Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Minőségmenedzsment 4. előadás
Statisztikai folyamatszabályozás

2
A minőség létrehozásának 2 féle stratégiája
nyitott láncú beavatkozás: a tapasztalt eltérések kijavítására hivatott, különböző korrekciós tevékenységek elvégzésével. visszacsatolásos beavatkozás (szabályozás) : rendszeresen ismétlődő folyamatra a tapasztalatok alapján legyünk hatással, hogy a folyamat vizsgált pontján előre meghatározott szint valósuljon meg.
 : rendszeresen ismétlődő folyamatra a tapasztalatok alapján legyünk hatással, hogy a folyamat vizsgált pontján előre meghatározott szint valósuljon meg.")
3
A minőség létrehozásának módjai
1. Minőség ellenőrzés: Olyan tevékenység, amely valamely egység egy vagy több jellemzőjének mérése, szemrevételezése, vagy vizsgálata és az eredmények összehasonlítása a követelményekkel a megfelelőség megállapítása érdekében. 2. Minőségszabályozás. Eszközök módszerek és tevékenységek alkalmazása, amelyek a minőségi követelmények teljesítését szolgálják. (Nem egyenlő a minőség ellenőrzéssel!) Mint a folyamatfigyelése, a nem kielégítő teljesítőképesség okainak megszűntetése. 3. Minőség irányítás: Az általános irányítási feladatköröknek minden olyan tevékenysége, amely meghatározza a minőségpolitikát, a minőségre vonatkozó célkitűzéseket és feladatköröket, és megvalósítja ezeket olyan eszközökkel, mint a minőségügyi tervezés, a minőségszabályozás, s minőségbiztosítás és a minőségfejlesztés. 4. Minőségirányítási rendszer. Minden tervezett és módszeres tevékenység, amely megfelelő bizalmat hivatott kelteni arra, hogy a termék teljesíti a minőségi követelményeket.
 Mint a folyamatfigyelése, a nem kielégítő teljesítőképesség okainak megszűntetése. 3. Minőség irányítás: Az általános irányítási feladatköröknek minden olyan tevékenysége, amely meghatározza a minőségpolitikát, a minőségre vonatkozó célkitűzéseket és feladatköröket, és megvalósítja ezeket olyan eszközökkel, mint a minőségügyi tervezés, a minőségszabályozás, s minőségbiztosítás és a minőségfejlesztés. 4. Minőségirányítási rendszer. Minden tervezett és módszeres tevékenység, amely megfelelő bizalmat hivatott kelteni arra, hogy a termék teljesíti a minőségi követelményeket.")
4
TQM, ISO, TQC Minőség ellenőrzés Minőség szabályozás Minőség irányítás Megakadályozza a hiba újbóli előfordulásának megakadályozása A hiba előfordulásának megakadályozása A selejt elkülönítése cél Rendszer: Folyamat Erőforrás Szervezet termék folyamat tárgy Előírásokkal való összevetés eszköz auditok PDCA A termék és a folyamatok eleget tesznek a fogyasztó igényeinek Megakadályozza a selejt fogyasztóhoz jutását Megakadályozza, hogy a hiba megismétlődjön eredmény

5
A folyamatok változékonysága
Random – azaz véletlenszerű, nem tudjuk befolyásolni, véletlenszerű Szisztematikus – valamilyen okra visszavezethető, és a folyamatjellemző átlagának eltolódását okozhatja Szabályozott folyamatok – csak random hatások vannak Szabályozatlan folyamatok – szisztematikus hatások is megjelenhetnek

6
Adatgyűjtés A szabályozó kártyák adatai mintavételezéssel kapjuk, melynek előnye: Olcsóbb Kevesebb időt igényel Kevesebb beavatkozással jár (roncsolásos vizsgálatok) Van ahol persze megvalósítható a mindendarabos ellenőrzés
 Van ahol persze megvalósítható a mindendarabos ellenőrzés.")
7
Mintavétel Véletlen mintavétel Szisztematikus mintavétel
minden darabnak ugyanakkora esélye van a kiválasztásra Legáltalánosabb Nehezen megvalósítható Szisztematikus mintavétel Vagy idő vagy sorozat szerint Racionális alcsoportok szerinti mintavétel Alcsoportok logikailag homogének Ha egyben kezelnénk, akkor a mérések változatosságában egy ismert hatás is szerepet játszana Pl. kórházak reggeli esti mérése

8
Az ellenőrzés vonatkozhat:
Folytonos, mérhető változóra (variable) méréses ellenőrzés Valamilyen megállapított minőségi tulajdonságra (attribute) minősítéses ellenőrzés Például az alkatrész méretezése folytonos változó lesz, míg a hibás darabok száma diszkrét változó
 méréses ellenőrzés. Valamilyen megállapított minőségi tulajdonságra (attribute) minősítéses ellenőrzés. Például az alkatrész méretezése folytonos változó lesz, míg a hibás darabok száma diszkrét változó.")
9
Folyamatszabályozó ábra elkészítése
1. kritikus műveletek - amelyek nem jól működnek és negatívan befolyásolják a termék minőségét 2. A termék kritikus tulajdonságainak meghatározása – amelyek befolyásolják a termék használhatóságát 3. Ezek vagy változók vagy attribútumok 4. Kiválasztani a megfelelő folyamatszabályozó ábrát 5. Meghatározni a határértékeket és folyamatosan figyelni 6. Változtatni a határértékeket, ha a folyamat változik

10
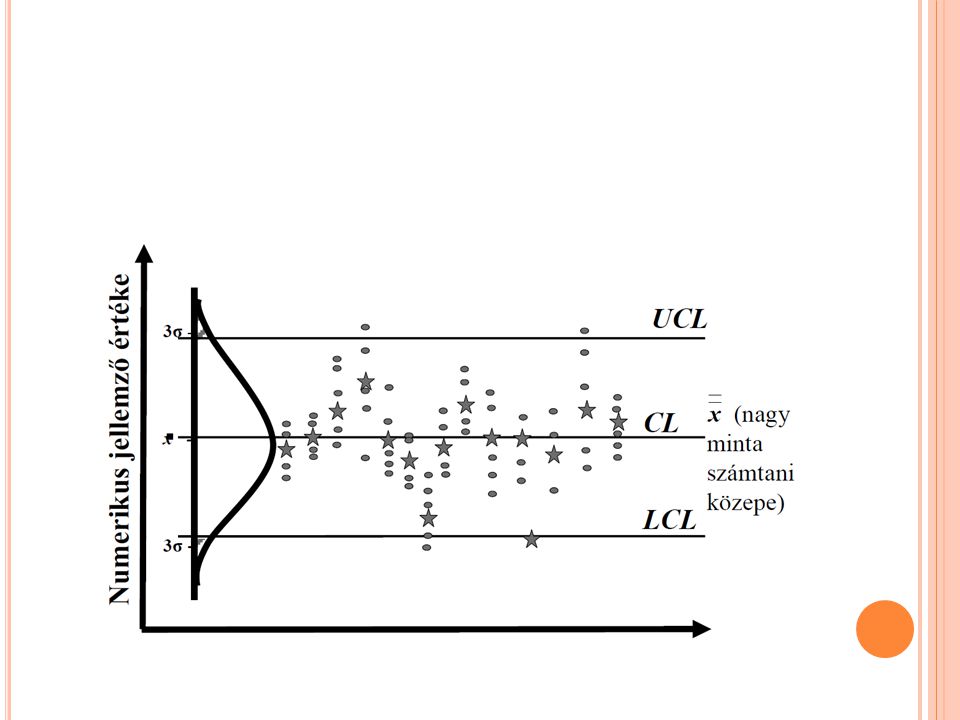
Sazbályozó határok UCL – Upper Control limit (felső szabályozó határ)
CL – Central line (középvonal) LCL – lower Control limit (alsó szabályozó határ) Az szabályozó határokat magából a folyamatból számoljuk és nem tévesztendők össze a műszaki vagy specifikációs határokkal az ún. specifikációs határokkal
 LCL – lower Control limit (alsó szabályozó határ) Az szabályozó határokat magából a folyamatból számoljuk és nem tévesztendők össze a műszaki vagy specifikációs határokkal az ún. specifikációs határokkal.")
11
Eloszlás Egyedi adatok elvben bármilyen eloszlást követhetnek, a gyakorlatban azonban ezek legtöbbször normális eloszlást követnek centrális határeloszlás tétele: nagy minta- elemszám esetén (mondjuk, n nagyobb, mint 30), az összes lehetséges mintaátlagokból álló populáció közelítően normális eloszlású lesz m átlaggal és σ/n standard deviációval
, az összes lehetséges mintaátlagokból álló populáció közelítően normális eloszlású lesz m átlaggal és σ/n standard deviációval.")
12
Normális eloszlást követő adatok
99,73%-kal az m± 3 σ 95,44%-a az m± 2 σ 68,26%-a az m± 1 σ határok között helyezkedik el Ha valamennyi mért adatunk az m± 3 σ között helyezkedik el, akkor szabályozottnak tekintjük.

14
Hipotézis vizsgálat H0 = a folyamat kontrollált Döntés Kontrollált
Nem kontrollált valóság kontrollált OK Első fajú hiba (a szállító kockázata) Másod fajú hiba (a fogyasztó kockázata)
 Másod fajú hiba (a fogyasztó kockázata)")
15
Az m± 3 σ szabályozó határok esetén az első fajú hiba 0,27%-os, ami azt jelenti, hogy átlagosan az esetek 0,27%-ban akkor is a szabályozó határok túllépését tapasztaljuk, ha a folyamat valójában ellenőrzés alatt van Ez a téves riasztás esete (a szállító kockázata) ha a folyamatot a minta alapján ellenőrzés alatt levőnek tekintjük, holott az valójában ellenőrizetlen, ezzel a hibás darabokat továbbengedjük a fogyasztónak. Elmaradt riasztás esete (fogyasztó kockázata)
 ha a folyamatot a minta alapján ellenőrzés alatt levőnek tekintjük, holott az valójában ellenőrizetlen, ezzel a hibás darabokat továbbengedjük a fogyasztónak. Elmaradt riasztás esete (fogyasztó kockázata)")
16
Szabályozó diagramok

17
Fajtái Átlag - egy folyamat, vagy termékparaméter átlagértékének időbeli változását figyeli. A szélsőséges ingadozásokra érzékeny Terjedelem - az adott paraméter időbeli ingadozásának csökkenését, vagy növekedését figyeli. Kézi kártyavezetéshez igen alkalmas. Szórás - az adott paraméter időbeli ingadozásának csökkenését, vagy növekedését figyeli. Számításigényes, ezért főleg számítógépes kártyavezetésnél használják. (kis szórás esetén) Egyedi érték - az adott paraméter időbeli változását és egyben az egyedi mérések közötti eltérés ingadozásának mértékét figyeli Medián - egy folyamat, vagy termékparaméter közepes értékének(medián) időbeli változását figyeli. Kevésbé érzékeny a szélsőséges ingadozásokra. Mozgó átlag – a mozgó átlag kártyával múltbeli adatok alapján előre tudjuk jelezni a folyamat mozgását Mozgó terjedelem - az egyedi adatok ingadozásának kisimításával inkább a hosszú távú trendek kimutatására alkalmas.
 Egyedi érték - az adott paraméter időbeli változását és egyben az egyedi mérések közötti eltérés ingadozásának mértékét figyeli. Medián - egy folyamat, vagy termékparaméter közepes értékének(medián) időbeli változását figyeli. Kevésbé érzékeny a szélsőséges ingadozásokra. Mozgó átlag – a mozgó átlag kártyával múltbeli adatok alapján előre tudjuk jelezni a folyamat mozgását. Mozgó terjedelem - az egyedi adatok ingadozásának kisimításával inkább a hosszú távú trendek kimutatására alkalmas.")
18
és R – átlag és terjedelem kártya
Mintanagyság – n=4 vagy n=5 jól kezelhető, rövid intervallumokkal, hogy a mintán belüli szórás kicsi legyen Mintavétel gyakorisága – hogy tükrözzön minden változást, mint műszakváltás, gépkezelő csere, stb. Minták száma – 25 vagy több minta

19
Minta átlag A minta terjedelme Ahol n a mintanagyság Minta átlagok átlaga Terjedelmek átlaga Ahol m a minták száma

20
Szabályozó határok számítása
Ahol A2, D3, D4 a mintanagyságtól függő állandók

21
Feladat day1 6 5 7 day2 8 Day3 day4 4

23
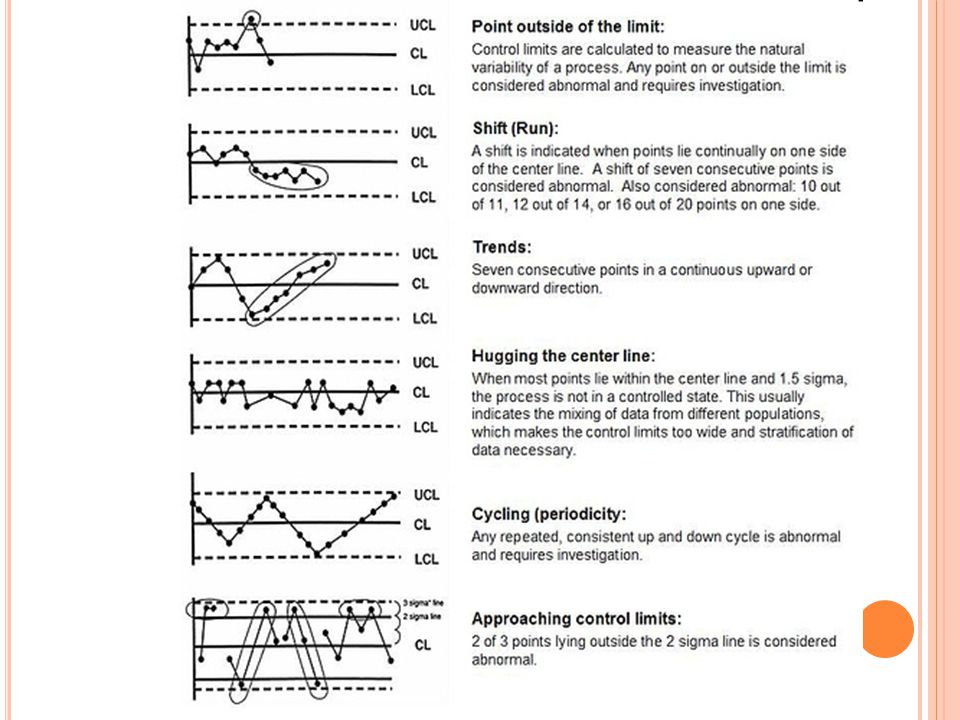
Átlag kártya Kiugró értéke Trend Ciklikusság:
Szándékos vagy nem szándékos változás a folyamatban Új tapasztalatlan kezelő Különböző nyersanyag Gépalkatrész kisebb hibája Trend Eszköz elévülése Eszköz fokozatos romlása Páratartalom, hőmérséklet fokozatos változása Ciklikusság: Bejövő anyagok szezonális hatása Hőmérséklet, páratartalom ismétlődő hatása Bármely napi, heti kémiai, mechanikai, pszichológiai esemény Az üzemeltetők időszakos rotációja

24
Terjedelem kártya Kiugró érték Trend Periodikusság
Tapasztalatlan operátor Bejövő anyag nagyobb szórása Trend Javul a munkavállaló képzettsége Csökken a munkavállaló képessége, fáradtság, unalom, figyelmetlenség Fokozatosan javul a bejövő anyag egységessége Periodikusság Hibás gyártóeszköz Karbantartási hiba

25
Minősítéses jellemzők szabályozókártyái

26
p-kártya: hibás darabok aránya, állandó és változó mintanagyságnál is használható
np-kártya – hibás darabok száma, állandó mintanagyságot igényel c-kártya – hibák száma, egy termékegységre eső hibák száma, állandó mintaméretet igényel u-kártya – hibaarány, egy termékegységre eső átlagos hibaszám szabályozókártyája, mind állandó mind változó mintaméretnél alkalmazható

27
p-kártya p – a hibás darabok aránya
Mind a p-t mind a σ-t lehet becsülni a mintákból is k>25 50<n<100 Eltérő minta nagyságnál is használható Átlagos mintanagyságot veszem (könnyű számolni) minden mintanagyság esetére ki kell számolni a szabályozó határokat (precízebb eredmény) Ha az alsó hibaarányra negatív számot kapunk, akkor értelemszerűen 0-t kell annak tekinteni
 minden mintanagyság esetére ki kell számolni a szabályozó határokat (precízebb eredmény) Ha az alsó hibaarányra negatív számot kapunk, akkor értelemszerűen 0-t kell annak tekinteni.")
28
Feladat Egy ellenőr feladata egy telefontársaság hibásan kiállított számláinak ellenőrzése. Az alábbi táblázat 20 mintára vonatkozó hibás darabok számát tartalmazza (mindegyik minta 100 elemű volt). Állítsa össze a p- kártyát, amely 99,74%-kát a véletlen hibáknak leírja, ha a folyamat szabályozott.
. Állítsa össze a p- kártyát, amely 99,74%-kát a véletlen hibáknak leírja, ha a folyamat szabályozott.")
29
z=3,00 p=220/(20*100)=0,11 σ=(0,11(1- 0,11)/100)1/2=0,03 UCL=0,11+3*0,03=0,2 LCL=0,11-3*0,3=0,02
=0,11 σ=(0,11(1- 0,11)/100)1/2=0,03 UCL=0,11+3*0,03=0,2 LCL=0,11-3*0,3=0,02")
30
Folyamatképesség

31
Folyamat stabilitás vs folyamatképesség
Ha a folyamat szabályozott, az nem jelenti azt, hogy az előállított termékek megfelelőek, vagy selejtmentesek A folyamatképesség annak mértéke, hogy a folyamat a termék minőségi specifikációit, illetve előírt tűréshatárait mennyire tudja tartani Ez a kettő független egymástól

32
Specifikációs határ USL – Upper specification limit (felső specifikációs határ) LSL – lower specification limit (alsó specifikációs határ) A tűréshatárok nem magából a folyamatból számítjuk, hanem külső műszaki, üzleti, biztonsági vagy adminisztratív szempontok alapján állapítjuk meg

33
Folyamatképesség vizsgálat - sokaságra
A teljes sokaságra vonatkozóan, ahol - a populáció átlaga - a populáció szórása

34
Folyamatképesség vizsgálat - mintából
1. válasszuk ki a kritikus folyamatot 2. határozzuk meg az n nagyságát 19<k<26 n>50 (ha attribútum) 1<n<11 (folytonos változó) Határozzuk meg, hogy a folyamat kontrillált-e -Hasonlítsuk össze a természetes szabályozó határokat a sapcifikációs határokkal Számítsuk ki a folyamaképesség mutatókat: Cpl, Cpu, Cpk - határozzuk meg a folyamatátlagot a mintavételek átlagának átlagaként - becsült folyamat szórás
 1<n<11 (folytonos változó) Határozzuk meg, hogy a folyamat kontrillált-e. -Hasonlítsuk össze a természetes szabályozó határokat a sapcifikációs határokkal. Számítsuk ki a folyamaképesség mutatókat: Cpl, Cpu, Cpk. - határozzuk meg a folyamatátlagot a mintavételek átlagának átlagaként. - becsült folyamat szórás.")
35
USL 6σ LSL Cp=1 Cpk=1

36
A folyamat központosításáért a gépvezető tehető felelőssé, de amikor a szórás nagyobb mint a megengedett tűréshatár a vezetőség döntése szükséges a gép felújítására lehet szükség Cp>1 Cp<1 Cpk>1 A folyamat kapacitás megfelelő Nem lehetséges Cpk<1 A kapacitás nem felel meg a dolgozó a felelős A vezetés a felelős

37
Feladat Egy vetítő egyik alkatrészének méretezési határértékei 30 és 40 milliméter. 30 mintavétel eredményeként a mintavételi átlagok átlaga ( ) 34 mm, a szórás pedig ( ) 3,5 mm. Határozza meg a folyamatképességet. Ha a folyamat nem magas szinten megfelelő, akkor hány százaléka az alkatrészeknek nem lesz megfelelő?
 34 mm, a szórás pedig ( ) 3,5 mm. Határozza meg a folyamatképességet. Ha a folyamat nem magas szinten megfelelő, akkor hány százaléka az alkatrészeknek nem lesz megfelelő")
38
Feladat megoldása Cpu=(40-34)/3*3,5=0,57 Cpl=(34-30)/3+3,5=0,38
Cpk=0,38 A folyamat nem megfelelő A selejt meghatározásához a normális eloszlás tábla szükséges Z=(x-)/ =(30-34)/3,5=-1,14 Z=40-34/3,5=1,71 0,1271+0,0436=0,1707 17,07% nem megfelelő
/ =(30-34)/3,5=-1,14. Z=40-34/3,5=1,71. 0,1271+0,0436=0,1707 17,07% nem megfelelő.")
39
Köszönöm a figyelmet!

Hasonló előadás









1/13 Kémények megfelelőségének értékelése Az engedélyezi eljárások egy lehetséges rendszere (valóság és fantázia )>")



>")





 3., mintavételi információk alapján megállapítások, következtetések.>")