Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Üzemi szállítási rendszerek
10. Előadás

2
Függőkonvejorok Egyszerűsített vonóerőszámítás: Az első egyenletből
Fm –et számítjuk. A feszítőerőt úgy kell megválasztani, hogy mindenhol minimálisan 1000N legyen a láncerő.

3
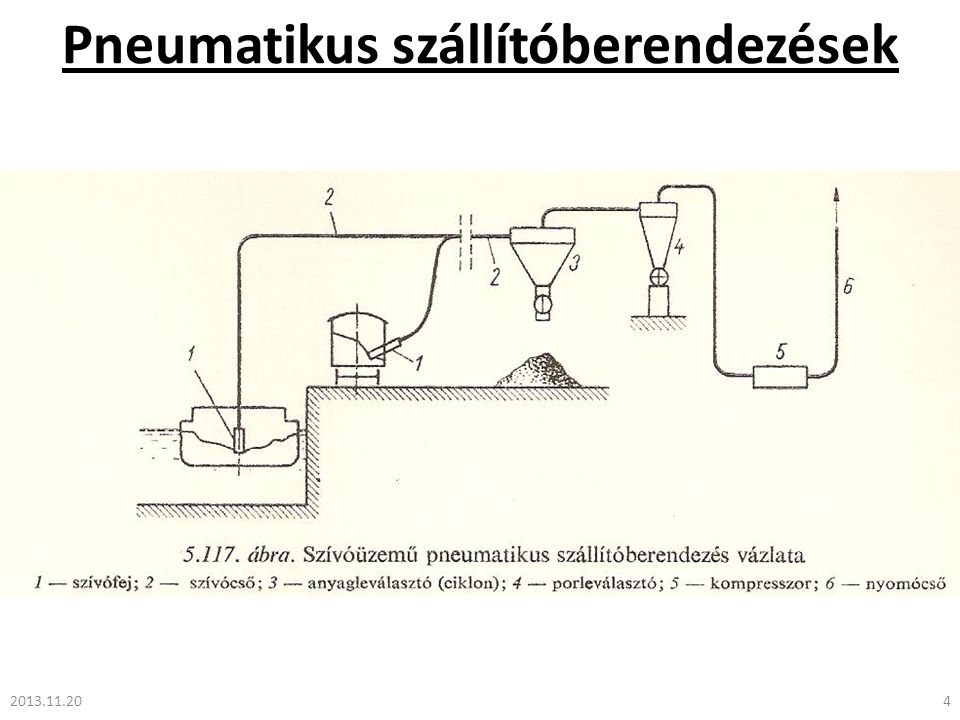
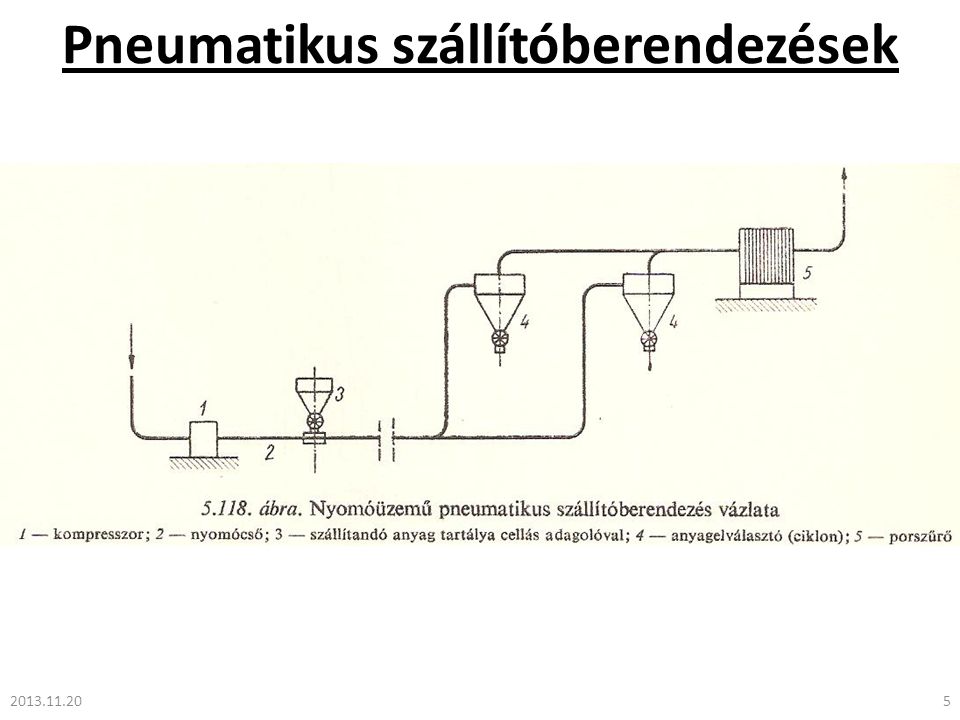
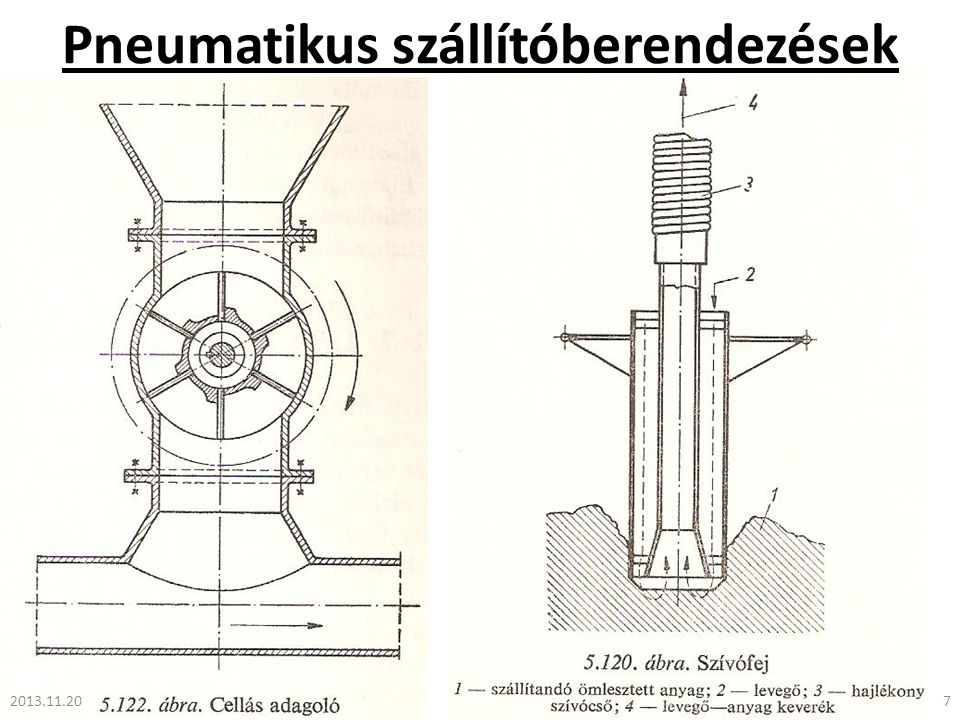
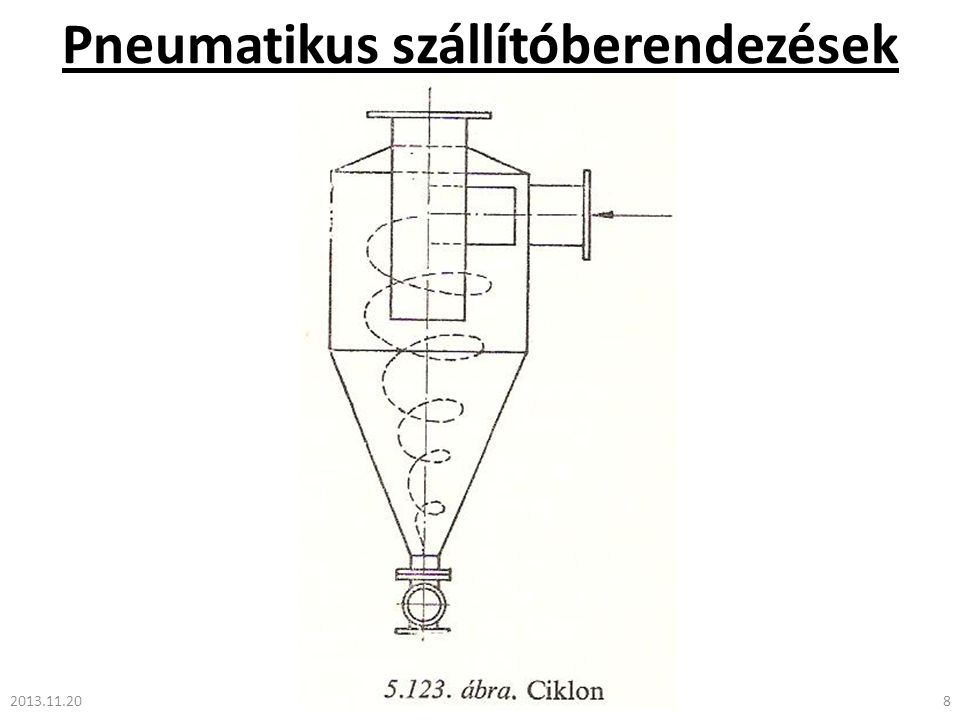
Pneumatikus szállítóberendezések
Áramló gáz, levegő, vagy folyadék (víz) kisebb szemcséjű poranyagokat magával tud ragadni. Elsősorban tárházakban, malmokban gabonát, vagy őrleményeket, ezenkívül pl. hőerőművekben szénport, salakot, pernyét szállítanak ilyen módon. Előnyei: Kis helyigény Csekély beruházási költség Nagy üzembiztonság Hátránya: Nagy energiafogyasztás Üzemük mégis gazdaságos lehet, mert a szállítással egyidejűleg az anyag felvételére is alkalmazható (szívó üzemű), gyakran az anyag tisztítását /gabona/, portalanítását, szárítását, hűtését is elvégzik. Legjellemzőbb mérőszáma: Anyagkoncentráció v. keverési arány:
 kisebb szemcséjű poranyagokat magával tud ragadni. Elsősorban tárházakban, malmokban gabonát, vagy őrleményeket, ezenkívül pl. hőerőművekben szénport, salakot, pernyét szállítanak ilyen módon. Előnyei: Kis helyigény. Csekély beruházási költség. Nagy üzembiztonság. Hátránya: Nagy energiafogyasztás. Üzemük mégis gazdaságos lehet, mert a szállítással egyidejűleg az anyag felvételére is alkalmazható (szívó üzemű), gyakran az anyag tisztítását /gabona/, portalanítását, szárítását, hűtését is elvégzik. Legjellemzőbb mérőszáma: Anyagkoncentráció v. keverési arány:")
4
Pneumatikus szállítóberendezések
5
Pneumatikus szállítóberendezések
6
Pneumatikus szállítóberendezések

7
Pneumatikus szállítóberendezések
8
Pneumatikus szállítóberendezések
9
Serleges elevátorok Poros, aprószemű, és darabos ömlesztett anyagok függőleges vagy 45 foknál meredekebb, ferde irányú szállítására szolgálnak. Szállítóelemeik a heveder-, vagy lánc vonóelemre mereven felerősített serlegek, melyek az elevátor alsó részén merített, vagy beléjük öntött anyagot felemelik, és a felső, rendszerint hajtó lánckeréken vagy dobon átfordulva az elvezető surrantóba öntik. A serlegben levő anyag kiürítése a felső dobon való átfordulás közben fellépő centrifugális erő, valamint az anyagra ható gravitáció együttes hatására megy végbe. Ürítési módok: Gravitációs (kicsi szögsebesség) Centrifugális (nagy szögsebesség)
 Centrifugális (nagy szögsebesség)")
10
Serleges elevátorok Hajtóteljesítmény – szükséglet
Legnagyobb igénybevétel a felső dobra felfutás helyén ébred: Ahol: - a vonóelem legnagyobb igénybevétele [N] - a vonóelem folyómétertömege [kg/m] - a serlegek folyómétertömege [kg/m] - egy serleg tömege [kg] - serlegosztás [m] - a serlegekben levő anyag folyómétertömege [kg/m] - egy serleg térfogata töltési tényező esetén - az anyag halmazsűrűsége - a szállítási magasság [m] - a serlegek merítési ellenállása [N] - a heveder előfeszítése - az alsó feszítődob ellenállása / Vonóelem T1 –re méretezendő! /

11
Serleges elevátorok Lefele menő vonóelemág: Az elevátor hajtásához szükséges kerületi erő: k – a vonóelem hajlítási tényezője Hajtóteljesítmény szükséglet:

12
Lengő szállítógépek Ömlesztett anyagok vízszintes, vagy lejtős szállítására, esetleg rostálására alkalmasak. Az anyag a szemcsékre ható, a szerkezet mozgásából származó tömegerő hatására mozog. Addig mozog együtt a csatornával, amíg a tömegerő nagyobb nem lesz, mint a súrlódó erő határértéke: – a megcsúszás feltétele Szinuszos lengés esetén az anyag egyenlő utakat tenne meg előre – hátra. Akkor jön létre tehát szállítás, ha aszimmetria van. A lengő mozgás aszimmetrikus (rázó szállítógép) A súrlódó erő aszimmetrikus (az pályanyomás miatt) – / lengővályú, vibrációs szállítógép --- * ezek többnyire mikrodobással szállítanak/
 A súrlódó erő aszimmetrikus (az pályanyomás miatt) – / lengővályú, vibrációs szállítógép --- * ezek többnyire mikrodobással szállítanak/")
13
Lengő szállítógépek Rázó szállítógép
A holtponti * gyorsulások hányadosa: ha A pályanyomás K=konst. A B Kb. cos – görbe, de nem az, mert l/r nem = végtelen. Ezért torzult. A lengőmozgás aszimmetrikus, a B. pont közelében a gyorsulás nagy, megcsúszás A 2. pontban teljesül: és ezért ismét együtt mozog az anyag a vályúval. * ha l / r < 4 nem a holtpontban van a maximum!!!

14
Lengő szállítógépek Rázó szállítógép s a v t
Kb. cos – görbe, de nem az, mert l/r nem = végtelen. Ezért torzult. v t T 1 2 vályú anyag s a T/2 m g A lengőmozgás aszimmetrikus, az 1.pont közelében a gyorsulás nagy, megcsúszás (1.pont) A 2. pontban teljesül: és ezért ismét együtt mozog az anyag a vályúval.
 A 2. pontban teljesül: és ezért ismét együtt mozog az anyag a vályúval")
15
Lengő szállítógépek Rázó szállítógép
Az anyag egy kettős löket alatti elmozdulása a vályúhoz képest: Az anyagáram átlagos sebessége: ahol: illetve: A szállítóképesség: Korrekciós tényezők: c1 - szállítási módtól függő, c2 - anyagminőségtől függő, c3 - rétegvastagságtól függő.

16
Lengő szállítógépek Lengővályú

17
Lengő szállítógépek Lengővályú Holtponti gyorsulások:
A forgattyús hajtásból számítható a vályú vízszintes gyorsulása: A centrifugális* gyorsulás illetve között változik szerint. * A vályú mozgatásából származó, vízszintes irányú gyorsulás változik szerint.

18
Lengő szállítógépek Lengővályú A pályanyomás: A pályanyomás minimális:
anyag vályú - s t a + 2' 2 1 e A pályanyomás minimális: Lengővályú esetében az anyag nem emelkedik el a vályútól: felső határ szögsebesség Ha vibrációs szállítógép (hajításokkal szállít)
")
19
Lengő szállítógépek Vibrációs szállítógépek Hajítási tényező:
Ha lengővályú, ha vibrációs szállítógép. Vízszintes szállításnál:

20
Lengő szállítógépek Vibrációs szállítógépek A hajítási folyamat: a
3,3 a y [g] t [s] T T/2 2,0 -2,0 -1,0 -3,3 1,0 Együtt- Dobás mozgás G = 3,3 = 2 Hajításos szállítás, periodikus. Nincs együttmozgás, statikus Rezonancia. Gyakorlati működési tartomány Aperiodikus tartomány: a szemcse ide – oda pattog. Ismét periodikus a szemcse mozgása

21
Lengő szállítógépek Lengő szállítógépek alkalmazása:
Nem tapadó, aprószemcsés anyagokhoz. Meleg, koptató hatású anyag is lehet. Silók aljára szerelve adagolásra is alkalmas. Vízszintes irányban, vagy 5-10° -ig emelkedő, lejtő irányban szállít. Q = 5…100 t/h L = 1…40 m B = 200…800 mm Előnye: Egyszerű Olcsó üzemű Hátránya: Zajos Rezgést ad át az épületre

22
Logisztika A logisztika a rendszerek anyag- személy- energia- és információáramlásának tervezésével, vezérlésévei és felügyeletével foglalkozó tudomány. Az üzemi és a távolsági szállítási rendszereknek egyaránt feladata: 6M a megfelelő objektumnak (anyag, gép, személy, energia, információ), mint a logisztika tárgyának megfelelő mennyiségben a rendszer előre magadott térbeli helyén (forrás, nyelő) megfelelő időpontban megfelelő minőségben megfelelő költség felhasználásával való rendelkezésre bocsátása.
, mint a logisztika tárgyának. megfelelő mennyiségben. a rendszer előre magadott térbeli helyén (forrás, nyelő) megfelelő időpontban. megfelelő minőségben. megfelelő költség felhasználásával való rendelkezésre bocsátása")
23
Logisztika Ezek a feladatok az ipari folyamatokban tervezési, végrehajtási és ellenőrzési feladatok ellátását követelik meg. A feladatok csak rendszer szinten oldhatók meg. Az anyagmozgatás fejlődése az ipari termelés fejlődésével párhuzamosan ment végbe: a termelési rendszer összhangja megkövetelte, hogy az ipari rendszerek gépesítésével párhuzamosan az anyagmozgatást is gépesítsék. Ez rész-mechanizációval indult, amelynek keretében az egyszerű gépeket (kerék, emelő, kötélcsigasor) kezdték felhasználni, majd a gőzgép (bányákban től), később az aszinkron villamos motor (1891) megjelenésével az ismétlődő, nagy testi erőkifejtést igénylő munka alól szabadították fel az embereket.
 kezdték felhasználni, majd a gőzgép (bányákban től), később az aszinkron villamos motor (1891) megjelenésével az ismétlődő, nagy testi erőkifejtést igénylő munka alól szabadították fel az embereket")
24
Logisztika A következő lépés a folyamat-automatizáció (1960-tól) volt, amely az embert mentesítette az ismétlődő irányítási, vezérlési feladatok elvégzése alól. A rendszerautomatizálás (1970-től) bekapcsolta az anyagmozgató rendszereket az automatikus technológiai folyamatokba. Az automatizált rendszerek létrehozásával és optimális működésük megszervezésével létrejöttek az automatikus gyártósorok (először az izzólámpagyártásban, majd a motor, gépkocsi összeszerelő üzemekben), amelyek emberi beavatkozás nélkül végzik a termelést.
 volt, amely az embert mentesítette az ismétlődő irányítási, vezérlési feladatok elvégzése alól. A rendszerautomatizálás (1970-től) bekapcsolta az anyagmozgató rendszereket az automatikus technológiai folyamatokba. Az automatizált rendszerek létrehozásával és optimális működésük megszervezésével létrejöttek az automatikus gyártósorok (először az izzólámpagyártásban, majd a motor, gépkocsi összeszerelő üzemekben), amelyek emberi beavatkozás nélkül végzik a termelést")
25
Logisztika Az anyagmozgató rendszerek alapfunkciója a magasságkülönbségek áthidalása vagy a távolságok leküzdése. A helyváltoztatás meghatározott fel- és leadóhelyek (források és nyelők) között történik, emellett gyakran egyéb, pl. osztályozási, keverési, gyűjtési, elosztási, stb. funkciókat is el kell látni. Az anyagmozgató rendszerek önmagukban nem léteznek, hanem valamilyen termelési (gyártási), ellátási-elosztási, áruszállítási vagy egyéb (kórházi, banki, könyvtári stb.) folyamatot szolgálnak ki.
 között történik, emellett gyakran egyéb, pl. osztályozási, keverési, gyűjtési, elosztási, stb. funkciókat is el kell látni. Az anyagmozgató rendszerek önmagukban nem léteznek, hanem valamilyen termelési (gyártási), ellátási-elosztási, áruszállítási vagy egyéb (kórházi, banki, könyvtári stb.) folyamatot szolgálnak ki")
26
Logisztika Ennek megfelelően - a logisztikai rendszerekben betöltött szerepüktől függően - az anyagmozgató rendszerek a következő fő csoportokra oszthatók: Termelési (gyártási) rendszert kiszolgáló anyagmozgató rendszerek Magában foglalja az épületek közötti, a műhelyen belüli és a munkahelyi anyagmozgatást (ez utóbbi jelenti a munkadarab gépbe helyezését, kivételét, tájolását, rendezését, stb.). Raktári anyagmozgató rendszerek Ezek lehetnek tárolótéri anyagmozgató rendszerek, melyeknek feladata a tárolási egységek be- és kitárolása, vagy komissiózása (árukigyűjtés), vagy az áru-előkészítő téren az árukiadás vagy fogadás. Rakodóhelyi anyagmozgató rendszerek Ezek egy része termelő vagy kereskedelmi vállalatoknál, a vállalathoz érkező vagy onnan kiszállításra kerülő anyagok rakodását végzi. Rakodóhelyi anyagmozgatás folyik a közlekedési átrakóhelyeken is: a különböző közlekedési ágazatok (közúti, vasúti, vízi és légi szállítás) csatlakozási helyein, a különböző nyomtávú vasutak csatlakozási helyein, valamint a kombinált szállítás átrakóhelyein (a kombi-terminálokon). Egyéb (pl. kórházi, banki, könyvtári stb.) anyagmozgató rendszerek.
 rendszert kiszolgáló anyagmozgató rendszerek. Magában foglalja az épületek közötti, a műhelyen belüli és a munkahelyi anyagmozgatást (ez utóbbi jelenti a munkadarab gépbe helyezését, kivételét, tájolását, rendezését, stb.). Raktári anyagmozgató rendszerek. Ezek lehetnek tárolótéri anyagmozgató rendszerek, melyeknek feladata a tárolási egységek be- és kitárolása, vagy komissiózása (árukigyűjtés), vagy az áru-előkészítő téren az árukiadás vagy fogadás. Rakodóhelyi anyagmozgató rendszerek. Ezek egy része termelő vagy kereskedelmi vállalatoknál, a vállalathoz érkező vagy onnan kiszállításra kerülő anyagok rakodását végzi. Rakodóhelyi anyagmozgatás folyik a közlekedési átrakóhelyeken is: a különböző közlekedési ágazatok (közúti, vasúti, vízi és légi szállítás) csatlakozási helyein, a különböző nyomtávú vasutak csatlakozási helyein, valamint a kombinált szállítás átrakóhelyein (a kombi-terminálokon). Egyéb (pl. kórházi, banki, könyvtári stb.) anyagmozgató rendszerek")
27
Logisztika Az anyagmozgató rendszerek összetevői Az ember-alrendszer
Az ember-alrendszer Kézi anyagmozgatás esetén az ember izomerejével végzi az anyagmozgatást. Gépi anyagmozgatás esetén gépkezelőként (pl. darukezelőként, targoncavezetőként) a feladata a gépek működtetése, vezérlése. A gépkezelőkön kívül segédszemélyzet is közreműködik: darukötöző, irányító dolgozók. Automatizált rendszerek esetében az ember feladata az ellenőrzés és a hibaelhárítás. Az eszköz-gép alrendszer Ez állhat: Kézi anyagmozgató eszközökből (fogószerkezetek, emelőrudak, kézikocsik, kötélcsigasorok, stb.), Anyagmozgató gépekből, és segédeszközökből (pl. tehermegfogó szerkezetek, egységrakomány-képző eszközök). Az anyagmozgató gépek lehetnek folyamatos és szakaszos működésűek.
 a feladata a gépek működtetése, vezérlése. A gépkezelőkön kívül segédszemélyzet is közreműködik: darukötöző, irányító dolgozók. Automatizált rendszerek esetében az ember feladata az ellenőrzés és a hibaelhárítás. Az eszköz-gép alrendszer. Ez állhat: Kézi anyagmozgató eszközökből (fogószerkezetek, emelőrudak, kézikocsik, kötélcsigasorok, stb.), Anyagmozgató gépekből, és. segédeszközökből (pl. tehermegfogó szerkezetek, egységrakomány-képző eszközök). Az anyagmozgató gépek lehetnek folyamatos és szakaszos működésűek")
28
Logisztika Az anyagmozgató rendszerek összetevői
A szállítópálya alrendszer Míg az ember alrendszer és az eszköz-gép alrendszer aktív elemek, addig a szállítópálya alrendszer passzív, mert a mozgatás során helyben marad (pl. burkolt utak, sínpályák). Az információs és irányítási alrendszer A mozgatási folyamat beindítását, működésének befolyásolását és a leállítását végzik. Az irányítás részfeladatai: Az anyagmozgatási és az általa kiszolgált termelési folyamat állapotának megismerése (adatrögzítés, adattárolás, adatkiértékelés, adattovábbítás). Az adatok kiértékelése, a beavatkozás változatainak kidolgozása (adatfeldolgozás). Az optimális beavatkozási változat kiválasztása (döntés előkészítés, optimalizálás, döntés). Beavatkozás az anyagmozgatási folyamatokba (információközlés, vezérlés, illetve szabályozás).
. Az információs és irányítási alrendszer. A mozgatási folyamat beindítását, működésének befolyásolását és a leállítását végzik. Az irányítás részfeladatai: Az anyagmozgatási és az általa kiszolgált termelési folyamat állapotának megismerése (adatrögzítés, adattárolás, adatkiértékelés, adattovábbítás). Az adatok kiértékelése, a beavatkozás változatainak kidolgozása (adatfeldolgozás). Az optimális beavatkozási változat kiválasztása (döntés előkészítés, optimalizálás, döntés). Beavatkozás az anyagmozgatási folyamatokba (információközlés, vezérlés, illetve szabályozás)")
29
Logisztika Az anyagmozgató rendszer emberi irányítása esetében az irányító személy a beavatkozó szervek (nyomógombok, kapcsolókarok, stb.) igénybevételével indítja, leállítja, irányítja az egyes gépeket, gépcsoportokat. Eközben érzékszerveivel vagy műszerekkel megfigyeli a beavatkozásának hatását. Az ember munkája közben figyelembe veszi a szakmai előírásokat, a kapott utasításokat, és támaszkodik a korábban szerzett tapasztalataira is. Az anyagmozgatás automatikus irányítása esetén ezeket a feladatokat előre betáplált program szerint hajtja végre az irányítási alrendszer.
 igénybevételével indítja, leállítja, irányítja az egyes gépeket, gépcsoportokat. Eközben érzékszerveivel vagy műszerekkel megfigyeli a beavatkozásának hatását. Az ember munkája közben figyelembe veszi a szakmai előírásokat, a kapott utasításokat, és támaszkodik a korábban szerzett tapasztalataira is. Az anyagmozgatás automatikus irányítása esetén ezeket a feladatokat előre betáplált program szerint hajtja végre az irányítási alrendszer")
30
Az anyagmozgató gépek megbízhatóságának növelése
A megbízhatóság – elmélet alapjai A megbízhatóság definíciója az MSZ KGST 292 (nem él, de nincs más azóta se) szabvány szerint: A megbízhatóság a terméknek az a tulajdonsága, hogy előírt funkcióit teljesíti, miközben adott határok között megtartja azoknak a meghatározott mutatóknak az értékét, melyek a felhasználás, a műszaki karbantartás, a javítások, a tárolás és szállítás előre megadott üzemmódjának felelnek meg. Ha a termék nem teljesíti az előírt funkciókat, meghibásodik.
 szabvány szerint: A megbízhatóság a terméknek az a tulajdonsága, hogy előírt funkcióit teljesíti, miközben adott határok között megtartja azoknak a meghatározott mutatóknak az értékét, melyek a felhasználás, a műszaki karbantartás, a javítások, a tárolás és szállítás előre megadott üzemmódjának felelnek meg. Ha a termék nem teljesíti az előírt funkciókat, meghibásodik")
31
Az anyagmozgató gépek megbízhatóságának növelése
A meghibásodások csoportosíthatók: Váratlan: valamelyik paraméter ugrásszerűen megváltozik. Fokozatos: egy előírt paraméter fokozatosan változik Teljes meghibásodás: a termék rendeltetésszerűen nem, vagy csak javítás után használható Részleges: a rendeltetésszerű használat még lehetséges, de egy, vagy több paraméter értéke a tűréshatáron kívül esik. Degradációs: részleges meghibásodás fokozatosan keletkezik Katasztrofális: váratlan, és teljes meghibásodás Független: két meghibásodás egymástól függetlenül keletkezik Függő: egyik meghibásodás a másik kiváltó oka A továbbiakban csak független meghibásodásokkal foglalkozunk.

32
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható alkatrészek megbízhatósága Tömegvizsgálat: pl. izzólámpák égetése üzemi körülmények között. – vizsgálatba vont alkatrészek száma – t idő elteltével még működő alkatrészek száma – a t idő alatt meghibásodott alkatrészek száma Megbízhatóság /hibamentes működés valószínűsége/: Várható élettartam: – ha lépcsődiagram – ha folytonos görbét veszek Meghibásodási ráta: ahol: – meghibásodási sebesség X százalékos élettartam: – az az élettartam, amit az alkatrészek x % -a túl fog élni.

33
Az anyagmozgató gépek megbízhatóságának növelése
A megbízhatósági függvények közelítése Exponenciális eloszlás: ha megbízhatóság függvénye: Weibull eloszlás: Ahol: a – eltolásparaméter b – alakparaméter b=1 esetben exponenciális eloszlássá torzul. Ha b>1, öregedő alkatrész (gyakori meghibásodások szűk élettartam – sávba esnek.) Pl. b=3 hirtelen sok romlik el. Öregedő alkatrész: fékbetét, autógumi: illik ezer km –enként cserélni. Nem öregedő alkatrész: izzólámpa: a tönkremenetel valószínűsége kb. ugyanolyan (b=1) – skálaparaméter ( t és b függvénye)
 Pl. b=3 hirtelen sok romlik el. Öregedő alkatrész: fékbetét, autógumi: illik ezer km –enként cserélni. Nem öregedő alkatrész: izzólámpa: a tönkremenetel valószínűsége kb. ugyanolyan (b=1) – skálaparaméter ( t és b függvénye)")
34
Az anyagmozgató gépek megbízhatóságának növelése
A megbízhatósági függvények közelítése Weibull eloszlás: Eltolásparaméter:

35
Az anyagmozgató gépek megbízhatóságának növelése
A megbízhatósági függvények közelítése Weibull eloszlás: Várható élettartam [év] b kopás (súrlódó, nem kent felületek között: pl. fék) 1…4 3 gördülő csapágy 10…15 2 erős korrózió tömítés mozgó felületek között 0,25…4 1,5 tömítés álló felületek között 15 1 villamos érintkező hibái 0,25…1
 1…4. 3. gördülő csapágy. 10… erős korrózió. tömítés mozgó felületek között. 0,25…4. 1,5. tömítés álló felületek között villamos érintkező hibái. 0,25…")
36
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható rendszer megbízhatósága Az összefüggések érvényesek a javítható rendszerek (néhány) első meghibásodásáig is. Soros kapcsolású rendszer Bármely elemének meghibásodása előidézi az egész rendszer meghibásodását. Ez az elemek jellemző (leggyakoribb) kapcsolási módja. A rendszer t idő alatti hibamentes működésének feltétele, hogy valamennyi eleme hibamentesen működjön. Az eredő valószínűség az elemi valószínűségek szorzata.
 első meghibásodásáig is. Soros kapcsolású rendszer. Bármely elemének meghibásodása előidézi az egész rendszer meghibásodását. Ez az elemek jellemző (leggyakoribb) kapcsolási módja. A rendszer t idő alatti hibamentes működésének feltétele, hogy valamennyi eleme hibamentesen működjön. Az eredő valószínűség az elemi valószínűségek szorzata")
37
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható rendszer megbízhatósága Soros kapcsolású rendszer - Exponenciális eloszlású elemek esetén: ahol: ill: - b=2 esetén: - 2 azonos elemből álló rendszer b=1 esetén Koordináta transzformáció: felére zsugorodik t irányban

38
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható rendszer megbízhatósága Soros kapcsolású rendszer - 2 azonos elemből álló rendszer b=3 esetén –szorosra zsugorodik t irányban a függvény. Sorba kötött öregedő elemek élettartama kevésbé csökken, mint a nem öregedőké.

39
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható rendszer megbízhatósága Soros kapcsolású rendszer - Azonos elemekből felépített rendszer élettartama az elemek számának függvényében csökken: 1 elemre: 2 elemre: 10 elemre:

40
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható rendszer megbízhatósága Párhuzamos kapcsolású rendszer A rendszer meghibásodását összes elemének meghibásodása idézi elő. Megbízhatatlanság: a meghibásodás valószínűsége Megbízhatatlanság a rendszerre: Megbízhatóság két elemből álló rendszerre: Pl. 2 azonos elemre: A megbízhatóság javul az elemek számának növelésével.

41
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható rendszer megbízhatósága Párhuzamos kapcsolású rendszer Meleg tartalék: mindegyik tartalék elem működik, egy elem megbízhatósága nem függ a kiesett elemek megbízhatóságától. Az eddigi összefüggés erre vonatkozott. Hideg tartalék: a tartalék elem nem működik, nem is hibásodhat meg, amíg tartalék. Az átkapcsoló berendezés abszolút megbízható: Ahol az elemek várható élettartama. Az átkapcsoló is meghibásodhat: Ekkor a teljes tartalékcsoport működésképtelenné válik. Minden tartalék elemnek saját átkapcsolója van, ha valamelyik nem működik, működésbe lép, vagy léptethető a következő. Így tetszőlegesen nagy megbízhatóságú tartalékcsoportot képezhetünk.

42
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható rendszer megbízhatósága Párhuzamos kapcsolású rendszer Tartalékolás szintje: a rendszer minél nagyobb részét tartalékoljuk egészként, annál magasabb a tartalékolás szintje. A kettő közül a felső a megbízhatóbb.

43
Az anyagmozgató gépek megbízhatóságának növelése
Nem javítható rendszer megbízhatósága Párhuzamos kapcsolású rendszer Tartószerkezetek: sokszor statikailag határozatlanok. Több tönkremeneteli lehetőségük van, egy – egy repedés / törés néhány statikai határozatlanságot megszűntet, de a rendszer ettől még működőképes marad. (A terhelés megnő.) Hasonlóan viselkedik, mint egy párhuzamos kapcsolású rendszer.
 Hasonlóan viselkedik, mint egy párhuzamos kapcsolású rendszer")
44
Az anyagmozgató gépek megbízhatóságának növelése
Javítható rendszer megbízhatósága Az egyes alkatrészek meghibásodásának időpontjai, ha a hibaelhárítási idő a működési idő mellett elhanyagolható: Meghibásodások közötti átlagos működési idő. Pl. építőgépeknél követelmény: MKÁMI > 200óra. Ált. havonta kelljen csak javítani.

45
Az anyagmozgató gépek megbízhatóságának növelése
Javítható rendszer megbízhatósága Az egyes alkatrészek meghibásodásának időpontjai, ha a hibaelhárítási idő a működési idő mellett elhanyagolható: Meghibásodási intenzitás változása egy rendszer élettartama során: Pl. jó a felvonó, ha: bejáratás, próbaüzem normális működés Öregedés (fizikai, kémiai okok következtében)
")
46
Az anyagmozgató gépek megbízhatóságának növelése
Javítható rendszer megbízhatósága Számottevő hibaelhárítási idejű rendszerekre: Üzemi készenléti tényező: Műszaki kihasználási tényező: Jó állapotú berendezésnél mindkét tényező elfogadható szinten van. Ha nem, nagyjavítás, vagy csere szükséges.

47
A megbízhatóság javításának lehetőségei
Egyszerű konstrukció létrehozása – sorbakapcsolt elemek számának csökkentésével pl. IC-k alkalmazása Elemek megbízhatóságának növelése: javítása Helyes konstrukció Jó szilárdsági méretezés Megfelelő anyag kiválasztása Ez tervezési és gyártási feladatokat is jelent. Ahol szükséges, párhuzamosan kapcsolt elemek (vagy elemcsoportok) beépítése Végálláskapcsoló(k) /pl. daru haladóműben/ Bányákban min. 2db szállítószalag Metró: min. 3 mozgólépcső állomásonként
 beépítése. Végálláskapcsoló(k) /pl. daru haladóműben/ Bányákban min. 2db szállítószalag. Metró: min. 3 mozgólépcső állomásonként")
48
A megbízhatóság javításának lehetőségei
Működés állandó ellenőrzése Pl. paritásbit adatátvitelnél MVM Tröszt diszpécserközpont (Vár) TMK (tervszerű megelőző karbantartás) helyes megszervezése Elemek időszakos vizsgálata, ha szükséges, javítása Időszakos diagnosztikai vizsgálatok Lehet a TMK rendszeren belül, vagy attól függetlenül Szétszereléssel Szétszerelés nélkül
 TMK (tervszerű megelőző karbantartás) helyes megszervezése. Elemek időszakos vizsgálata, ha szükséges, javítása. Időszakos diagnosztikai vizsgálatok. Lehet a TMK rendszeren belül, vagy attól függetlenül. Szétszereléssel. Szétszerelés nélkül")
49
A megbízhatóság javításának lehetőségei
Időszakos diagnosztikai vizsgálatok Szétszerelés nélkül Tapintás (hő, rezgés) Zaj (fül sztetoszkóp) Zajszint ill. rezgés mérés Mozgó gépeknél saját zaj, ill. rezgés Álló szerkezeteknél külső gerjesztéssel Termovízió / hőkamera Pl. villamos kontaktusoknál, csapágyaknál, felvonókban világítás tesztelése Üzemanyagfogyasztás Lehet állandóan beépített érzékelőket is használni. Pl. völgyzárógát betonfalának nyúlásmérése beépített huzalok ellenállásmérésével.
 Zaj (fül sztetoszkóp) Zajszint ill. rezgés mérés. Mozgó gépeknél saját zaj, ill. rezgés. Álló szerkezeteknél külső gerjesztéssel. Termovízió / hőkamera. Pl. villamos kontaktusoknál, csapágyaknál, felvonókban világítás tesztelése. Üzemanyagfogyasztás. Lehet állandóan beépített érzékelőket is használni. Pl. völgyzárógát betonfalának nyúlásmérése beépített huzalok ellenállásmérésével")
50
A megbízhatóság javításának lehetőségei
Túlterhelésgátlók beépítése Mechanikus és villamos elemekre is lehet. Motorvédő kapcsolók Erőhatároló: darukon 1t teherbírás felett kötelező Nyomatékhatároló: minden darun, amelyik felborulhat

51
Kikötői portáldaruk megbízhatóságának vizsgálata
Elméleti vizsgálat, irodalmi (esetenként felmért) adatokkal Az eredmények: Várható élettartam kezdetben: 70 üzemóra 10 év után két meghibásodás közötti átlagos működési idő: 22 üzemóra. Az eltérés onnan adódik, hogy az öregedő alkatrészek kezdetben ritkán hibásodnak meg. Két gémbillentőmű összehasonlítása igazolta, hogy a bonyolultabb szerkezet kevésbé megbízható. Elektromos berendezésekre esett a hibák 1/3 része,(a kérdőíves felmérés szerint több, mint a fele). Ennek oka, hogy a vezérlés túl bonyolult volt, illetve alulméretezett alkatrészeket, pl. mágneskapcsolókat stb. építettek be.
 adatokkal. Az eredmények: Várható élettartam kezdetben: 70 üzemóra. 10 év után két meghibásodás közötti átlagos működési idő: 22 üzemóra. Az eltérés onnan adódik, hogy az öregedő alkatrészek kezdetben ritkán hibásodnak meg. Két gémbillentőmű összehasonlítása igazolta, hogy a bonyolultabb szerkezet kevésbé megbízható. Elektromos berendezésekre esett a hibák 1/3 része,(a kérdőíves felmérés szerint több, mint a fele). Ennek oka, hogy a vezérlés túl bonyolult volt, illetve alulméretezett alkatrészeket, pl. mágneskapcsolókat stb. építettek be")
52
Kikötői portáldaruk megbízhatóságának vizsgálata
Kérdőíves felmérés a SZU –ban, 5 kikötőben, helyszíni vizsgálatok nélkül Rövid kérdőívek, egyszerű kitölthetőség, könnyen feldolgozható rovatok, (hogy kevés legyen az oroszul beírandó szöveg.) Ellenőrzés lehetősége: minden adatot lehetőleg min. két forrásból be kell szerezni. (pl. hányszor cseréltek adott alkatrészt ¼ év alatt? Javítási kérdőívben megkérdezni, és ellenőrizni a raktári készlet fogyásából. Két meghibásodás közötti átlagos működési idő: 22,5 üzemóra (számított adattal elég jól egyezett.) Átlagos helyreállítási idő: 2,5 óra Üzemi készenléti tényező: 0,9 (jó) Műszaki kihasználási tényező: 0,82 Konstrukciós változtatásokra lehetett javaslatokat kidolgozni. Féktárcsák kiegyensúlyozása a motorcsapágyak kímélése céljából Haladóműhöz, hajtóműhöz erősebb lefogó csavarok és csavarbiztosítás A szénkefék kopását a karbantartások alkalmával ellenőrizni kell.
 Ellenőrzés lehetősége: minden adatot lehetőleg min. két forrásból be kell szerezni. (pl. hányszor cseréltek adott alkatrészt ¼ év alatt Javítási kérdőívben megkérdezni, és ellenőrizni a raktári készlet fogyásából. Két meghibásodás közötti átlagos működési idő: 22,5 üzemóra (számított adattal elég jól egyezett.) Átlagos helyreállítási idő: 2,5 óra. Üzemi készenléti tényező: 0,9 (jó) Műszaki kihasználási tényező: 0,82. Konstrukciós változtatásokra lehetett javaslatokat kidolgozni. Féktárcsák kiegyensúlyozása a motorcsapágyak kímélése céljából. Haladóműhöz, hajtóműhöz erősebb lefogó csavarok és csavarbiztosítás. A szénkefék kopását a karbantartások alkalmával ellenőrizni kell")
Hasonló előadás








 RAKODÁS (R) SZÁLLÍTÁS (S) ANYAGMOZGATÁS ÉS GÉPEI>")










