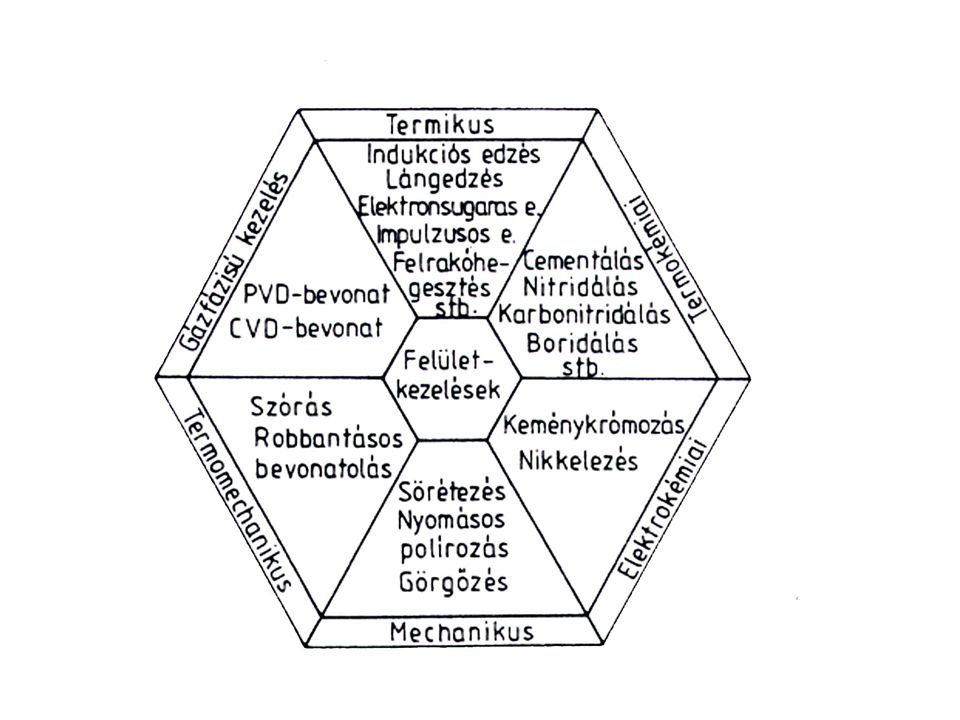
Lehetséges módszerek Felületi hőkezelések
Felületi edzések Összetételt változtató felületi hőkezelések A felület kezelése nagy energiájú forrásokkal (lézer, elektronsugár, ív stb.) Átolvasztás Ötvözés edzés Bevonatok létrehozása
 Átolvasztás. Ötvözés. edzés. Bevonatok létrehozása.")
5
Felületi hőkezelések Az elvárás a kemény kopásálló felület (kéreg) és szívós mag Így megkülönböztetünk: összetételt nem változtató felületi edzéseket összetételt változtató kérgesítő eljárásokat

6
A felületi hőkezelések áttekintése az edzhetőség feltételei alapján
A felületi edzések alapelve az, hogy az edzéshez szükséges 3 feltétel közül mindhárom, csak a kéregben teljesül 1. ausztenitesítés ( hevítés T A c3 ) 2. hűtés v kf-nél nagyobb sebességgel 3. C 0,2 %
 2. hűtés v kf-nél nagyobb sebességgel. 3. C 0,2 %")
7
Az acél összetételét nem változtató felületi hőkezelések, Felületi edzések
A felületet meghatározott mélységig T A c3 hőmérsékletre hevítik, és onnan a vkf-nél gyorsabban hűtik. A kéregvastagságnak megfelelő mélységű hevítéshez rendkívül nagy hevítési sebességet ( C /sec) kell elérni Ez csak nagy felületi teljesítménnyel lehetséges ( W/ cm2). Eközben a mag hőmérséklete és szövetszerkezete nem változik.
 kell elérni. Ez csak nagy felületi teljesítménnyel lehetséges ( W/ cm2). Eközben a mag hőmérséklete és szövetszerkezete nem változik.")
8
Összetételt változtató un. termokémiai kezelések

9
Termokémiai kezelések 1
Cél: a felületen meghatározott mélységig valamilyen fémes vagy nemfémes elem koncentrációját megnövelni és így a kéreg tulajdonságát a kívánt módon megváltoztatni. Az eljárások célja lehet mechanikai-, hő-és vegyi hatásokkal szembeni ellenállás növelése. A legtöbb esetben a cél a felület kopásállóságának és a munkadarab kifáradással szembeni ellenállásának növelése a kemény kéreg és szívós mag biztosításával.

10
Nitridálás, karbonitridálás
A nitridálás célja az acél felületébe nitrogén bejuttatása, amely a felületen kemény kopásálló, korrózióálló, a kifáradással szemben ellenálló kérget hoz létre anélkül, hogy azt edzeni kellene. A darabot a kezelés megkezdése előtt a legtöbb esetben nemesítik A karbonitridálás esetében a nitrogénnel egyidejűleg karbon is diffundál a felületbe, aminek hatására a nitrideken kívül kemény karbonitridek is keletkeznek.

11
Nitridálás, karbonitridálás
A nitridáló közeg általában ammónia, és mivel a nitrogén a ferritben jobban oldódik a kezelés hőmérséklete C. A kemencetérbe bevezetett ammónia az acél felületén alkotóira bomlik. A kezelési idő óra A darabot nitridálás előtt nemesítik

12
Nitridálás, karbonitridálás
Gáznitridálásra nitridképző ötvözőkkel ötvözött acélokat használunk. Ilyen ötvözők a Cr, az Al a Mo és a V Az elérhető felületi keménysége HRC.

13
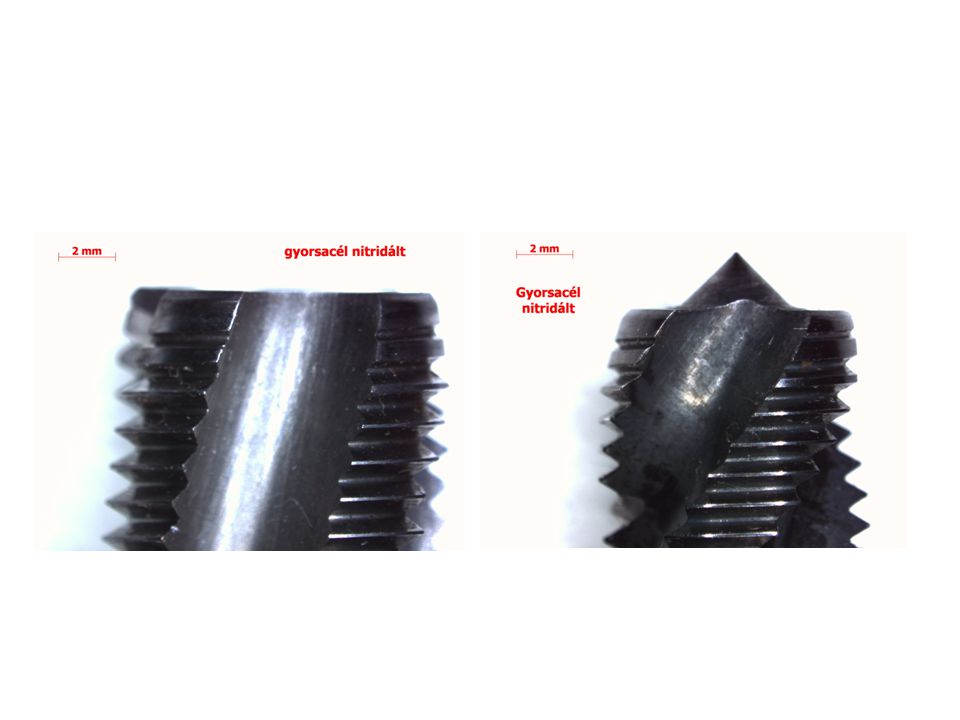
Nitridált kéreg A nitridált kéreg vastagsága 0,2-0,8 mm
A kéreg szerkezete nem egységes. A felületen egy néhány mikron vastagságú vegyületi réteg "fehér kéreg" található. Ezt a vegyületi réteget vas és ötvöző nitridek alkotják. Alatta a befelé haladó nitrogén diffúziós frontnak megfelelően, élesen elválasztva a diffúziós zóna van

14
Nikotrált kéreg C 45 minőségű vezérműtengelyen

16
Ion nitridálás A kezelés hőmérséklete º

17
Ion nitridálás Alapelv: a ritkított gázokban fellépő kisülés
A munkadarab katód Anód a kötött és földelt kamra 2000V, 250A, a gáz ammónia vagy nitrogén ammónia keverék Nyomás 0,6-13, bar Az ionizált gáz pozitív ionjai a katódtérben a ködfényplazma határrétegétől erősen felgyorsulnak és a felületbe ütköznek (hevítés) más részük Fe atomokat választanak le. A Fe atomok a ködfényplazmában kb 20% N-t vesznek fel
 más részük Fe atomokat választanak le. A Fe atomok a ködfényplazmában kb 20% N-t vesznek fel.")
18
Ion nitridált kéreg

19
Az ionnitridálás alkalmazása

20
Nagyenergiájú forrásokkal végzett kezelések

21
Lézer és elektronsugár
Jellemzők Koncentrált energia bevitel A felület meg is olvasztható, a felületre felvitt „ötvözők” beolvaszthatók A kezelt térfogat nagyon kicsi A kezelt anyagrész lehülése nagyon gyors, tehát finom szemcseszerkezet keletkezik Acélok, öntöttvasak egyaránt kezelhetők

22
Lézer kezelések

23
Lézer kezelések

24
Elektronsugaras kezelés (edzés, átolvasztás)
Az elektronsugaras kezelés során a vakuumkamrában elhelyezett darab felületet tekercsekkel fókuszált elektronsugárral kezelik.

25
A forgácsoló szerszámanyagok fejlesztési irányai

26
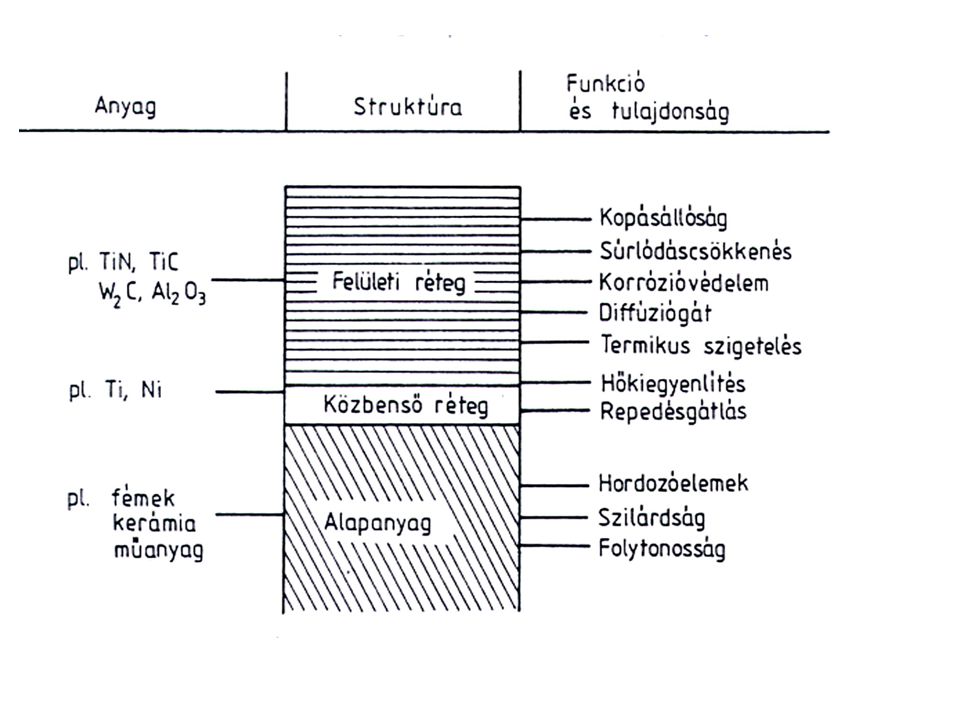
A bevonatoknak az alábbi tulajdonságokkal kell rendelkezni
Keménység, és annak nagy hőmérsékleten való megtartása Kémiai stabilitás, passzivitás a megmunkálandó anyaggal szemben Alacsony hővezetőképesség Erős kötés az alapanyaghoz a lepattogzás elkerülésére Kis porozitás

30
Kémiai gőzfázisú bevonatolás PVD

31
A kezelés hőmérséklete 150 – 550 C, így lehetővé válik a CVD eljárás hőmérsékletén kilágyuló anyagok, mint pl. a gyorsacélok bevonása. Leggyakrabban a TiN bevonatot készítenek, amelyet nitrogéndús környezetben titán elgőzölögtetésével hozzák létre. A Ti a nitrogénnel azonnal nitridet képez, amely a kis nyomáson (10-2 Pa) azonnal kicsapódik a tárgyak felületén, aranysárga bevonatot képezve
 azonnal kicsapódik a tárgyak felületén, aranysárga bevonatot képezve.")
32
Forrás: Dr. Markos Sándor BME

33
Forrás: Dr. Markos Sándor BME

34
Forrás: Dr. Markos Sándor BME

35
PVD eljárás. Elsődleges felhasználási kör:
Alacsony hőmérséklet: leválasztás T = °C Kitűnő tapadás Egyenletes rétegvastagság Nitridált, carbonitridált és többrétegű bevonatok Nagy nyomásállósság Jellemző rétegvastagság 3 – 5 μm Elsődleges felhasználási kör: Lemezalakító szerszámok Forgácsoló szerszámok Autóipar / űrhajózás Gyógyászati eszközök Dekorációs célú bevonatok

36
Kémiai gőzfázisú bevonatolás CVD
Keményfémlapkák és kerámiák felületi kezelésére Con

37
CVD A reakciótérbe hidrogénnel dúsított atmoszférába elgőzölögtetett titánkloridot (TiCl4) vezetünk. Metán hozzávezetésével 900 – 1100 C-on vákuumban titánkarbid (TiC) és sósav (HCl) keletkezik. A TiC kicsapódik a kamrában elhelyezett tárgyakon, azok felületén 3-10 m vastag ellenálló réteget képez. Ezzel a módszerrel készíthető TiN, Al2O3, gyémánt réteg is, sőt készíthetünk többrétegű bevonatokat is.
 vezetünk. Metán hozzávezetésével 900 – 1100 C-on vákuumban titánkarbid (TiC) és sósav (HCl) keletkezik. A TiC kicsapódik a kamrában elhelyezett tárgyakon, azok felületén 3-10 m vastag ellenálló réteget képez. Ezzel a módszerrel készíthető TiN, Al2O3, gyémánt réteg is, sőt készíthetünk többrétegű bevonatokat is.")
39
A bevonatolási módszerek összehasonlítása

Hasonló előadás








.>")











 kémiai gőz leválasztás LPD (laser photo-deposition)>")
