Előadást letölteni
Az előadás letöltése folymat van. Kérjük, várjon

1
SMED

2
SMED(Single Minute Exchange of Die)
Cél: nagymértékben lecsökkentse a termékváltási időt Előnyei: rugalmasság, gyorsabb szállítás, jobb minőség, magasabb termelékenység

3
Néhány fontos fogalom Átállás ideje: az utolsó eladható termék legyártása és a termékváltást követően először eladható termék legyártása (és a folyamat stabilitásának elérése) közti idő.
 közti idő.")
4
Néhány fontos fogalom Belső beállítás: Az ilyen típusú beállítást csak akkor lehet elvégezni, mikor a gép áll. Például egy új alkatrészt csak úgy lehet a gépbe behelyezni, ha az áll.

5
Néhány fontos fogalom Külső beállítás: Az ilyen típusú beállításokat véghez lehet vinni a gép működése közben. Például az alkatrészhez tartozó csavarokat össze lehet szedni és ki lehet válogatni miközben a gép működik.

6
Egy átállás szokásos lépései
1. Előkészület, termelés utáni szerelések, az alapanyagok és a szerszámok ellenőrzése 2. A burkolatoknak, a szerszámoknak és az alkatrészeknek a le és felszerelése 3. Mérések, beállítások, kalibrálások 4. Próbafutások és szerelések

7
Időarányok A beállítás lépései
A beállítási idő arányokban – SMED fejlesztések előtt Előkészület, termelési eljárás utáni összeszerelések, az alapanyagok és a szerszámok ellenőrzése A burkolatoknak, a szerszámoknak és az alkatrészeknek a le és felszerelése Mérések, beállítások, kalibrálások Próbafutások és szerelések 30% 5% 15% 50%

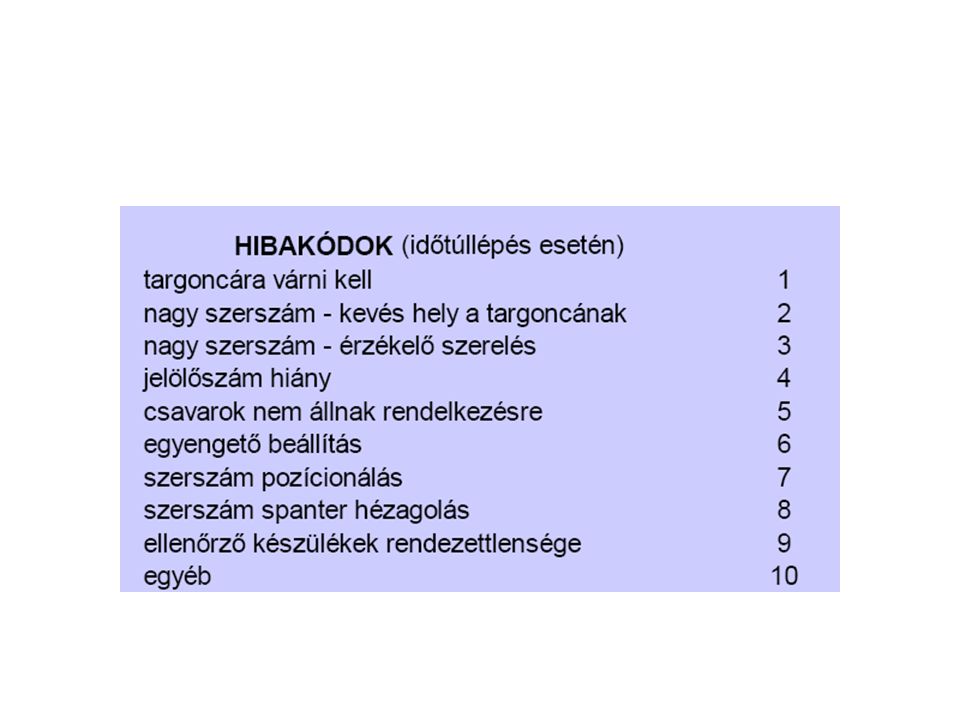
8
És a várakozások, amíg semmi nem történik?

9
1. A team létrehozása Célszerű bevonni: Gépbeállító Operátor
Raktár (targoncás?) …
 …")
10
2. Átállás megfigyelése Videó Jegyzetfüzet

11
3. lépés Átállás elemzése az átállás idődiagramja alapján
Célszerűtlenségek Várakozások ideje Fejlesztési ötletek

12
A SMED fő lépései 1. szakasz: A belső (az átszerelési időn belüli) és a külső (az átszerelési időn kívüli) beállítások elkülönítése 25-40 %-os csökkenés érhető el vele általában

13
Segítő eszközök Ellenőrző listák: mi az amit elő kell készíteni

14
Segítő eszközök Működőképesség ellenőrzése: győződjünk meg időben a megfelelő működésről Törött? Stb.

15
Segítő eszközök Fejlesztett szállítás: a működéshez szükséges szerszámok, alkatrészek, mérők, formák géphez szállítása

17
A SMED fő lépései 2. szakasz: A belső beállítások külső beállítássá való átalakítása Standardizálás Egyszerű technikai megoldások

18
Lépései Tényleg minden belső beállítás belső kell legyen?
A belső beállításokat lehetőség szerint külsővé kell alakítani.

19
Belsőből külső Működési kondíciók előkészítése: hőmérséklet, nyomás, pozíció

20
Belsőből külső Alapvető funkciók standardizálása: szerszámok standardizálása (egyik folyamatról a másikba átvihetők legyenek) Középpontba állítás

21
A SMED fő lépései 3. szakasz: A beállítási műveletek összes elemének összehangolása (párhuzamosság), további fejlesztések
, további fejlesztések.")
22
Alkatrészek tárolása Sok alkatrész esetén problémás Színkód
Tárolási helyzetszám

23
Műveleti sorrend segítővel

24
Sorrendiség Ha egy dolgozó befejezte a műveletét, azt jelezze a többieknek Síp, lámpa, berregő…

25
Csavarok 15 menet, de nagyrészt felesleges
Gyorsrögzítők, rögzítő kapcsok

26
Egy mozdulatos módszerek

27
Egymásba rögzítős módszerek

28
Próbafutások, szerelések 50%
A beállítás pontosságától függ Számozott mérők használata, fix beállítások Pl. az esetek többségében az 5-ös értek a megfelelő Középvonalak feljelölése

29
Tipikus észrevételek, felvetések
A megfigyelés a szokásosnál intenzívebb munkavégzést válthat ki „Itt minden jó, már semmin nem lehet változtatni” „Miért nálunk keresnek perceket, mikor máshol órákat vesztegetnek el?” Átállás időpontjának tervezhetetlensége Ebédszünet – átállás Termékek összehangolása?

30
Saját tapasztalatok, próbálkozások?

Hasonló előadás