Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Bevont elektródás kézi ívhegesztés elektródái

2
BEVONATOS ELEKTRÓDÁK

3
BKI története: csupasz elektródás: 1891, Slavianov (orosz) bevont elektródás: 1904, Kjellberg (svéd) BKI elnevezése: Shielded Metal Arc Welding (SMAW) – nemzetközi Manual Metal Arc Welding (MMAW) – európai BKI ISO kódszáma: 111 (1: ívhegesztés főcsoport; 11: nyílt ívű hegesztés alcsoport)
 bevont elektródás: 1904, Kjellberg (svéd) BKI elnevezése: Shielded Metal Arc Welding (SMAW) – nemzetközi Manual Metal Arc Welding (MMAW) – európai BKI ISO kódszáma: 111 (1: ívhegesztés főcsoport; 11: nyílt ívű hegesztés alcsoport)")
4
Az elektródák: az ívhegesztéshez alkalmazott fémpálcák, huzalok, amelyek vezetik az áramot. A bevonatos elektródák: Maghuzalból és bevonatból állnak; A maghuzal anyaga az alapanyag összetételéhez közelálló ötvözet, de ha a varrat ötvözésére van szükség, akkor ezt elsősorban a bevonatban lévő fémek és metalloidok (félfémek pl:Si ; B) biztosítják. A hő hatására megömlenek és kötőhegesztésnél kitöltve a varratvályút az alapanyaggal varratot alkotnak. Az acélok hegesztéséhez alkalmazott bevont elektróda kis széntartalmú maghuzalból és arra ásványi, szerves anyagokból sajtolt bevonatból áll. A bevonatot pontos recept szerint állítják össze. A különböző anyagokból összeállított bevonatot vízüveg kötőanyag felhasználásával, többnyire sajtolással (ritkábban bemártással) viszik a maghuzalra, majd kemencében a bevonattól függően 200 - 400 ºC-on szárítják.
 biztosítják. A hő hatására megömlenek és kötőhegesztésnél kitöltve a varratvályút az alapanyaggal varratot alkotnak. Az acélok hegesztéséhez alkalmazott bevont elektróda kis széntartalmú maghuzalból és arra ásványi, szerves anyagokból sajtolt bevonatból áll. A bevonatot pontos recept szerint állítják össze. A különböző anyagokból összeállított bevonatot vízüveg kötőanyag felhasználásával, többnyire sajtolással (ritkábban bemártással) viszik a maghuzalra, majd kemencében a bevonattól függően ºC-on szárítják..")
5
BKI alkalmazási területe : -acélok: ötvözetlen és ötvözött szerkezeti acélok, melegszilárd és hidegálló acélok, erősen ötvözött acélok, öntöttvasak; -nemvasfémek, Ni és Cu-ötvözetek (Al és ötvözetei ma már nem); -felrakó- és javító hegesztések élenjáró eljárása; -csővezetékek helyszíni varratai, nagy tömegben; -hegesztési pozíció és falvastagság: nincsenek technikai korlátok: azonban a, s<1mm (gépjármű karosszéria) b, nagy falvastagságú szerkezetek → gazdaságtalan nem alkalmazzák
; -felrakó- és javító hegesztések élenjáró eljárása; -csővezetékek helyszíni varratai, nagy tömegben; -hegesztési pozíció és falvastagság: nincsenek technikai korlátok: azonban a, s<1mm (gépjármű karosszéria) b, nagy falvastagságú szerkezetek → gazdaságtalan nem alkalmazzák")
6
Kézi ívhegesztő elektródák csoportosítása I.Feladatuk szerint: a, kötő, b, felrakó, c, vágó és hornyoló (faragó) elektródák. II.Heganyaguk összetétele szerint (segíti a felhasználót az adott alapanyaghoz a megfelelő elektróda kiválasztásában): a, ötvözetlen és gyengén ötvözött, finomszemcsés acélok: MSZ EN 499; b, gyengén ötvözött, nagyszilárdságú, melegalakított vagy hőkezelt acélok; c, melegszilárd (kúszásálló) acélok; d, Ni-ötvözésű, alacsony hőmérsékletre szánt acélok; e, erősen ötvözött korrózióálló acélok; f, erősen ötvözött hőálló acélok (lassan revésedő); g, minőségi öntöttvasak. Az elektródák ömledékösszetétele és a velük készített varrat mechanikai jellemzői az alapanyaggal egyezőek vagy ahhoz közel állnak.
: a, ötvözetlen és gyengén ötvözött, finomszemcsés acélok: MSZ EN 499; b, gyengén ötvözött, nagyszilárdságú, melegalakított vagy hőkezelt acélok; c, melegszilárd (kúszásálló) acélok; d, Ni-ötvözésű, alacsony hőmérsékletre szánt acélok; e, erősen ötvözött korrózióálló acélok; f, erősen ötvözött hőálló acélok (lassan revésedő); g, minőségi öntöttvasak. Az elektródák ömledékösszetétele és a velük készített varrat mechanikai jellemzői az alapanyaggal egyezőek vagy ahhoz közel állnak..")
7
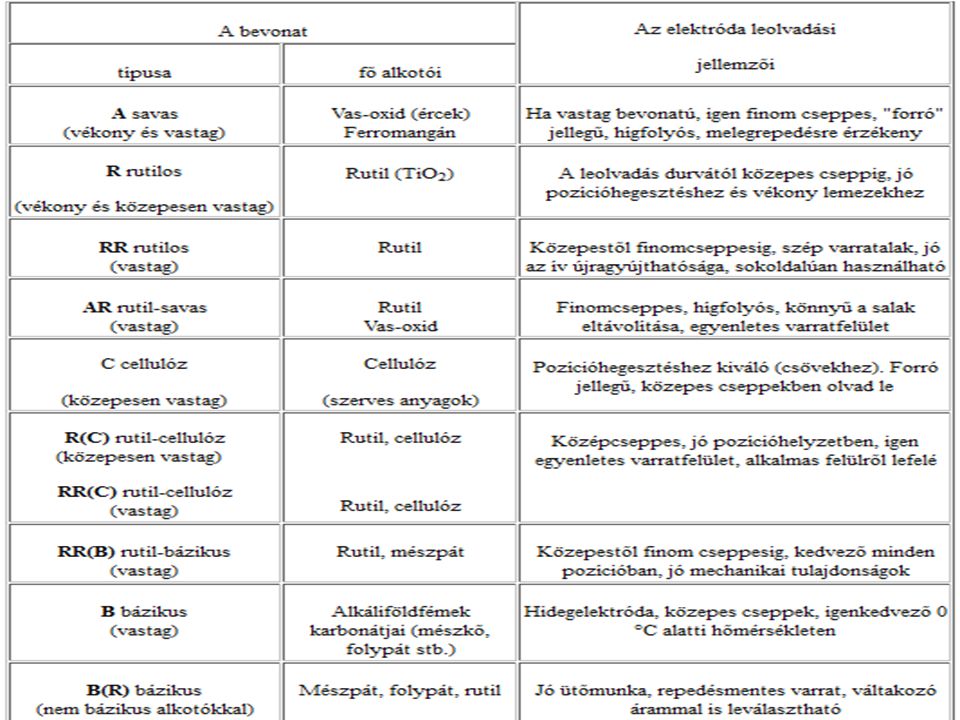
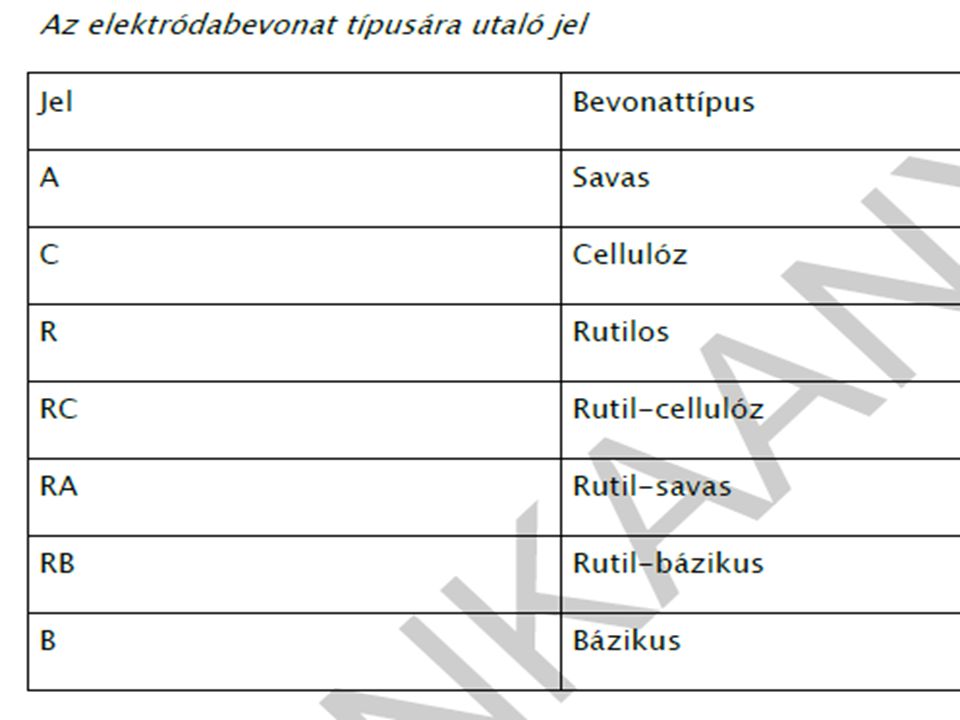
Kézi ívhegesztő elektródák csoportosítása III. Bevonattípusok szerint (a jelölés a bevonat megolvadásával képződő salak típusára utal): - A savas (acid) - B bázikus (basic) - C cellulóz (cellulose) - R rutilos (rutile) - RR vastag rutilos (thick rutile) - RC rutil-cellulóz (rutile-cellulose) - RA rutil-savas (rutile-acid) - RB rutil-bázikus (rutile-basic) Az elektródák 2/3-a bázikus bevonattal készül (legjobb mechanikai jellemzők); Elektródagyár: Mór (ESAB) 25.000 t/év.
: - A savas (acid) - B bázikus (basic) - C cellulóz (cellulose) - R rutilos (rutile) - RR vastag rutilos (thick rutile) - RC rutil-cellulóz (rutile-cellulose) - RA rutil-savas (rutile-acid) - RB rutil-bázikus (rutile-basic) Az elektródák 2/3-a bázikus bevonattal készül (legjobb mechanikai jellemzők); Elektródagyár: Mór (ESAB) t/év..")
8
Az elektróda bevonat szerepe - az ívgyújtási folyamat megkönnyítése, - az ívhossz vezetőképességének javítása, - az átmenő fémcsepp és a megolvadt varratfém megvédése a levegő káros hatásától, (hegfürdő védelme). - salakképzés, az ömledék metallurgiai kezelése (a varrat ötvözése, varrat tisztaság, hűlés csökkentése),
,.")
9
A bevonat alkotói: Bázikus salakképzők: mészpát (CaCO 3 ), mészkő (~90 % CaCO 3 +egyéb kőzetek), dolomit [(CaMg(CO 3 ) 2 ], folypát (CaF 2 ), bárium-karbonát (BaCO 3 ), mangánércek (MnO 2, Mn 2 O 3, MnCO 3 ), vasércek (Fe 2 O 3, Fe 3 O 4 ), nátrium-karbonát (Na 2 CO 3 ), hamuzsír (K 2 CO 3 ).
![A bevonat alkotói: Bázikus salakképzők: mészpát (CaCO 3 ), mészkő (~90 % CaCO 3 +egyéb kőzetek), dolomit [(CaMg(CO 3 ) 2 ], folypát (CaF 2 ), bárium-karbonát (BaCO 3 ), mangánércek (MnO 2, Mn 2 O 3, MnCO 3 ), vasércek (Fe 2 O 3, Fe 3 O 4 ), nátrium-karbonát (Na 2 CO 3 ), hamuzsír (K 2 CO 3 ).](http://images.slideplayer.hu/40/11171056/slides/slide_9.jpg "A bevonat alkotói: Bázikus salakképzők: mészpát (CaCO 3 ), mészkő (~90 % CaCO 3 +egyéb kőzetek), dolomit [(CaMg(CO 3 ) 2 ], folypát (CaF 2 ), bárium-karbonát (BaCO 3 ), mangánércek (MnO 2, Mn 2 O 3, MnCO 3 ), vasércek (Fe 2 O 3, Fe 3 O 4 ), nátrium-karbonát (Na 2 CO 3 ), hamuzsír (K 2 CO 3 ).")
10
Savas salakképzők: SiO 2 ásványok (kovaföld, kvarcliszt), szilikátok (földpát, azbeszt, csillám, talkum, gránit), titánércek (TiO 2, FeOTiO 2 ). Redukálók és ötvözők: ferromangán, ferroszilícium, ferrotitán, egyéb vasötvözetek (Fe-Cr, Fe-V, Fe-Mo, Fe-W, Fe-Mn-Si stb.), grafit, szénpor, alumínium.
, grafit, szénpor, alumínium..")
11
Kötőanyagok és gázképzők: vízüveg ( nátrium-szilikát:Na 2 SiO 3 ; káli-vízüveg: K 2 O SiO 2 ), kaolin, (alumínium szilikát:Al 4 (Si 4 O 10 (OH) 8 ) Cellulóz (C 6 H 10 O 5 ) stb.
, kaolin, (alumínium szilikát:Al 4 (Si 4 O 10 (OH) 8 ) Cellulóz (C 6 H 10 O 5 ) stb.")
12
· Az elektróda bevonata elősegíti az ív gyújtását és újra gyújtását, az ív stabilitását. Ilyen hatásúak az ív hőmérsékletén elektront könnyen leadó földfémek és alkálifémek, ill. ásványaik, pl. kaolin, dolomit, magnezit stb. A bevonatalkotók a nagy hőmérséklet hatására elgőzölögnek, ill. ionizálódnak és növelik az ív vezetőképességét, ezáltal stabil és nyugodtan égő ív alakul ki. · A bevonat alkotói védőgázt képeznek. A fejlődő gázok egyik fontos szerepe a folyékony fémfürdő és a leolvadó csepp levegőtől való védelme, a fémátvitel elősegítése. Gázképző alkotók a földfémek és alkáli fémek karbonátjai, továbbá a grafit, a faszén, a cellulóz és egyéb szerves anyagok, amelyek a hegesztéskor CO 2 -ot fejlesztenek.

13
· A salakképző alkotók közül fontosak a vas- és a mangán ércek, a kvarc, a rutil, a mészpát és a dolomit. A salakot kezelhetőnek tekintjük, ha jól elkülönül a folyékony fémtől, az ívvel terelhető, nem folyik az ív elé. · A bevonat anyaga pótolja a hegesztéskor kiégő ötvözőket (pl. C, Si, Mn), a hegfürdőt dezoxidálja, ötvözi, növeli a fajlagos leolvadást (pl. vasportartalmú bevont elektródák használata esetén). · A káros szennyezők (S, P, H) eltávolítását, lekötését, ún. raffinálását a bevonatban lévő folypát, mangán, kalcium, ritkaföldfémek, ill. oxidjai végzik.
, a hegfürdőt dezoxidálja, ötvözi, növeli a fajlagos leolvadást (pl. vasportartalmú bevont elektródák használata esetén). · A káros szennyezők (S, P, H) eltávolítását, lekötését, ún. raffinálását a bevonatban lévő folypát, mangán, kalcium, ritkaföldfémek, ill. oxidjai végzik..")
14
Az elektróda bevonata, összetétele és vastagsága meghatározza: - a varratfém szívósságát, - az elektróda gyújtási tulajdonságait, - a különböző áramnemekre való alkalmazhatóságát, - a különböző hegesztési pozíciókban való alkalmazhatóságát, - a varrat külalakját, salakleválását, - a cseppátmenetet.

15
Bevonatalkotók feladatuk szerinti csoportosítása -gázképzők: pl. grafit; faszén; cellulóz; földfémek és alkálifémek karbonátjai, ( CO 2 ) szerves anyagok; -salakképzők: pl. Fe, Mn ércek; kvarc; rutil; mészpát; dolomit; -ívstabilizálók (ionizálók):pl. földfémek és alkálifémek ásványai, pl.dolomit, magnezit; -dezoxidálók: pl. C, Si, Mn; -nitrogénmegkötők: -S, P és H csökkentők -ötvözők: FeMn, FeSi, FeCr, FeMo, FeV… -P le -t növelő fémporok -kötőanyagok: vízüveg (Na-szilikát), kaolin, cellulóz. folypát, Mn, Ca, ritkaföldfémek ill. oxidjaik
 szerves anyagok; -salakképzők: pl. Fe, Mn ércek; kvarc; rutil; mészpát; dolomit; -ívstabilizálók (ionizálók):pl. földfémek és alkálifémek ásványai, pl.dolomit, magnezit; -dezoxidálók: pl. C, Si, Mn; -nitrogénmegkötők: -S, P és H csökkentők -ötvözők: FeMn, FeSi, FeCr, FeMo, FeV… -P le -t növelő fémporok -kötőanyagok: vízüveg (Na-szilikát), kaolin, cellulóz. folypát, Mn, Ca, ritkaföldfémek ill. oxidjaik.")
16
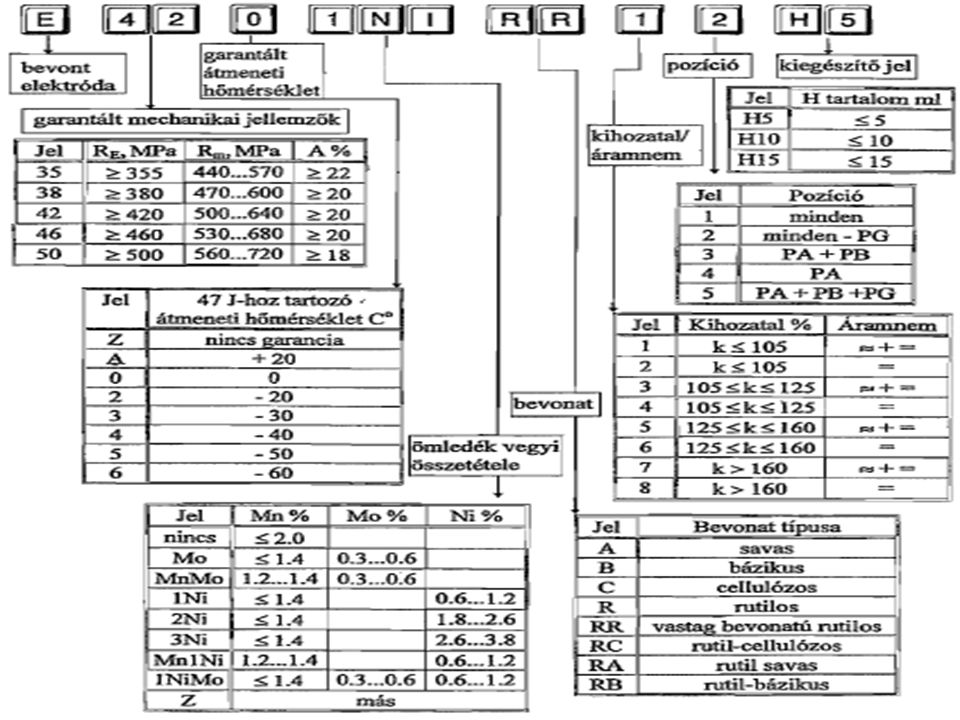
A bevonat jellege szerint hat bevonat alaptípust különböztetünk meg, az alábbi jelölésekkel: 1. Ívstabilizáló elektróda (I): főleg vasércekből és szilikátokból áll. 2. Oxidáló elektróda (O): a bevonata főleg vasoxid, mangánoxiddal keverve, vagy a nélkül. 3. Savas elektróda (S): A hegesztési salak savas összetételű. 4. Rutilos elektróda (R): A egyik leggyakrabban használt elektróda típus. Bevonatának alapja titánoxid. 5. Cellulóz típusú elektróda: A bevonatban szerves anyag is van, ami védőgázt képez (CO, CO2, H2). 6. Bázikus elektróda: A bevonatot kálciumkarbonát, dezoxidáló, és ötvözőanyagok alkotják. A leggyakrabban rutilos, bázikus és a cellulóz típusú elektródákat használjuk.
: főleg vasércekből és szilikátokból áll. 2. Oxidáló elektróda (O): a bevonata főleg vasoxid, mangánoxiddal keverve, vagy a nélkül. 3. Savas elektróda (S): A hegesztési salak savas összetételű. 4. Rutilos elektróda (R): A egyik leggyakrabban használt elektróda típus. Bevonatának alapja titánoxid. 5. Cellulóz típusú elektróda: A bevonatban szerves anyag is van, ami védőgázt képez (CO, CO2, H2). 6. Bázikus elektróda: A bevonatot kálciumkarbonát, dezoxidáló, és ötvözőanyagok alkotják. A leggyakrabban rutilos, bázikus és a cellulóz típusú elektródákat használjuk..")
19
Bevonattényező A bevont elektróda és a maghuzal átmérőjének arányát a bevonattényező (F) fejezi ki, mely utal a bevonat vastagságára. Ha a bevonattényező: F < 1,2 - az elektróda bevonata vékony, F = 1,2 …1,5 - az elektróda bevonata közepesen vastag, F > 1,55 - az elektróda bevonata vastag, mely vasport is tartalmaz, ami a fajlagos leolvadást növeli -nagyhozamú elektróda.

20
Kihozatal A maghuzal névleges kihozatalának értékét (a maghuzalra vonatkoztatott tényleges kihozatal: a szabványos körülmények között lerakott hegesztési ömlenék tömegének és a leolvasztott maghuzal tényleges tömegének hányadosa %-ban) a kihozatali százalék mutatja meg: K < 90 % normál, K < 140 % kis és közepes hozamú K > 140 % nagyhozamú
 a kihozatali százalék mutatja meg: K < 90 % normál, K < 140 % kis és közepes hozamú K > 140 % nagyhozamú")
21
A bevont elektródákkal szemben támasztott követelmények 1. Hegesztés-technológiai követelmények: - az ívgyújtás könnyű legyen vele, stabil ívet adjon, - a bevonata ne legyen excentrikus, - lehetőleg minden helyzetben legyen használható, - egyen- és váltakozóágammal is leolvasztható legyen, - megfelelő résáthidaló képességű legyen, - leolvasztása csekély füstképződéssel járjon, ne fejlődjenek mérgező gázok és gőzök, - széles áramtartományban lehessen használni.

22
2. Metallurgiai követelmények: - érzéketlen legyen az alapanyag szennyezőivel szemben, - nagy mechanikai szilárdságú, porozitás-, zárvány- és repedésmentes varratot eredményezzen. 3. Gazdaságossági követelmények: - nagy legyen az elektróda kihozatala (a heganyag tömegének a leolvasztott hozaganyag tömegéhez való viszonya), - csekély mértékű legyen a fröcskölés, - a salak könnyen eltávolítható legyen, - nagy legyen a leolvadási teljesítménye, - nagy hegesztési sebességgel lehessen dolgozni, - megfelelő, szép varratfelületet képezzen.
, - csekély mértékű legyen a fröcskölés, - a salak könnyen eltávolítható legyen, - nagy legyen a leolvadási teljesítménye, - nagy hegesztési sebességgel lehessen dolgozni, - megfelelő, szép varratfelületet képezzen..")
23
4. Egyéb követelmények: - a bevonat egyenletes, homogén, tömör és szilárd legyen, jól tapadjon a maghuzalra, - központosan vegye körül a maghuzalt, különben az ív ferdén ég, az elektróda "szakállas" lesz, - kicsi legyen a nedvességtartalma, - felülete repedés-, benyomódás- és karcmentes legyen.

24
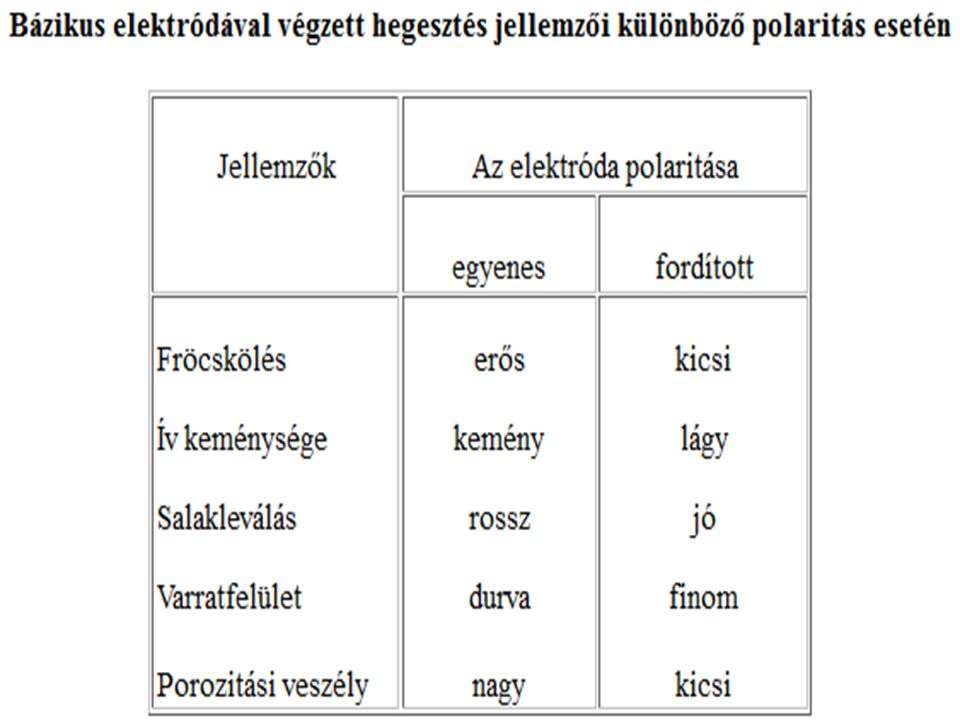
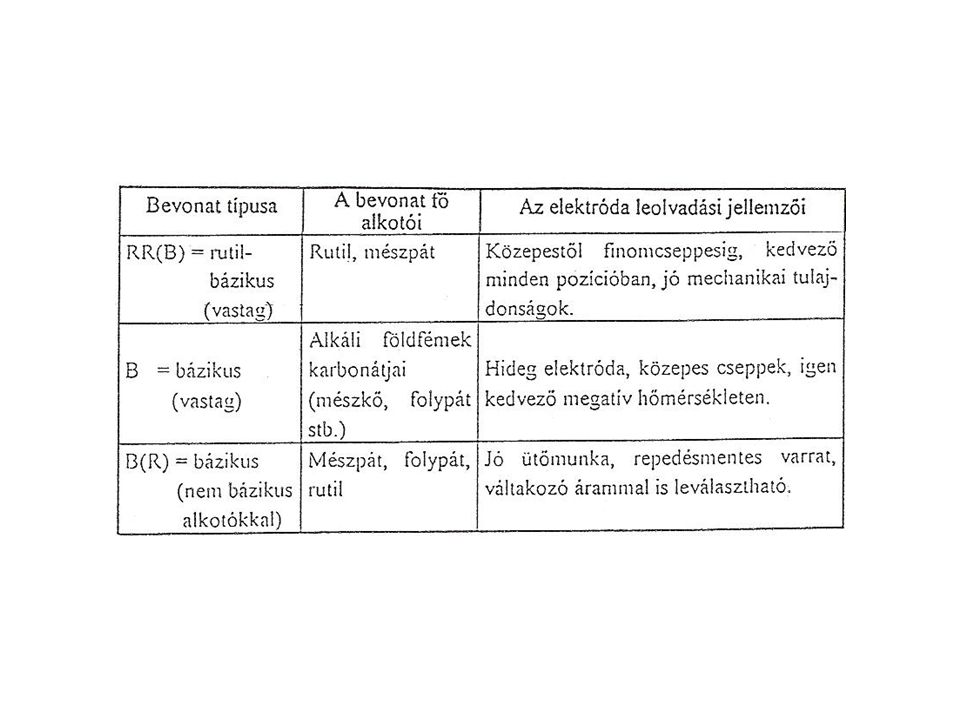
Bázikus bevonatú (B) elektródák -áramnem és pozíció: =, +, ~, -a bevonat alkotói: bázikus salakképzők, alkáli földfémek karbonátjai (mészkő, folypát, mészpát, dolomit), FeMn(5%), SiO 2 (10%), CaCO 3 (40%), CaF 2 (45%); -a folypát a salakot hígfolyóssá, a dolomit szilárd salakot törékennyé teszi,az ívatmoszféra semleges, redukáló hatású, ötvöző kiégés minimális ↓, a salak jó dezoxidáló ; -a bevonatból képződő folyékony salakból az ömledék Si és Mn-t nyel el; -elektródából keletkező varrat anyaga a leolvadás során Si-al csillapítódik; -ebben a bevonatban a legkevesebb a H 2, ha a bevonatot szárazon tartjuk, és az ív leszorításával megakadályozzuk a levegő bekeveredését, akkor nem kerül az ömledékbe H 2 → hidegrepedés veszélye minimális! -a varrat Mn tartalma a S-t megköti MnS formájában, így kizárt a melegrepedések keletkezése (legkevésbé érzékeny meleg- és hideg- repedésre);
;.")
25
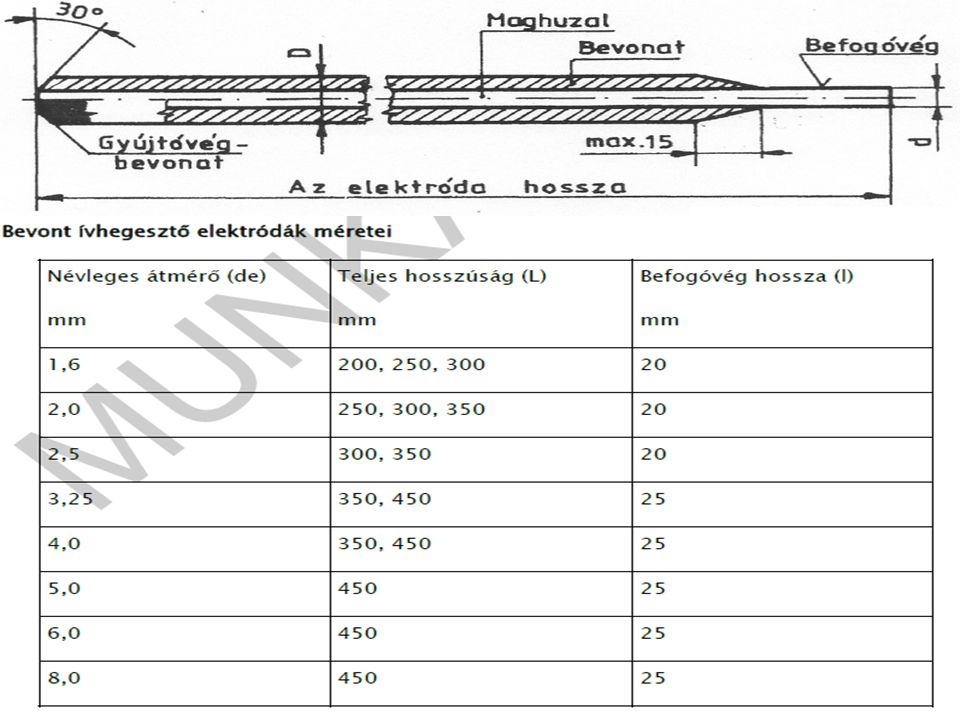
A bázikus bevonatú elektróda közepes cseppekben olvad le, kevés fröcskölési veszteséggel. A varrat egyenletes, a beolvadás csekély, a sarokvarrat enyhén domború. Az elektróda érzékeny az illesztési hézagra, ezért a 2 mm-t általában ne haladja meg. Hegesztéskor kerülni kell az elektróda széles ívelését, a nagy hegesztési sebességet. A varrat gyökét célszerű rutilos elektródával elkészíteni, mivel az kevésbé érzékeny az ívhossz változására és az illesztési hézag nagyságára. Az elektróda leolvasztásával létrejövő varrattömeg 30...80 g/elektróda. A bevonat érzékeny a nedvességre, ezért az elektródát száraz helyen kell tárolni és hegesztés előtt feltétlen ki kell szárítani, éspedig: ha a folyáshatár R eH £ 355 MPa, akkor a szárítás 250 °C- on 2 óra, ha a folyáshatár R eH > 355 MPa, akkor a szárítás 300...350 °C-on max. 10 óra.

27
A bevonattípusok jellemzői: rutilos (R) elektródák -áramnem: egyenáram - ; ~, pozíció: -salakképző anyaga: TiO 2 (főként), szilikátok, karbonátok, ferro-Mn; salakja önleváló; -a rutil (TiO 2 ) miatt U gy <50V, az ív stabil nyugodt; -ívhosszváltozásra nem érzékeny, legkedveltebb, jó ívgyújtás és újragyújtás (a salak melegen jól vezeti az áramot), stabil, fröcskölésmentes ív, pozíció hegesztéshez, csövek kényszerhelyzetű gyökhegesztéséhez (ívmegszakításos techn.); -jó technológiai tulajdonságok: könnyű ívtartás, tetszetős varratalak, térbeli varratoknál is, sokoldalú alkalmazás, minden helyzetben (fejfeletti is!) hegeszthető, csak ↓ nem; -a varratfelület egyenletes, sima, szerény leolvadási teljesítmény; -növelt folyáshatárú acélokhoz nem ajánlott (R eH >360 N/mm 2 ) a varrat magas hidrogéntartalma (H 2 >15ml/100g) miatt (elektróda szárításával sem csökkenthető); -nem alkalmazható: fáradásnak kitett, erősen terhelt, alacsony hőmérsékletű (- 40 o C) szerkezetek hegesztésére; -vékony lemezek hegesztésére, nagyobb hézagok áthidalására, legjobb gyökhegesztő elektróda.
 elektródák -áramnem: egyenáram - ; ~, pozíció: -salakképző anyaga: TiO 2 (főként), szilikátok, karbonátok, ferro-Mn; salakja önleváló; -a rutil (TiO 2 ) miatt U gy <50V, az ív stabil nyugodt; -ívhosszváltozásra nem érzékeny, legkedveltebb, jó ívgyújtás és újragyújtás (a salak melegen jól vezeti az áramot), stabil, fröcskölésmentes ív, pozíció hegesztéshez, csövek kényszerhelyzetű gyökhegesztéséhez (ívmegszakításos techn.); -jó technológiai tulajdonságok: könnyű ívtartás, tetszetős varratalak, térbeli varratoknál is, sokoldalú alkalmazás, minden helyzetben (fejfeletti is!) hegeszthető, csak ↓ nem; -a varratfelület egyenletes, sima, szerény leolvadási teljesítmény; -növelt folyáshatárú acélokhoz nem ajánlott (R eH >360 N/mm 2 ) a varrat magas hidrogéntartalma (H 2 >15ml/100g) miatt (elektróda szárításával sem csökkenthető); -nem alkalmazható: fáradásnak kitett, erősen terhelt, alacsony hőmérsékletű (- 40 o C) szerkezetek hegesztésére; -vékony lemezek hegesztésére, nagyobb hézagok áthidalására, legjobb gyökhegesztő elektróda.")
28
A bevonattípusok jellemzői: rutilos (R) elektródák
 elektródák")
30
A bevonattípusok jellemzői: cellulóz (C) elektródák -áramnem és pozíció: =, + sarokból, rövid ívvel (h ≤ 3mm), -a bevonat10-30%-ban tartalmaz szerves anyagokat (cellulóz, faliszt, keményítő) szilikátokat és ferroötvözeteket; -a sok szerves anyag jól védi a hegfürdőt, kevés salakot képez; -alkalmazása: ahol a kedvező mechanikai tulajdonság és a radiográfiai tisztaság fontos; -a szerves anyagok bomlásakor keletkező kellemetlen szagú gáz és csökkent ívstabilitás miatt a hegesztők nem kedvelik; -,,forró” típusú, közepes cseppes, mély beolvadású, ömledéke sűrűn folyik, gyorsan dermed, hézag és gyökhegesztésre kiváló; - kiváló pozícióhegesztésre, minden helyzetben, ↓ is; (távvezetéki csőhegesztő elektródák) -az ömledék sok H 2 -t szív magába,ami dermedéskor nem távozik, repedést okozhat; -szilárdsága jó, nyúlása ~ 30%; -ötvözetlen acélok előmelegítés nélkül, ötvözött acélok előmelegítéssel.
 elektródák -áramnem és pozíció: =, + sarokból, rövid ívvel (h ≤ 3mm), -a bevonat10-30%-ban tartalmaz szerves anyagokat (cellulóz, faliszt, keményítő) szilikátokat és ferroötvözeteket; -a sok szerves anyag jól védi a hegfürdőt, kevés salakot képez; -alkalmazása: ahol a kedvező mechanikai tulajdonság és a radiográfiai tisztaság fontos; -a szerves anyagok bomlásakor keletkező kellemetlen szagú gáz és csökkent ívstabilitás miatt a hegesztők nem kedvelik; -,,forró típusú, közepes cseppes, mély beolvadású, ömledéke sűrűn folyik, gyorsan dermed, hézag és gyökhegesztésre kiváló; - kiváló pozícióhegesztésre, minden helyzetben, ↓ is; (távvezetéki csőhegesztő elektródák) -az ömledék sok H 2 -t szív magába,ami dermedéskor nem távozik, repedést okozhat; -szilárdsága jó, nyúlása ~ 30%; -ötvözetlen acélok előmelegítés nélkül, ötvözött acélok előmelegítéssel.")
31
A bevonattípusok jellemzői: cellulóz (C) elektródák
 elektródák")
32
A bevonattípusok jellemzői:(A) jelű savas elektródák -áramnem és pozíció: egyenáram +, -; ~, →; -a bevonat Fe, Mn, Ti, és Si oxidokat tartalmaz, mint salakképzőket; -,,forró” típusú: bevonata megolvadáskor hőt fejleszt, ami hígfolyósabbá teszi az ömledéket; -finomcseppes leolvadás; -salakja sokáig nyúlós, szívós, 200 o C-ra hűlve könnyen eltávolítható; -gázzárványokra nem, de hűlés közben melegrepedésre érzékeny; -jó varratszilárdság, szívós varrat, nyúlása ~25%; -varratfelület egyenletes, sima, jól terülő; -tompa- és sarok-varratok hegesztésére, vízszintes helyzetbe n.
 jelű savas elektródák -áramnem és pozíció: egyenáram +, -; ~, →; -a bevonat Fe, Mn, Ti, és Si oxidokat tartalmaz, mint salakképzőket; -,,forró típusú: bevonata megolvadáskor hőt fejleszt, ami hígfolyósabbá teszi az ömledéket; -finomcseppes leolvadás; -salakja sokáig nyúlós, szívós, 200 o C-ra hűlve könnyen eltávolítható; -gázzárványokra nem, de hűlés közben melegrepedésre érzékeny; -jó varratszilárdság, szívós varrat, nyúlása ~25%; -varratfelület egyenletes, sima, jól terülő; -tompa- és sarok-varratok hegesztésére, vízszintes helyzetbe n.")
44
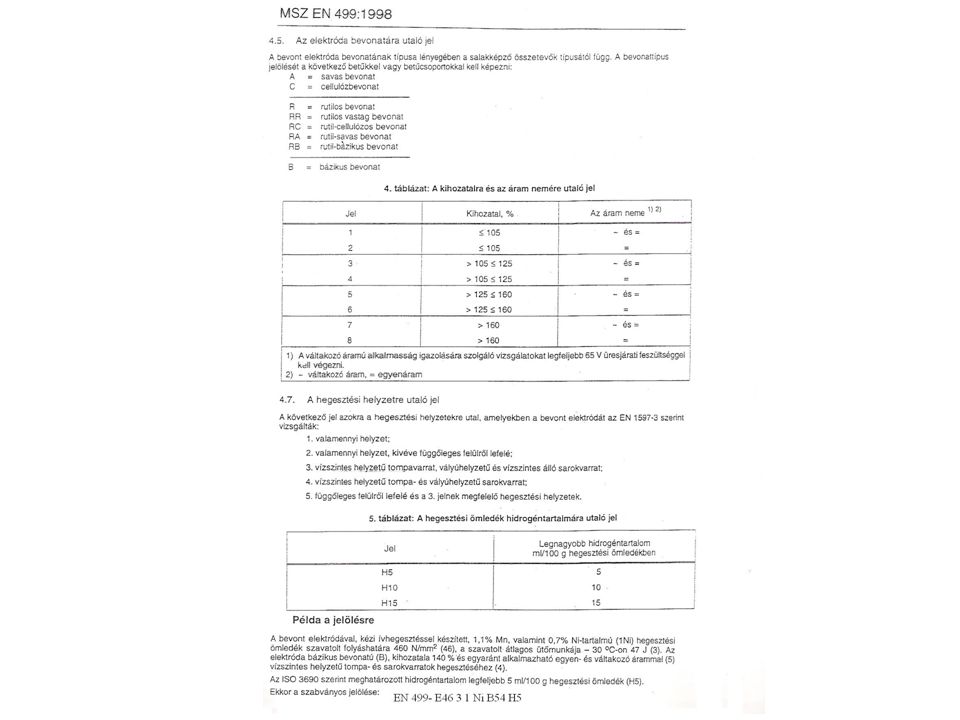
H jel: Hegesztési ömledék diffúzióképes hidrogén tartalma :ha H<=15 ml 100 g elektródában

46
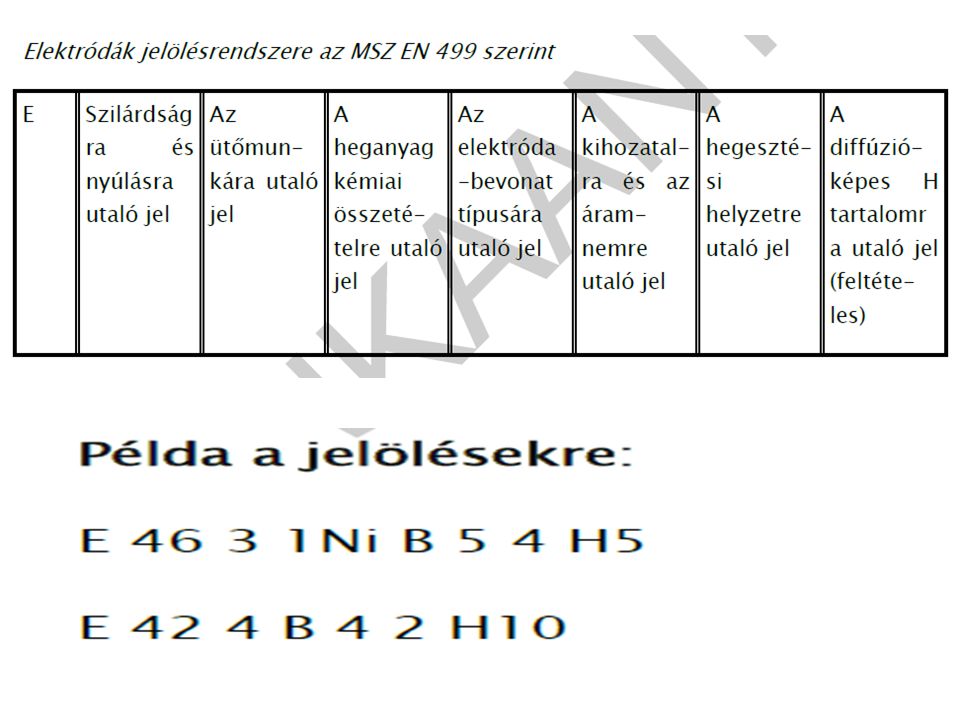
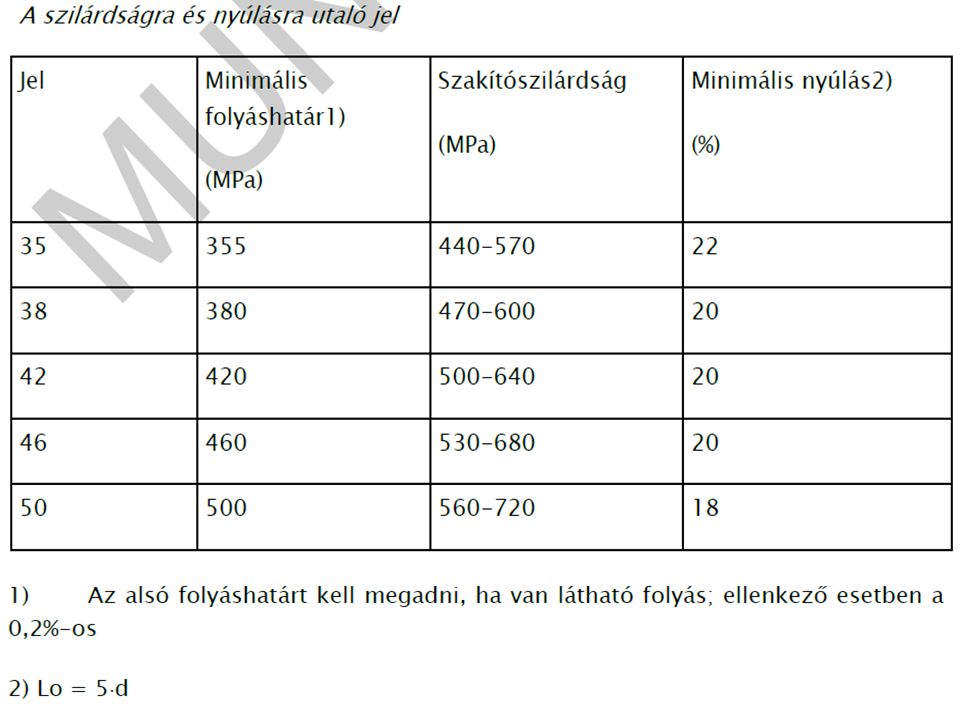
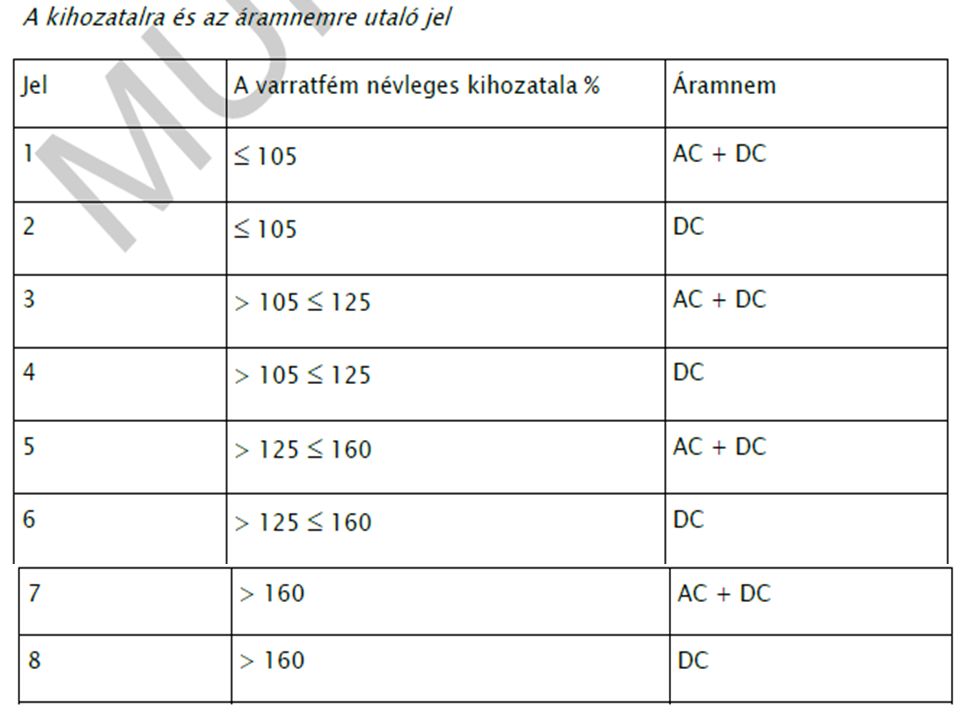
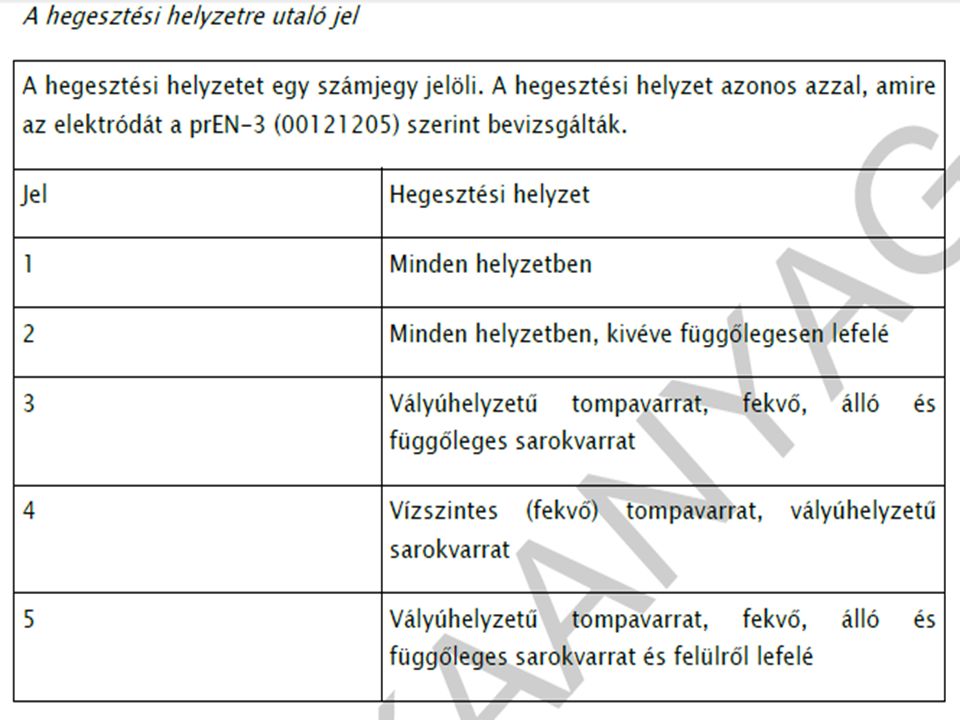
MSZ EN499 E 46 2 B 3 2 H10 - EN 499 - európai szabvány szám - E: bevont elektródás ívhegesztéshez - 46: a heganyag alsó folyáshatára ( R 460N /mm2 ) - 2: a heganyag átmeneti hőmérséklete 47 J ütőmunkánál -20°C hőmérsékleten - B: az elektróda bevonata bázikus - 3: az elektróda kihozatala 105-125% között egyenáram hegesztésnél - 2: javasolt hegesztési helyzetek: minden helyzetben, kivéve függőlegesen fentről lefelé - H10: a heganyag hidrogéntartalma 100 grammban 10 ml
 - 2: a heganyag átmeneti hőmérséklete 47 J ütőmunkánál -20°C hőmérsékleten - B: az elektróda bevonata bázikus - 3: az elektróda kihozatala % között egyenáram hegesztésnél - 2: javasolt hegesztési helyzetek: minden helyzetben, kivéve függőlegesen fentről lefelé - H10: a heganyag hidrogéntartalma 100 grammban 10 ml")
Hasonló előadás