Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
Anyagmozgatóberendezések I. Anyagmozgatógépek és eszközök I.
Anyagmozgatási és Logisztikai Rendszerek Tanszék Anyagmozgatóberendezések I. Anyagmozgatógépek és eszközök I.

2
Győrváry Zsolt L. Épület I.em. 1. zsolt.gyorvary@logisztika.bme.hu
Követelmény: 2 db eredményes zárthelyi megírása 3db HF Zárthelyi időpontok: Pót zh: úgysem lesz rá szükség Pót pót zh: erre meg végképp nem Irodalom: Greschik: Anyagmozgató gépek Felföldi: Anyagmozgatási kézikönyv Zebisch: Anyagmozgatás – Röviden és tömören Materialflusstechnik

3
Miért vagyunk itt? (Ti) Mert muszáj? Mert meleg van, fűtenek
DOOM / NFS LAN-party Esetleg valami újat, érdekeset tanulhatok

4
Miért vagyunk itt? (Én) Kedvcsinálás (I. + II.)
 Kedvcsinálás (I. + II.)")
5
Képek, ábrák Futódaru Emelők /fogasrudas emelő/ Forgódaru Felvonók

6
Képek, ábrák Tolópad Targonca Szállítószalag Serleges elevátor
Serleges elevátor

7
Képek, ábrák Rédler - lánc Függőkonvejor Lengő szállítógép

8
Képek, ábrák Szállítócsiga Görgős szállítópálya Surrantó Csúszda
Szívófej pneumatikus szállításhoz

9
Képek, ábrák Hombárok, silók Vagonbuktató Raktári állványrendszerek
Mérleg Fémkiválasztó Cellás adagoló

10
Anyagmozgatás fogalma:
A termelési és fogyasztási folyamatban az anyag három állapotban lehet: ALAKUL MOZOG NYUGSZIK Gyártás - anyagmozgatási raktározási technológia technológia technológia ANYAGMOZGATÁS Az anyagmozgatás bármely állapotú anyag üzemen belüli mozgatása, rakodása, csomagolása, és raktározása.

11
Nem anyagmozgatás: Távolsági szállítás: vasút, közút, víziút, legiút! De a rakodás kikötőkben, intermodális terminálokban már igen! Gázok és folyadékok csővezetékes szállítása (élelmiszeripar, energetika, vegyipar stb.). De a rövid távú pneumatikus vagy fluidizált szemcsésanyag szállítás már igen, ugyanúgy, mint a palackban, vagy tartályban történő rövidtávú szállítás.
. De a rövid távú pneumatikus vagy fluidizált szemcsésanyag szállítás már igen, ugyanúgy, mint a palackban, vagy tartályban történő rövidtávú szállítás")
12
Példák anyagmozgatásra:
Termelő üzemeken belül (daruk, targoncák, szállítószalagok stb.) Elosztó raktár anyagmozgatása Magasraktár: 10ezer db rakodólap fér el. 12 óra alatt akár 250 ki-, és betárolás. Számítógépes raktárkezelés és irányítás. Erőmű szerelődaru: évente egyszer használják turbina felújításhoz. Erőmű tárolótér: szállítószalagok, felszedő gépek, vagy markolós daruk Bányák: pl. külszíni fejtésen szállítószalagok
 Elosztó raktár anyagmozgatása. Magasraktár: 10ezer db rakodólap fér el. 12 óra alatt akár 250 ki-, és betárolás. Számítógépes raktárkezelés és irányítás. Erőmű szerelődaru: évente egyszer használják turbina felújításhoz. Erőmű tárolótér: szállítószalagok, felszedő gépek, vagy markolós daruk. Bányák: pl. külszíni fejtésen szállítószalagok")
13
Az anyagmozgatás fejlesztésének szükségessége
A technikai fejlődést követi az anyagmozgatás is. Jól tervezett üzemen belül azonos a gyártási és az anyagmozgatási berendezések színvonala. Az elmaradott, régimódi anyagmozgatás gátja a gazdaságos termelésnek.

14
Fontosabb mutatószámok:
Az anyagmozgatás költsége 15-85% -a a termelési költségnek (átl. 25%). Magas az anyagmozgatás költsége a tömegárukat termelő iparágakban: bányászat, kozervipar, cukorgyártás. Anyagmozgatási többszörös: 1 tonna végtermékhez hány tonna anyagot kell megmozgatni. Vegyipar 50x, kohászat 200x Anyagmozgatási műveletek száma: a termék bonyolultságával nő, pl.: gépkocsi sebességváltómű gyártásakor anyagmozgatási művelet. Anyagmozgatás mennyisége: súly x út
. Magas az anyagmozgatás költsége a tömegárukat termelő iparágakban: bányászat, kozervipar, cukorgyártás. Anyagmozgatási többszörös: 1 tonna végtermékhez hány tonna anyagot kell megmozgatni. Vegyipar 50x, kohászat 200x. Anyagmozgatási műveletek száma: a termék bonyolultságával nő, pl.: gépkocsi sebességváltómű gyártásakor anyagmozgatási művelet. Anyagmozgatás mennyisége: súly x út")
15
CÉL: Az anyagmozgatás költségének csökkentése pl. utak rövidítésével helyes gép-, és üzemtelepítéssel, a felesleges mozgatási elemek kiküszöbölésével, a mozgatandó anyagok mennyiségének csökkentésével, olcsó és hatékony gépek beépítésével, automatizálással stb.

16
A kézi anyagmozgatást fel kell váltani gépivel.
Ennek indokai: Nyílt és rejtett anyagmozgatással együttvéve Magyarországon megközelítőleg 1millió ember munkaidejét kötik le, ebből még mindig nagyon sok a kézi anyagmozgatás. ( Rejtett am.: a statisztikai kimutatás elől rejtett. Rejtett AM-t végeznek pl. a raktárosok, szakmunkások, diszpécserek, meósok stb.) A „nehéz fizikai munka” nagy része anyagmozgatás A munkahelyi balesetek ~70% -a anyagmozgatásból származik Humánus szempontok: a kézi anyagmozgatás nem kielégítő: alacsony a munka kulturáltsága (szellemi energiát nem igényel, az ember alkotási vágyát nem elégíti ki. nagy a fizikai erőkifejtés mértéke egészségre ártalmas Az emberi erőforrás hatásfoka pocsék, csupán pár %.
 A „nehéz fizikai munka nagy része anyagmozgatás. A munkahelyi balesetek ~70% -a anyagmozgatásból származik. Humánus szempontok: a kézi anyagmozgatás nem kielégítő: alacsony a munka kulturáltsága (szellemi energiát nem igényel, az ember alkotási vágyát nem elégíti ki. nagy a fizikai erőkifejtés mértéke. egészségre ártalmas. Az emberi erőforrás hatásfoka pocsék, csupán pár %")
17
Az anyagmozgatás fejlesztése és a termelés gazdaságossága
Az AM. fejlesztéséből (pl. gépesítésből, automatizálásból) származó gazdasági előnyök: munkabér megtakarítás csökken a rejtett anyagmozgatás, a szakmunkások, meósok, művezetők, idejüket és figyelmüket a termelésre fordíthatják. növekvő termékmennyiség többlet-nyereséget eredményez, mert: jobb munkaszervezés lehetséges ha az anyagmozgatás a szűk keresztmetszet, ennek felszabadítása a termékmennyiséget növeli.
 származó gazdasági előnyök: munkabér megtakarítás. csökken a rejtett anyagmozgatás, a szakmunkások, meósok, művezetők, idejüket és figyelmüket a termelésre fordíthatják. növekvő termékmennyiség többlet-nyereséget eredményez, mert: jobb munkaszervezés lehetséges. ha az anyagmozgatás a szűk keresztmetszet, ennek felszabadítása a termékmennyiséget növeli")
18
Az anyagmozgatás fejlesztése és a termelés gazdaságossága
csökken a termék átfutási ideje (raktározási, és eszközlekötési költségek csökkennek) csökken a félkész termék mennyisége műhely alapterület csökkenés csökken a rakodási, mozgatási selejt biztosítja a termelés folyamatos ütemét, lehetővé teszi mind a mennyiségi mind a minőségi ellenőrzést idejében be lehet avatkozni.
 csökken a félkész termék mennyisége műhely alapterület csökkenés. csökken a rakodási, mozgatási selejt. biztosítja a termelés folyamatos ütemét, lehetővé teszi mind a mennyiségi mind a minőségi ellenőrzést idejében be lehet avatkozni")
19
A logisztika A logisztika a rendszerek anyag- személy- energia- és információáramlásának tervezésével, vezérlésével és felügyeletével foglalkozó tudomány. Napóleon hadseregében a szállásmester (maréchal des logis) kiemelt feladatokat látott el: a hadsereg utánpótlását kellett megszerveznie, ami fegyver, ruházat, élelem, szekér, szállás, stb. biztosítását egyaránt jelentette. Az Oroszország ellen indított hadjárat alapvetően ilyen problémák miatt bukott el. A logisztika az idők folyamán a hadtáp feladatok ellátásán túllépett, és más nemzetgazdasági területeken is sikerrel alkalmazták az eredetileg katonai módszert.
 kiemelt feladatokat látott el: a hadsereg utánpótlását kellett megszerveznie, ami fegyver, ruházat, élelem, szekér, szállás, stb. biztosítását egyaránt jelentette. Az Oroszország ellen indított hadjárat alapvetően ilyen problémák miatt bukott el. A logisztika az idők folyamán a hadtáp feladatok ellátásán túllépett, és más nemzetgazdasági területeken is sikerrel alkalmazták az eredetileg katonai módszert")
20
Anyagmozgató gépek felosztása
Szakaszos üzemű AMO gépek Emelőgépek Emelők Daruk Futódaru Forgódaru Felvonók Szállítógépek Sínpályához kötöttek (pl.: tolópad) Sínpályához nem kötöttek (pl.: szállító targonca) Robotok
 Sínpályához nem kötöttek (pl.: szállító targonca) Robotok")
21
Anyagmozgató gépek felosztása
Folyamatos üzemű Anyagmozgató gépek Hordozóelemes szállítógépek Szállítószalag Serleges elevátor Függőkonvejor Anyagot helyben maradó alátámasztáson szállító gépek Vonóelemes szállítógépek Vízszintes rédler Függőleges rédler

22
Anyagmozgató gépek felosztása
Lengő szállítógépek Forgóelemes szállítógépek Görgős szállítópályák Csúszdák és surrantók Az anyagot áramló közegben szállító gépek Pneumatikus szállítógépek Hidraulikus szállítógépek

23
Anyagmozgató gépek felosztása
Tároló berendezések, raktárak, és kiszolgáló gépeik Ömlesztett anyagok tárolására Tárolótér Silók / Hombárok Darabáru tárolására Tárolóterek és raktárak kiszolgáló gépei Rakodógépek Vagonbuktató Raktári állványkiszolgáló gépek

24
Anyagmozgató gépek felosztása
Segédberendezések Darabárukhoz Munkadarab feladó gép Munkadarab leszedő gép Ömlesztett anyagokhoz Elzáró Adagoló Mérleg Vas és fémkiválasztó

25
A mozgatott anyag jellemzői
Ömlesztett anyag Darabáru Ez változhat: műtrágya: ömlesztett anyag darabáru (zsák) Darabáruk jellemzői: Alak: Szabályos, alaktartó (láda) szabálytalan (gépalkatrész) nem alaktartó (zsák) Méret Súly Felület (áru v. csomagolás anyaga, merevsége, teherbírása) Különleges tulajdonságok: Magas hőfok Robbanásveszély Törékenység
 Darabáruk jellemzői: Alak: Szabályos, alaktartó (láda) szabálytalan (gépalkatrész) nem alaktartó (zsák) Méret. Súly. Felület (áru v. csomagolás anyaga, merevsége, teherbírása) Különleges tulajdonságok: Magas hőfok. Robbanásveszély. Törékenység")
26
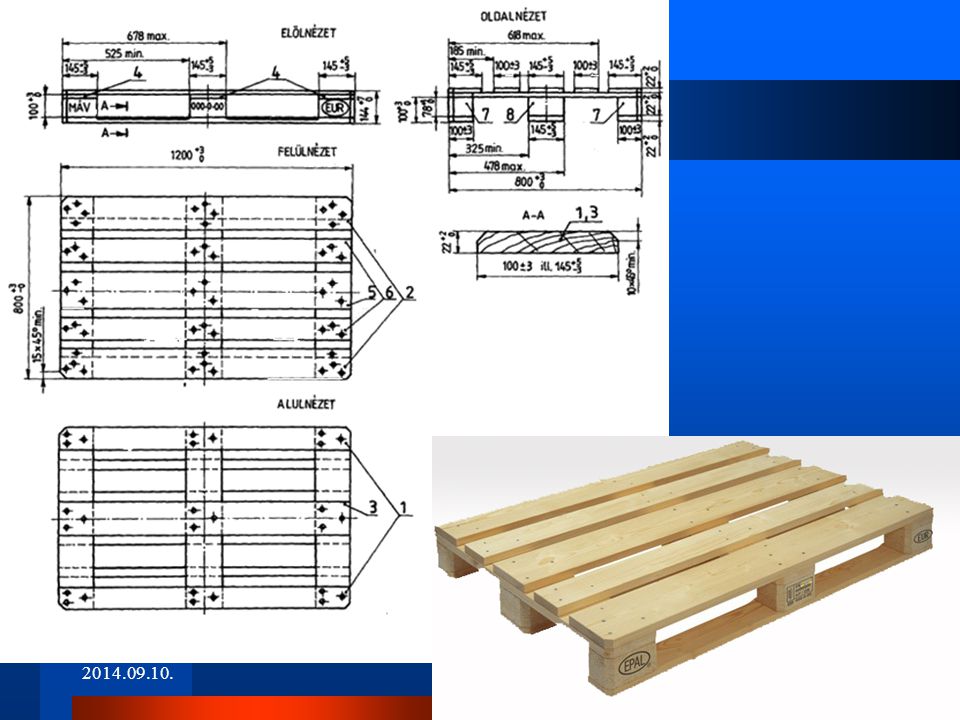
Rakományképzés Egységcsomag Egységrakomány
Cél: szabályos külsőt ad az árunak Összehajtható – össze nem hajtható Eldobható – újrafelhasználható csomagolás Csomagolás nélküli áru Egységrakomány Rakodólap Teherbírás: 1000kg, több db egymásra rakható, max. 4000kg Mozgatása: emelővillás targonca, raktári felrakógép segítségével Az egységcsomag méretét úgy kell meghatározni, hogy a felület lehetőleg 100% -ig ki legyen használva. Tartozékok: oldalfal alakos övbetét (pl. Gázpalackhoz)
")
28
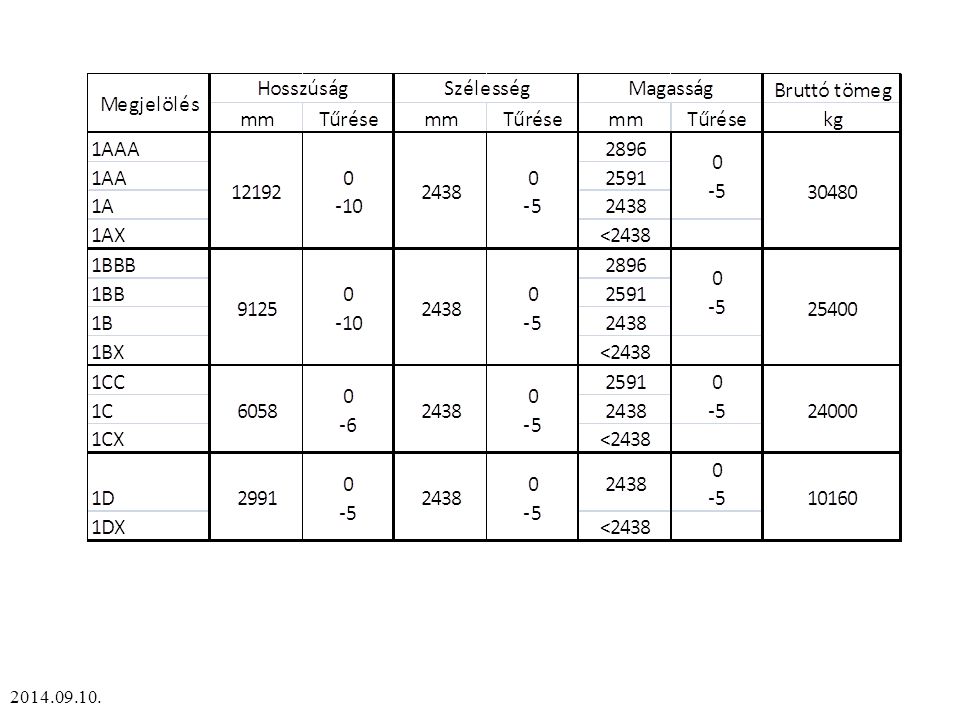
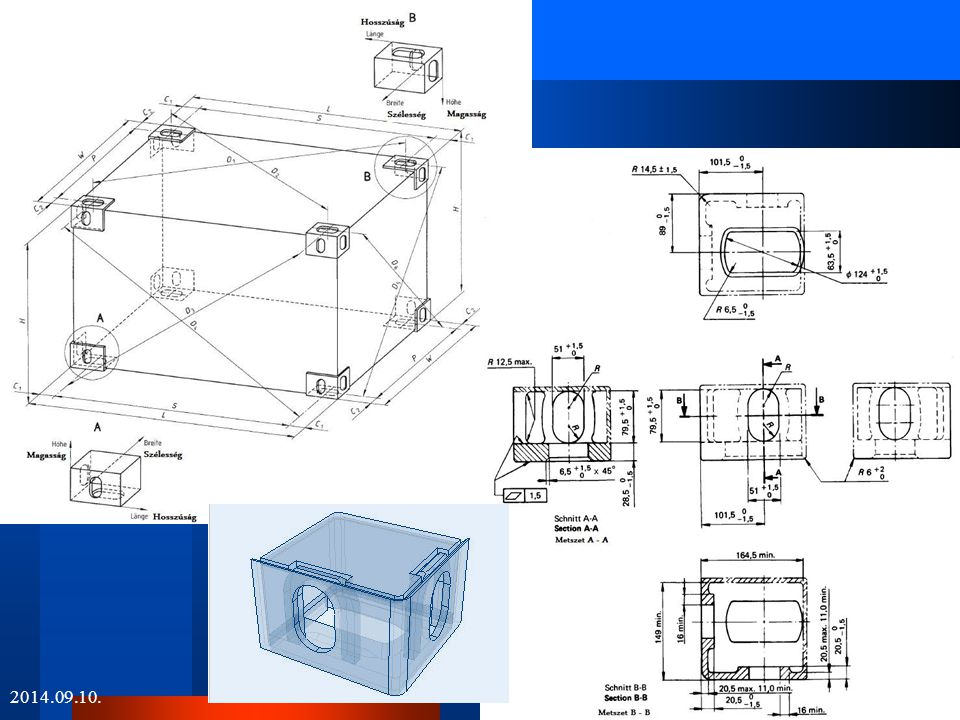
Konténer (Szállítótartály)
védi az árut (időjárás, sérülés, lopás) kevesebb szállító és rakodógép segítségével ugyanannyi mozgatott anyag ISO konténer össztömeg: 20 tonna 10, 20, 40lábas kivitel, szabványosított méretek 6 db egymásra rakható Rakodólappal nem túl gazdaságos térkihasználás Kiskonténer Élelmiszer kereskedelemben MÁV Légi
 kevesebb szállító és rakodógép segítségével ugyanannyi mozgatott anyag. ISO konténer. össztömeg: 20 tonna. 10, 20, 40lábas kivitel, szabványosított méretek. 6 db egymásra rakható. Rakodólappal nem túl gazdaságos térkihasználás. Kiskonténer. Élelmiszer kereskedelemben. MÁV. Légi")
31
TANK - konténerek

32
Flexitank

33
Ömlesztett anyagok tulajdonságai
Szemcsenagyság Befoglaló téglatest hossza Meghatározza a bunker kiömlő nyílásának méretét Szemcseátmérő A legkisebb kör, vagy négyzet alakú nyílás mérete, amin a szemcse átesik Szemcseeloszlás Meghatározott lyukbőségű szitán mennyi anyag marad fenn pl. lengő szállítógép, pneumatikus szállítógép, osztályozógép tervezéséhez szükséges adat.

34
Ömlesztett anyagok tulajdonságai
pl. lengő szállítógép, pneumatikus szállítógép, osztályozógép tervezéséhez szükséges adat. Osztályozott, Ha Beavatkozás nélkül is. Pl.: gabona Koptató hatás A szemcse keménységétől függ Halmazsűrűség

35
Ömlesztett anyagok tulajdonságai
Nedvességtartalom Száraz tömeg: 105 °C –on 1 órán át szárított anyag Egyéb tulajdonságok korrozív mérgező magas hőmérsékletű robbanó, stb. Természetes rézsűszög

36
Ömlesztett anyagok tulajdonságai
Teherbírás, ömleszthetőség Határfeszültségi állapot:

37
Ömlesztett anyagok tulajdonságai
Coulomb szerinti egyszerűsítés: φ – belső súrlódási szög az egymással érintkező szemcsék közötti súrlódási erő a szemcsék közötti tapadási erők /kohézió/ (forrása a nedvesség felületi feszültség)
")
38
Ömlesztett anyagok tulajdonságai
Három féle ömlesztett anyag van: Nehezen ömleszthető, tapadó (pl. nedves homok, salak) Könnyen ömleszthető, nem formálható (pl. gabona, száraz homok) Nem ömleszthető, könnyen formálható (pl. zsír, puha anyagok)
 Könnyen ömleszthető, nem formálható (pl. gabona, száraz homok) Nem ömleszthető, könnyen formálható. (pl. zsír, puha anyagok)")
39
Silók, hombárok Ha: hombár

40
Silók, hombárok

41
Silók, hombárok Minimális kiömlőnyílás mérete: Ahol:
β – biztonsági tényező (=1,4) w – szemcseméret Legkisebb négyzetes nyílás biztonságos keresztmetszete. Tapasztalati adatok szerint még jól folyó anyagoknál is a kiömlő nyílás legkisebb résszélessége a szemcseméret min. 6x –osa.
 w – szemcseméret. Legkisebb négyzetes nyílás biztonságos keresztmetszete. Tapasztalati adatok szerint még jól folyó anyagoknál is a kiömlő nyílás legkisebb résszélessége a szemcseméret min. 6x –osa")
49
Emelőgépek speciális gépelemei
Kötelek – Láncok - Hevederek

50
(Rakomány) - Rögzítők
 - Rögzítők")
51
Rögzítés

53
15 raklap sör…

54
Kötelek

55
Sodronykötelek

56
+ Acélsodronykötelek Kötél Elemi szál Pászma Kötélmag
Elemi szál gyártása: Hengerlés d=5mm –ig Húzás Patentírozás Pászma + Kötélmag: acél vagy kender. Kötélmag Kötél

57
elemi szál pászmakötél
Acélsodronykötelek Kétszer sodrott kötelek: elemi szál pászmakötél Nagy szilárdságú: I. Rugalmas alakváltozás A terhelés megszűnése után a darab visszanyeri eredeti alakját. II. Egyenletes alakváltozás A képlékeny deformáció a mérőhossz minden egyes pontján azonos. A képlékeny deformáció egy szűk tartományra korlátozódik. III. Kontrakció A képlékeny deformáció egy szűk tartományra korlátozódik.

58
Acélsodronykötelek A járomban elhelyezett orsókról lecsévélendő elemi szálakat sodrórózsán keresztül vezetve a sodrópontban a sodrógép hossztengelyében átvezetett központi szál köré egy irányban, egy vagy több sorban sodorják.

59
Acélsodronykötelek Az elemi szálakat a súrlódás tartja össze. A sodrat csavarvonal alakú, ezért amikor húzóerő terheli, kissé megnyúlik és kisebb lesz a térbeli csavarvonal átmérője. A sodrás következtében a szálak úgy érintkeznek egymással, hogy a kötélerő növekedése önműködően növeli a szálakat egymáshoz szorító felületi normálerőt, így ezzel arányosan a súrlódási erőt is. önzárás! Azonban a szakítószilárdsága az elemi szálak szakítószilárdságától függ. A kötél másik kiváló tulajdonsága a hajlíthatóság. Oka, hogy az elemi szálak vékonyak, ezért hajlítómerevségük nagyságrenddel kisebb, mint az ugyanolyan keresztmetszetű (és ezért azonos szakítószilárdságú) tömör hengeres rúdé. A sodronyköteleknél ehhez még az a további előny is járul, hogy a vékony huzalok anyagának szakítószilárdsága nagyobb, mint a tömör rúdé, mivel a fémkristályok a dróthúzás során a huzal hossztengelye irányába rendeződnek, kedvezőbb lesz a fém szövetszerkezete. A súrlódás segít abban is, hogy az egyes elemi szálak között egyenletesen oszoljék meg a húzóerő.
 tömör hengeres rúdé. A sodronyköteleknél ehhez még az a további előny is járul, hogy a vékony huzalok anyagának szakítószilárdsága nagyobb, mint a tömör rúdé, mivel a fémkristályok a dróthúzás során a huzal hossztengelye irányába rendeződnek, kedvezőbb lesz a fém szövetszerkezete. A súrlódás segít abban is, hogy az egyes elemi szálak között egyenletesen oszoljék meg a húzóerő")
60
Acélsodronykötelek Jobbsodrású – Balsodrású (A csavarodás iránya) Hosszsodrású – Keresztsodrású Hosszsodrású: Elemi szálakból készült pászma ugyanolyan sodrású, mint a pászmákból készült kötél. Kersztsodrású: Elemi szálakból készült pászma ellentétes sodrású, mint a pászmákból készült kötél.
 Hosszsodrású – Keresztsodrású Hosszsodrású: Elemi szálakból készült pászma ugyanolyan sodrású, mint a pászmákból készült kötél. Kersztsodrású: Elemi szálakból készült pászma ellentétes sodrású, mint a pászmákból készült kötél")
61
Acélsodronykötelek

62
Acélsodronykötelek Hagyományos szerkezetű kötél: az elemi szálak átmérője azonos. Nem túl szerencsés, mert az elemi szálak pontszerűen fekszenek fel egymásra. Egyszer sodort kötél. Seale kötél: pászmáinak külső rétegében az alatta levővel azonos számú, de nagyobb átmérőjű huzal van.

63
Acélsodronykötelek Warrington kötél: pászmáinak külső rétegében az alatta levővel azonos számú, de váltakozva kisebb és nagyobb átmérőjű huzam van. Seale – Warrington kötél: Ezek a kötelek azért jók, mert az elemi szálak él mentén fekszenek fel,a rétegek menetemelkedése azonos kopásálló, nagyobb élettartamú.

64
Acélsodronykötelek Zárt kötelek: egyszer sodort kötelek. Kötélpálya vagy kábeldaru tartókötélnek használják. Kerék gördül rajta, ezért hengeres a külső felülete. Nem szivárog nedvesség a belsejébe. (Zsírral kitöltve) Kérdés, miért nem ezt használjuk mindenhol? Túl merev. Törne. Mozgó kötélzethez nem használható!
 Kérdés, miért nem ezt használjuk mindenhol Túl merev. Törne. Mozgó kötélzethez nem használható!")
65
Acélsodronykötelek Egyágú üzemelésnél feltétlenül ezt kell alkalmazni!
Kitekeredésmentes kötelek: sodrásuk ugyancsak sodrógépen történik, azzal a különbséggel, hogy a huzalokat hidegen előre spirális alakra hajlítják, és azokat rendezve pászmába sodorják. Az ilyen kötél hajlékonyabb, és élettartama nagyobb. Üzemben azonban ez a fajta kötél gondos ellenőrzést kíván, mert huzaltörés esetén a kötél felületén a huzalvégek nem ugranak ki – nem tüskésedik a kötél – hanem az elszakadt huzalvégek eredeti helyükön maradnak, s így a száltörés nehezen állapítható meg. Lifteknél ilyen kötelek nem használhatók! Forgásmentes kötelek: A teher hatására a normál kötélben forgatónyomaték jön létre, ami a terhet és a kötelet a sodrás irányával ellentétesen elforgatja. A forgásmentes kötelekben speciális magkötél van, ami a külső pászmával ellentétesen igyekszik elforgatni a kötelet. Terhelés hatására a magkötél az egyik irányba, a külső pászmák pedig a másik irányba próbálják elforgatni a kötelet. Ezeknek a köteleknek a geometriai felépítése olyan, hogy a magkötelek és a külső pászmák forgató nyomatékai kiegyenlítik egymást. Még nagy emelési magasság esetén sem lép fel kötélforgás. Egyágú üzemelésnél feltétlenül ezt kell alkalmazni!

66
Acélsodronykötelek méretezése
Húzásra méretezzük: Szabvány írja elő a biztonsági tényezőt. A szakítóerőhöz képest a megengedett terhelés β=5-10 –szer kisebb. A β biztonsági tényező értéke az üzemi viszonyoktól függ. A hajlító igénybevételt korlátozzuk: Szabvány írja elő adott kötélátmérőhöz felszerelhető legkisebb kötélkorong – átmérőket. A felületi nyomást korlátozzuk: a kötél mindig olyan horonyban, vagy dobmenetben fekszik fel, ami a kötél sugarának megfelelő méretű.

67
Kötelek kezelése, karbantartása
Gyártáskor olajjal, vagy zsírral itatják át a kenderbetétet. Az elemi szálak szakadásait ellenőrizni kell. Szabvány írja elő, milyen hibák esetén kell a kötelet kicserélni. (pl. élen való megtörés, pászmaszakadás stb.) Lásd. kép a következő dián 4-8 hetente tisztítani, esetleg zsírozni kell. (Kivéve felvonók!)
 Lásd. kép a következő dián. 4-8 hetente tisztítani, esetleg zsírozni kell. (Kivéve felvonók!)")
69
Kötélvezetés

70
Kötélhorony kialakítása
Legjobb! Kicsivel nagyobb még lehet! Kedvezőtlen! Kevés ponton fekszik fel nagy felületi nyomás deformáció Legrosszabb! Ékhatás!

71
Kötélvég kialakítások
Kötélszív Kötélcsülök Kötélék

72
Kötélvég kialakítások
Szorítókengyel

Hasonló előadás



















 RAKODÁS (R) SZÁLLÍTÁS (S) ANYAGMOZGATÁS ÉS GÉPEI>")








